Dispositivo y procedimiento para la fabricación de una barrera de agua en una teja todavía sin fraguar.
Dispositivo para fabricar una barrera de agua en una teja en bruto todavía sin solidificar comprendiendo un molde (3) con un rebaje (9),
estando este molde colocado en lo alto del extremo de la teja (1), y un troquel (4) que está situado en el extremo opuesto (8) de la teja (1) y puede moverse en paralelo a la superficie de la teja (1), caracterizado por que el troquel (4) puede desplazarse horizontalmente mediante un brazo de palanca (16) que puede girar y porque el brazo de palanca (16) que puede girar esta conectado a otro brazo de palanca (17) y forma con él un ángulo obtuso, estando el punto de conexión entre los dos brazos de palanca (16,17) apoyados en un cojinete pivotante (20) y porque por su extremo libre el otro brazo de palanca (17) tiene un rodillo (19) que se apoya en la cara inferior de una leva (21).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/002079.
Solicitante: Monier Roofing GmbH.
Nacionalidad solicitante: Alemania.
Dirección: FRANKFURTER LANDSTRASSE 2-4 61440 OBERURSEL ALEMANIA.
Inventor/es: WEISS, GUNTER, SROSTLIK, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B11/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 11/00 Aparatos o procedimientos para el tratamiento o el trabajo de los objetos conformados (especialmente adaptados a los objetos tubulares B28B 21/92; decoración o tratamiento de superficies en general B05, B44; compactado de hormigón in situ en la construcción E04G 21/06; secado F26). › para conformar superficies, p. ej. alisado, apisonado con rodillo de puntas, impresionado en relieve, ranurado.
- E04D1/04 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04D CUBIERTAS DE TEJADO; VENTANAS DE BUHARDILLA; CANALONES; HERRAMIENTAS PARA EL TRABAJO DE CUBIERTAS Y TEJADOS (revestimientos de muros exteriores con yeso u otras materias porosas E04F 13/00). › E04D 1/00 Cubierta de tejado que utiliza tejas, pizarras, tablas de ripia o cualesquiera otros pequeños elementos de cubierta (soportes de cubierta E04D 12/00). › de cerámica, vidrio u hormigón, con o sin armaduras.
- E04D1/36 E04D 1/00 […] › Dispositivos de estanqueidad de los espacios o juntas entre los elementos de cubierta (juntas de estanqueidad no limitadas a los elementos de cubiertas de tejados E04B 1/68).
PDF original: ES-2544330_T3.pdf
Fragmento de la descripción:
DESCRIPCION
Dispositivo y procedimiento para la fabricación de una barrera de agua en una teja todavía sin fraguar El invento hace referencia a un dispositivo de acuerdo con el preámbulo de la reivindicación 1 así como a un procedimiento de acuerdo con el preámbulo de la reivindicación 9.
En la fabricación de tejas de hormigón de acuerdo con el procedimiento de prensa de extrusión, sobre una hilera de palés de igual longitud que se tocan uno con otro suministrados con velocidad constante, se deposita una capa de hormigón fresco, a modo de cinta continua, que mediante herramientas de moldeado queda conformada sobre la cara superior en el contorno superficial habitual en las tejas de hormigón. A continuación la capa de hormigón fresco aplicada en continuo se corta en una estación de corte al final de cada palé mediante una herramienta de corte construida a modo de una cuchilla, de manera que cada palé transporta un único molde, en este caso una teja de hormigón en bruto. A continuación la teja de hormigón se endurece apoyada sobre su palé en una cámara de secado y a continuación se la provee de un recubrimiento superficial. Los documentos DE 35 22 846 A1 o AT 400 120 B describen un dispositivo y un procedimiento para la fabricación de este tipo de tejas de hormigón.
Con el fin obtener una estanqueidad suficiente contra lluvias fuertes en tejados cubiertos con tejas del tipo antes mencionado, es necesario que las tejas de hormigón vecinas se solapen en una línea cumbrera -bocateja. La longitud de solape depende de la inclinación particular del tejado, es decir, con una inclinación de tejado muy fuerte puede elegirse un solape menor que con una inclinación de tejado muy pequeña.
La utilización de estas tejas de hormigón en tejados con inclinación menor de 22º, entre los que se cuentan especialmente edificios comerciales no residenciales, es problemática. Puesto que aquí es necesaria una longitud de solape de las tejas muy grande, hay que tender, entre cumbrera y bocateja, un gran número de filas paralelas de tejas. El elevado número de tejas que se necesita y la fabricación de una construcción bajo teja adaptada al número de filas de tejas aumentan considerablemente los costes de material y de mano de obra. Por ello los edificios comerciales son construidos a menudo con materiales de cubierta más ligeros y económicos, como por ejemplo chapa de metal o placas de fibra de cemento.
No obstante, para poder utilizar sin inconvenientes este tipo de tejas en estos edificios, la industria ha comenzado a proveer a las tejas con una barrera de agua por su cara superior en la zona de su borde de cabeza, la cual previene de la penetración de lluvia muy fuerte. De esta manera se pueden evitar los altos costes de material y mano de obra.
Por los documentos DE 18 12 456 A1 y DE 25 98 551 A1 se conocen dispositivos y procedimientos que son adecuados para proveer a las tejas de hormigón en bruto que se apoyan sobre sus palés con una barrera de agua. En ambos procedimientos primero se moldea la barrera de agua a partir de un hormigón fresco preparado por separado que a continuación se comprime sobre la cara superior de la teja de hormigón en bruto en la zona de su borde de cabeza.
Además, también se conocen dispositivos con los que se pueden fabricar las tejas para que tengan un reborde que discurre en transversal en un extremo (documento GB 707 172, Fig. 13 a 15, y documento GB 664 010 A, Fig. 3 a 7) . El documento JP-A-57 126 614 describe un dispositivo y un procedimiento para producir una barrera de agua en una teja que aún no se ha fraguado de acuerdo con el preámbulo de las reivindicaciones 1 a 9 y el problema que resuelve el invento es crear un procedimiento y un dispositivo para la fabricación de tejas de hormigón provistas de barreras de agua que es adecuado para una producción bastante grande y que al mismo tiempo garantice una funcionalidad mejorada y mayor durabilidad de la barrera de agua..
El problema se soluciona de acuerdo con las características de las reivindicaciones 1 o 9.
Así pues, el invento se refiere a un dispositivo y un procedimiento para fabricar una barrera de agua en una teja en bruto todavía sin solidificar. El dispositivo tiene un molde con un rebaje, además de un troquel. El molde se coloca en lo alto del extremo de una teja en bruto. Entonces el troquel presiona parcial o totalmente hacia arriba el extremo posterior de la teja en bruto. Después, la teja en bruto se deja secar.
El beneficio que se obtiene con el invento consiste en particular en que no se emplea cemento fresco adicional, como en las soluciones conocidas de los diseños anteriores, de manera que la unión se forma entre la barrera de agua y la teja de hormigón que puede romperse.
Además, la barrera de agua puede construirse en una cadena de producción de muchas tejas en sucesión y con una velocidad de producción adaptada al cliente.
En los dibujos se muestran ejemplos de configuraciones del invento y se describirán más detalladamente a continuación.
Se muestran:
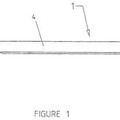
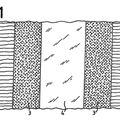
Fig.1, una teja en bruto con herramientas de fabricación antes de su fabricación;
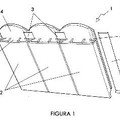
Fig.2, la teja en bruto con herramientas de fabricación de la Fig. 1 durante el proceso de fabricación.
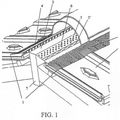
Fig.3, un dispositivo para la construcción de la barrera de agua de una teja en bruto;
Fig.4a, un primer dispositivo de transporte, no acorde con el invento, para la fabricación de una teja colocada en una primera posición;
Fig.4b, el primer dispositivo de transporte, no acorde con el invento, para la fabricación de una teja colocada en una segunda posición;
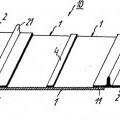
Fig.5, un segundo dispositivo de transporte para la fabricación de varias tejas;
Fig.6, una vista global de un dispositivo para la fabricación de una barrera de agua por un lado, estando este dispositivo colocado en una bandeja;
Fig. 7, una vista parcial del lado superior del dispositivo representado en la Fig. 6;
Fig.8, una vista parcial de acuerdo con la Fig. 7, pero desde el lado derecho en lugar de desde el lado izquierdo;
Fig.9, la disposición de una teja durante la fabricación de la barrera de agua con el dispositivo del invento;
Fig.10, dos tejas con diferentes barreras de agua.
La Fig.1 muestra una teja en bruto 1 realizada de acuerdo con el procedimiento descrito en el documento AT 400 120 B. La teja en bruto 1 ha de ser provista con una barrera de agua, lo que se desarrolla en una estación de moldeado integrada en un anillo de fabricación de tejas que está conectado corriente abajo desde una máquina de tejas. La teja en bruto 1 está situada en un palé 2 que sirve de bandeja. Encima del extremo derecho de la teja en bruto está colocado un molde 3, que se sitúa de frente a un troquel 4. El troquel 4 está asegurado mediante un elemento de sujeción 5. El elemento de sujeción 5 no se muestra.
La teja en bruto 1 no se ha fraguado durante su fabricación, p.e. la masa de la que está compuesta puede aún moldearse. Preferentemente, la masa consiste en cemento. Dicha teja en bruto es también conocida como cuerpo verde.
Si ahora el troquel 4, que tiene un extremo frontal 6 biselado, se mueve contra la teja en bruto 1, su punta 7 hará contacto con un punto del extremo frontal 8 de la teja en bruto 1. Si el troquel 4 se mueve más a la izquierda, levantará la parte superior de la región frontal de la teja en bruto 1 y la presionará contra un rebaje 9 del molde 3.
La Fig. 2 muestra la posición del troquel 4 al final de la fase de fabricación. Se puede reconocer que el extremo derecho de la teja en bruto 1 ha sido dividido en 2 piezas parciales 10, 11, de las cuales la pieza 11 forma la barrera de agua. Si el molde 3 y el troquel 4 se retiran, seguirá habiendo una teja en bruto 1 terminada con barrera de agua 11 que solo sigue necesitando secarse.
El procedimiento descrito en las Fig.1 y 2 es más complicado en la práctica, ya que no es un proceso estático, p.e, la teja en bruto 1 no está dispuesta de manera fija sino que por el contrario se mueve durante la fase de fabricación con velocidad relativamente alta de derecha a izquierda. Las herramientas 3 y 4 deben mantenerse más o menos en movimiento con la teja en bruto.
La Fig.3 muestra un dispositivo en sección transversal con el cual la teja en bruto 1 con barrera de agua 11 puede producirse durante su transporte. Este dispositivo será designado de aquí en adelante carro 39. Se puede reconocer
de nuevo la teja en bruto 1, el palé 2, el molde 3, el troquel 4 y el elemento de fijación 5. El molde 3 está conectado a una placa 12 que está acoplada a su lado superior con un manguito 13, a lo largo del cual está conducido... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para fabricar una barrera de agua en una teja en bruto todavía sin solidificar comprendiendo un molde (3) con un rebaje (9) , estando este molde colocado en lo alto del extremo de la teja (1) , y un troquel (4) que está situado en el extremo opuesto (8) de la teja (1) y puede moverse en paralelo a la superficie de la teja (1) , caracterizado por que el troquel (4) puede desplazarse horizontalmente mediante un brazo de palanca (16) que puede girar y porque el brazo de palanca (16) que puede girar esta conectado a otro brazo de palanca (17) y forma con él un ángulo obtuso, estando el punto de conexión entre los dos brazos de palanca (16, 17) apoyados en un cojinete pivotante (20) y porque por su extremo libre el otro brazo de palanca (17) tiene un rodillo (19) que se apoya en la cara inferior de una leva (21) .
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que el troquel (4) tiene una cara frontal (6) inclinada.
3. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que el rebaje (9) del molde (3) tiene una sección transversal en forma de L estando redondeada la esquina en la que se encuentran los lados de la L
4. Dispositivo de acuerdo con la reivindicación 2, caracterizado por que la cara frontal (6) inclinada del troquel 15 (4) forma una arista.
5. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que la cara inferior de la leva (21) tiene una curvatura convexa dirigida hacia abajo.
6. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que la leva (21) puede moverse en sentido vertical mediante un cilindro de aire comprimido (22)
7. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que el molde (3) está sujeto a la cara inferior de una placa (12) en la cual están situados los manguitos (13, 15) .
8. Dispositivo de acuerdo con la reivindicación 7, caracterizado por que la placa (12) tiene una abertura (23) a través de la cual están guiados el elemento de sujeción (5) y el brazo de palanca (16) .
9. Procedimiento para fabricar una barrera de agua en una teja sin solidificar, comprendiendo los pasos de:
a) los palés (2) que llegan de la máquina de tejas y con las tejas en bruto (1) situadas sobre ellos son llevados por medio de un trasportador de alimentación (50) a una estación de moldeado (40 a 43, 45) caracterizado por los siguientes pasos:
b) en cada caso, un ple (2, 55) es retirado de un primer dispositivo de transporte (50) y llevado a la posición de fabricación, la superficie de la teja en bruto (1) es presionada sobre un molde (3) que está construido con un rebaje (9) sobre un extremo de la teja en bruto (1) ;
c) para formar una barrera de agua (11) el material de la teja en bruto (1) es empujado hacia el extremo superior mediante un troquel (4) que realiza un movimiento inverso, siendo empujado el troquel (4) contra la cara final (8) de la teja en bruto (1) de manera que partes de la teja en bruto son comprimidas dentro del rebaje (9) en el molde (3) ;
d) el pale (2) con la teja en bruto (1) fabricada es suministrado a un segundo dispositivo transportador (56) y retirado.
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado por los siguientes pasos:
a) los palés (53, 54, 55) que llegan de una máquina de tejas y con tejas en bruto (46, 47, 48) situadas sobre ellos son llevados por medio de un trasportador de alimentación (50) hasta una estación de moldeado (40, a 43, 45) ;
b) un pale (53) suministrado es empujado por un deslizador (52) de un primer carro (42) contra el tope (51) de un segundo carro (43)
c) el primer carro (42) es guiado a lo largo de una leva (21) , el troquel (4) forma la barrera de agua (11) sobre la teja en bruto (47) por medio de un mecanismo de palanca (16, 17) .
d) el tope (51) es retirado y el palé (53) es empujado por un deslizador (52) sobre el transportador de retirada (56) .
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado por que el transportador de alimentación (50) empuja a la teja en bruto (1) con su pale (55) hasta una bandeja (44) y el pale es empujado después mediante un deslizador (52) de un carro (42) .
12. Procedimiento de acuerdo con una reivindicación 10 u 11, caracterizado por que la velocidad de transporte del transportador de retirada (56) durante la transferencia desde el pale al transportador de retirada (56) es inicialmente inferior y durante la separación del deslizador (52) del pale (53) es brevemente mayor que la velocidad de circulación de los carros (40 a 43) .
13. Procedimiento de acuerdo a cualquiera de las reivindicaciones 10 a 12, caracterizado por que entre dos pales sucesivos (53, 55) se crea una distancia (f) en cada caso tal que la transferencia de un pale (55) a la posición de fabricación, la formación de la barrera de agua (11) y la reinserción del pale (53) al camino de retirada (56) no queda impedida por el pale siguiente (55) .
14. Procedimiento de acuerdo a cualquiera de las reivindicaciones 10 a 13, caracterizado por que la velocidad de transporte de la estación de moldeado (40 a 43, 45) es mayor que la velocidad de transporte de los medios de transporte de alimentación (50) .
15. Procedimiento de acuerdo con la reivindicación 9, caracterizado por que un pale (9) con una teja en bruto
(1) es movido a una posición de fabricación mediante una plataforma elevadora (34) mediante un movimiento de elevación ejecutado verticalmente respecto del camino de transporte del dispositivo de transporte (57) .
16. Procedimiento de acuerdo con la reivindicación 15 , caracterizado porque la plataforma elevadora (34) situada inicialmente junto al dispositivo de transporte (57) es introducida en el camino de transporte del dispositivo de transporte tal que el pale (2) que llega sufre una deceleración por el rozamiento con la superficie de 25 soporte de la plataforma elevadora (34) .
17. Procedimiento de acuerdo con la reivindicación 16, caracterizado por que el pale (2) es empujado por un cilindro de empuje contra el tope (35) y como consecuencia queda colocado en la plataforma elevadora (34) .
18. Procedimiento de acuerdo con la reivindicación 15, caracterizado por que el suministro de pales (2) a una estación de moldeo (36, 34, 3, 4) se interrumpe durante la fabricación de una teja en bruto (1) .
Patentes similares o relacionadas:
CABALLETE PARA CUMBRERA DE TECHUMBRE, del 31 de Mayo de 2019, de LÓPEZ CEPEDA, Maricela: Una cumbrera, la cual en ocasiones se le denomina adicionalmente como caballete, es el remate de un tejado que suele solapar a la última teja de […]
 Teja, del 5 de Marzo de 2013, de CSR LIMITED: Una teja provista de lados opuestos en la que por lo menos uno de dichos lados tiene una parte lateral que está adaptada para solaparse con […]
Teja, del 5 de Marzo de 2013, de CSR LIMITED: Una teja provista de lados opuestos en la que por lo menos uno de dichos lados tiene una parte lateral que está adaptada para solaparse con […]
 SISTEMA DE SOLAPE LONGITUDINAL DE TEJAS CON EL USO DE UNA PIEZA COMPLEMENTARIA, del 7 de Noviembre de 2012, de INNOVACIONES CERÁMICAS EDIAM, S.L: Sistema de solape longitudinal de tejas con el uso de una pieza complementaria.
Sistema de solape longitudinal de tejas que se realiza con tejas […]
SISTEMA DE SOLAPE LONGITUDINAL DE TEJAS CON EL USO DE UNA PIEZA COMPLEMENTARIA, del 7 de Noviembre de 2012, de INNOVACIONES CERÁMICAS EDIAM, S.L: Sistema de solape longitudinal de tejas con el uso de una pieza complementaria.
Sistema de solape longitudinal de tejas que se realiza con tejas […]
 ELEMENTO ENROLLABLE DE VENTILACIÓN DE CUMBRERAS, del 5 de Mayo de 2011, de BOSIG GMBH: Elemento enrollable de ventilación de cumbreras para tejados inclinados, con un material de soporte que es permeable al aire, tiene forma de […]
ELEMENTO ENROLLABLE DE VENTILACIÓN DE CUMBRERAS, del 5 de Mayo de 2011, de BOSIG GMBH: Elemento enrollable de ventilación de cumbreras para tejados inclinados, con un material de soporte que es permeable al aire, tiene forma de […]
 ELEMENTO DE TERMINACION DE TECHOS, del 16 de Mayo de 2008, de UMICORE: Elemento de terminación de techos.#La invención se refiere a elementos de terminación para techos, especialmente elementos de conexión o dispositivos […]
ELEMENTO DE TERMINACION DE TECHOS, del 16 de Mayo de 2008, de UMICORE: Elemento de terminación de techos.#La invención se refiere a elementos de terminación para techos, especialmente elementos de conexión o dispositivos […]
SISTEMA DE IMPERMEABILIZACION DE CUBIERTAS Y ELEMENTO IMPERMEABILIZANTE., del 16 de Enero de 2007, de LEACHE ARISTU,JAVIER LEACHE ARISTU,JOSE MIGUEL LEACHE BEORTEGU,JAVIER LEACHE ECHEVERRIA,RAMON: Sistema de impermeabilización de cubiertas, para establecer un cierre estanco de las uniones de separación entre las placas componentes de las cubiertas, […]
PLANCHA DE RECUBRIMIENTO DE CABALLETE O DE CUMBRERA DE TEJADO., del 1 de Febrero de 2005, de KLIBER, JOHANNES: Plancha de recubrimiento de caballete o cumbrera de tejado con dos zonas laterales blandas, permeables al aire, que llevan del lado del borde […]
 TIRA DE CUMBRERA DE TEJADO O TIRA DE BORDE INCLINADO, del 1 de Agosto de 2008, de LAFARGE ROOFING COMPONENTS GMBH & CO. KG: Tira de cumbrera de tejado o tira de borde inclinado con una parte deformable, que se puede colocar con su zona marginal exterior sobre cubiertas de tejado, […]
TIRA DE CUMBRERA DE TEJADO O TIRA DE BORDE INCLINADO, del 1 de Agosto de 2008, de LAFARGE ROOFING COMPONENTS GMBH & CO. KG: Tira de cumbrera de tejado o tira de borde inclinado con una parte deformable, que se puede colocar con su zona marginal exterior sobre cubiertas de tejado, […]