Extrusora de desgasificación para la extrusión de masas de moldeo.
Dispositivo para la extrusión de masas de moldeo con al menos dos tornillos sin fin (1,
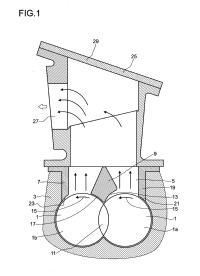
1a, 1b) alojados en una carcasa (3) que comprende al menos una zona de alimentación, una zona de transformación y una zona de descarga, pudiéndose superponer al menos en parte las zonas, así como al menos una abertura de desgasificación (5), caracterizado por que la abertura de desgasificación (5) deja escotada una subregión en la carcasa (3) sobre al menos dos tornillos sin fin (1a, 1b) que encajan entre sí y respectivamente en la zona de encaje (11) de los tornillos sin fin (1a, 1b) está configurado un travesaño (9) en la abertura de desgasificación (5), de tal manera que a través del travesaño (9) sobre cada uno de los tornillos sin fin (1, 1a, 1b) queda libre una abertura de desgasificación, estando configurada entre el al menos un tornillo sin fin (1a), que rota en la región de la abertura de desgasificación (5) en dirección hacia el travesaño (9), y el travesaño (9) una hendidura (13), cuya anchura de hendidura disminuye en dirección de rotación del tornillo sin fin (1a).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/051880.
Solicitante: Styrolution Group GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Erlenstrasse 2 60325 Frankfurt am Main ALEMANIA.
Inventor/es: SAUER, MICHAEL, GUNTHERBERG, NORBERT, HEINEN, HARTMUT, BARDON,RAINER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/76
PDF original: ES-2488991_T3.pdf
Fragmento de la descripción:
Extrusora de desgasificación para la extrusión de masas de moldeo La invención se refiere a un dispositivo para la extrusión de masas de moldeo con al menos dos tornillos sin fin alojados en una carcasa, que comprende al menos una zona de alimentación, una zona de transformación y una zona de descarga, pudiéndose superponer al menos en parte las zonas, así como al menos una abertura de desgasificación.
Las masas de moldeo que se procesan mediante extrusión generalmente son compuestos de alto peso molecular y oligoméricos que se reblandecen con aumento de la temperatura después de superar su temperatura de transición vítrea. Aquí se pueden incluir plásticos o productos naturales.
Cuando en la masa de moldeo están contenidos constituyentes gaseosos indeseados, por ejemplo, restos de monómeros o restos de disolvente o también agua, es necesario retirar los mismos de la masa de moldeo. Son conocidas la desgasificación y deshidratación necesarias para esto mediante máquinas de tornillo sin fin.
Para la desgasificación de la masa de moldeo se emplean habitualmente aberturas de desgasificación. Para esto están configuradas aberturas en la carcasa de la máquina de tornillo sin fin, a través de las cuales pueden escapar 20 los constituyentes gaseosos. Sin embargo, ya que la masa de moldeo generalmente se encuentra bajo presión, debido a la repentina descarga de presión también son arrastradas partes de la masa de moldeo existente como masa fundida. Entonces, la masa fundida se retira de la corriente principal en forma de grumos, pedazos, espuma o masa fundida de gran elevación en la abertura de desgasificación. Con un tiempo de permanencia más prolongado del material en las cúpulas de desgasificación prácticamente no entremezcladas, esto puede conducir a la degradación y el craqueo, por lo que finalmente se produce un producto contaminado. En este contexto, es una variable crítica la velocidad de gas y la geometría de la abertura de desgasificación. Con una velocidad demasiado elevada del gas son arrastrados y frecuentemente descargados grumos y pedazos de masa fundida. Esto puede llevar a que se obturen las conducciones de gas de salida.
Para evitar que sean arrastrados grumos o pedazos de masa fundida es conocido, por ejemplo, cubrir las aberturas de desgasificación con una placa compuesta de tejido de alambre de metal. Esto está descrito, por ejemplo, en el documento EP-B 1 400 337. Sin embargo, las mismas limitan el corte transversal libre y con elevadas velocidades de gas o las elevadas presiones que aparecen entonces se pueden contaminar con masa fundida, pudiéndose producir obturaciones. Además, debido al corte transversal libre demasiado reducido puede permanecer una parte del agua, monómero residual o disolvente en el producto y hacer necesario otro paso de desgasificación.
Como alternativa son conocidos también, en particular para máquinas de tornillo sin fin con dos tornillos sin fin, diferentes insertos para aberturas de desgasificación. Estos en general dejan libre solo una subregión sobre los tornillos sin fin. A este respecto, la subregión se selecciona dependiendo de la masa de moldeo empleada. De este modo, por ejemplo, en caso de masas de moldeo que no están adheridas al tornillo sin fin se usan insertos en los que están cubiertos el tornillo sin fin de giro exterior y la zona de engranaje y que adicionalmente presentan un medio auxiliar de alimentación en forma de una hendidura con anchura decreciente de hendidura en dirección de rotación del tornillo sin fin, sobre la que se encuentra la abertura de alimentación.
En caso de masas fundidas poliméricas que no están adheridas al tornillo sin fin, por ejemplo, se configura la abertura de desgasificación de tal manera que están cubiertos el tornillo sin fin de giro exterior y la zona de engranaje. Además aumenta el corte transversal de abertura hacia el exterior, es decir, alejándose de los tornillos sin fin. En caso de masas fundidas poliméricas de baja viscosidad, en particular en el marco de la desgasificación de disolvente, se emplean insertos en la abertura de desgasificación en los que está cubierto solo parcialmente el 50 tornillo sin fin de giro exterior. Queda libre la zona de engranaje.
Los anteriores insertos para la abertura de desgasificación se emplean en máquinas de tornillo sin fin con dos tornillos sin fin que giran en el mismo sentido. A este respecto se denomina tornillo sin fin de giro exterior al tornillo sin fin cuyo movimiento de rotación está dirigido desde el exterior hacia el centro. Se denomina zona de engranaje la 55 zona de encaje de ambos tornillos sin fin.
Debido a la forma de la abertura de desgasificación, los pedazos tienen que caer hacia atrás y alimentarse al interior. Sin embargo, se ha mostrado que durante el funcionamiento en curso, la masa fundida frecuentemente asciende en la abertura de desgasificación y no es arrastrada de nuevo. Esto hace necesarias frecuentes 60 operaciones de limpieza.
El objetivo de la presente invención es facilitar un dispositivo para la extrusión de masas de moldeo con el que sea posible una desgasificación de la masa de moldeo con un alto rendimiento y eventualmente se continúen transportando partes de la masa de moldeo arrastradas durante la desgasificación.
El objetivo se resuelve mediante un dispositivo para la extrusión de masas de moldeo con al menos dos tornillos sin fin alojados en una carcasa, que comprende al menos una zona de alimentación, una zona de transformación y una zona de descarga, pudiéndose superponer al menos en parte las zonas, así como al menos una abertura de desgasificación. La abertura de desgasificación deja escotada una subregión en la carcasa sobre al menos dos tornillos sin fin que encajan uno en otro y respectivamente en la región de encaje de los tornillos sin fin está configurado un travesaño en la abertura de desgasificación. Entre el al menos un tornillo sin fin, que rota en la región de la abertura de desgasificación en dirección hacia el travesaño, y en el travesaño está configurada una hendidura, cuya anchura de hendidura disminuye en dirección de rotación del tornillo sin fin.
Gracias a la abertura de desgasificación de acuerdo con la invención, que deja libres subregiones sobre dos tornillos sin fin de la máquina de tornillo sin fin con al menos dos tornillos sin fin, a causa del mayor corte transversal de desgasificación es posible una mejor desgasificación que en los insertos conocidos por el estado de la técnica. Además, gracias a la hendidura entre el travesaño y el tornillo sin fin, que disminuye en dirección de rotación del tornillo sin fin, el material que en primer lugar es arrastrado con la corriente de gas y cae hacia atrás no se acumula, sino que se continúa transportando con el tornillo sin fin. Por ello se evita, entre otras cosas, que partes de la masa de moldeo se adhieran en la región de la abertura de desgasificación y de este modo contribuyan a contaminaciones.
Como masas de moldeo que se pueden extruir en el dispositivo de acuerdo con la invención se pueden usar todos los compuestos de alto peso molecular u oligoméricos que se reblandecen con aumento de la temperatura después de superar su temperatura de transición vítrea. Aquí se pueden incluir plásticos o productos naturales. Tales masas de moldeo son conocidas por el experto. Son masas de moldeo adecuadas, por ejemplo, todos los polímeros que se pueden procesar termoplásticamente. De este modo son adecuados, por ejemplo, poliamidas, policarbonatos, polímeros de estireno, derivados, copolímeros o mezclas de estos polímeros. A los copolímeros de estireno 25 pertenecen, por ejemplo, copolímeros de estireno/acrilonitrilo, denominados frecuentemente también polímeros de SAN, copolímeros de estireno modificados con caucho, tales como copolímeros de acrilonitrilo/butadieno/estireno, denominados frecuentemente también ABS, copolímeros de acrilonitrilo/acrilato/estireno, denominados frecuentemente también ASA. Además se consideran también derivados o variantes de polímeros de SAN, ABS o ASA, tales como aquellos a base de ï?¡-metilestireno o metacrilato o aquellos que comprenden otros monómeros, por ejemplo, el denominado MABS. Evidentemente se pueden emplear también mezclas de dos o varios copolímeros de estireno diferentes. Además se consideran copolímeros de estireno modificados con caucho que se basan completa o parcialmente en otros cauchos, tales como cauchos de etileno-butadieno o cauchos de silicona. Se prefieren también mezclas de los polímeros mencionados con poliamidas, poliésteres, tales como, por ejemplo, polibutilentereftalatos y/o policarbonatos.
Como dispositivo de acuerdo con la invención es adecuada en sí cualquier máquina... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la extrusión de masas de moldeo con al menos dos tornillos sin fin (1, 1a, 1b) alojados en una carcasa (3) que comprende al menos una zona de alimentación, una zona de transformación y una zona de 5 descarga, pudiéndose superponer al menos en parte las zonas, así como al menos una abertura de desgasificación (5) , caracterizado por que la abertura de desgasificación (5) deja escotada una subregión en la carcasa (3) sobre al menos dos tornillos sin fin (1a, 1b) que encajan entre sí y respectivamente en la zona de encaje (11) de los tornillos sin fin (1a, 1b) está configurado un travesaño (9) en la abertura de desgasificación (5) , de tal manera que a través del travesaño (9) sobre cada uno de los tornillos sin fin (1, 1a, 1b) queda libre una abertura de desgasificación, estando configurada entre el al menos un tornillo sin fin (1a) , que rota en la región de la abertura de desgasificación (5) en dirección hacia el travesaño (9) , y el travesaño (9) una hendidura (13) , cuya anchura de hendidura disminuye en dirección de rotación del tornillo sin fin (1a) .
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que entre el travesaño (9) y un tornillo sin fin (1b) , que rota en la región de la abertura de desgasificación (5) alejándose del travesaño (9) , está configurada una hendidura (17) con una anchura de hendidura constante.
3. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que el travesaño (9) en el lado con anchura de hendidura decreciente cubre al menos el 30 % del tornillo sin fin. 20
4. Dispositivo de acuerdo con la reivindicación 1 o 3, caracterizado por que con tornillos sin fin (1) que rotan en sentido opuesto, que rotan en la región de la abertura de desgasificación (5) respectivamente en dirección hacia el travesaño (9) , el travesaño (9) está configurado de forma simétrica con anchura de hendidura (13) respectivamente decreciente hacia el centro del travesaño.
5. Dispositivo de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por que con tornillos sin fin (1a, 1b) que rotan en el mismo sentido en la zona marginal de la abertura de desgasificación (5) en la región del tornillo sin fin (1b) , que rota hacia la región marginal de la abertura de desgasificación (5) , está configurada una hendidura (23) cuya anchura de hendidura disminuye en dirección de rotación del tornillo sin fin (1b) .
6. Dispositivo de acuerdo con una de las reivindicaciones 1 a 5, caracterizado por que la anchura del travesaño (9) disminuye hacia el exterior, de tal manera que aumenta el corte transversal de abertura de la abertura de desgasificación (5) .
7. Dispositivo de acuerdo con una de las reivindicaciones 1 a 6, caracterizado por que la región marginal de la abertura de desgasificación (5) en la región del tornillo sin fin (1a) que rota alejándose de la región marginal está configurada con una anchura de hendidura constante.
8. Dispositivo de acuerdo con una de las reivindicaciones 1 a 6, caracterizado por que la abertura de 40 desgasificación está cubierta por una cúpula (25) .
9. Dispositivo de acuerdo con una de las reivindicaciones 1 a 8, caracterizado por que el travesaño (9) presenta una superficie de politetrafluoroetileno, polietileno fluorado, polieteretercetona (PEEK) , polisulfona o una aleación de metal resistente a la corrosión.
10. Dispositivo de acuerdo con la reivindicación 9, caracterizado por que el material para la superficie del travesaño (9) está aplicado como revestimiento.
Patentes similares o relacionadas:
Disposición del accionamiento en una extrusora con desgasificación, del 24 de Enero de 2018, de EVONIK ROHM GMBH: Extrusora con desgasificación para la desgasificación de un material polimérico, que comprende al menos un accionamiento, al menos un cilindro de extrusora […]
Dispositivo y procedimiento para la desgasificación de material que va a procesarse, del 25 de Octubre de 2017, de Coperion GmbH: Dispositivo para la desgasificación de material que va a procesarse, en particular material plástico, que comprende - un motor de accionamiento para […]
Dispositivo para la extrusión de material sintético termoplástico, del 7 de Junio de 2017, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para la extrusión de material sintético termoplástico, con tornillo sinfín de extrusor alojado en una carcasa , que comprende […]
Extrusora de desgasificación para la desgasificación de un material polimérico, así como procedimiento para la desgasificación de un jarabe a base de polímeros, disolventes y/o monómeros utilizando una extrusora de desgasificación, del 10 de Mayo de 2017, de EVONIK ROHM GMBH: Extrusora de desgasificación para la desgasificación de un material polimérico, que comprende al menos un accionamiento , al menos un cilindro […]
Procedimiento para el tratamiento continuo de soluciones de polímeros, del 12 de Abril de 2017, de LIST Technology AG: Procedimiento para el tratamiento continúo de soluciones de polímeros dentro de un mezclador-amasador , realizado como un evaporador y/o desgasificador, con una cámara […]
Procedimiento y dispositivo para desgasificar una mezcla en particular de aglutinantes poliméricos, del 9 de Noviembre de 2016, de Adm-Isobloc GmbH: Procedimiento para desgasificar una mezcla que contiene componentes separables de diferente densidad, en el que la mezcla se transporta desde un tornillo sin […]
Procedimiento para la producción de masas de moldeo termoplásticas, así como masas de moldeo termoplásticas producidas según éste, del 18 de Mayo de 2016, de INEOS Styrolution Group GmbH: Procedimiento para la producción de masas de moldeo termoplásticas, en el cual se usa un extrusor, el cual está estructurado en dirección de transporte aguas abajo a partir […]
Dispositivo para la desgasificación de fluidos y procedimiento para la desgasificación de fluidos, del 4 de Mayo de 2016, de Wobben Properties GmbH: Dispositivo de desgasificación de fluidos para la desgasificación de resinas, con un elemento de alimentación de fluido para alimentar la resina, […]