Equipo, método y estación para envolver lateralmente productos mediante película de plástico.
Instalación para envolver lateralmente productos mediante película de plástico,
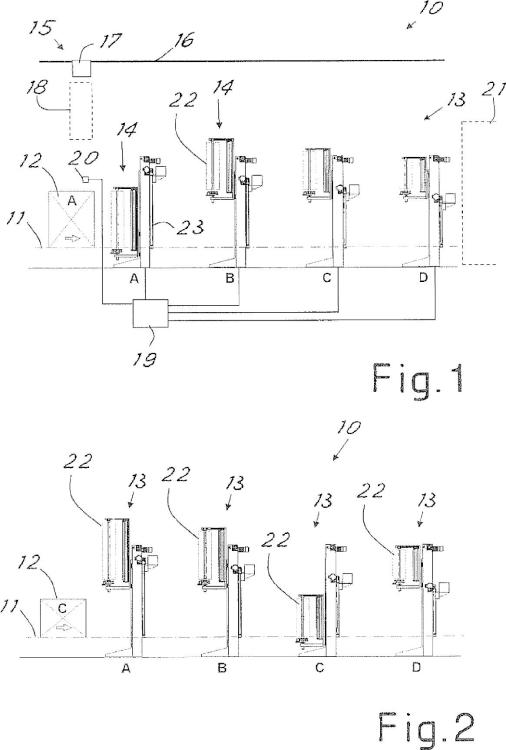
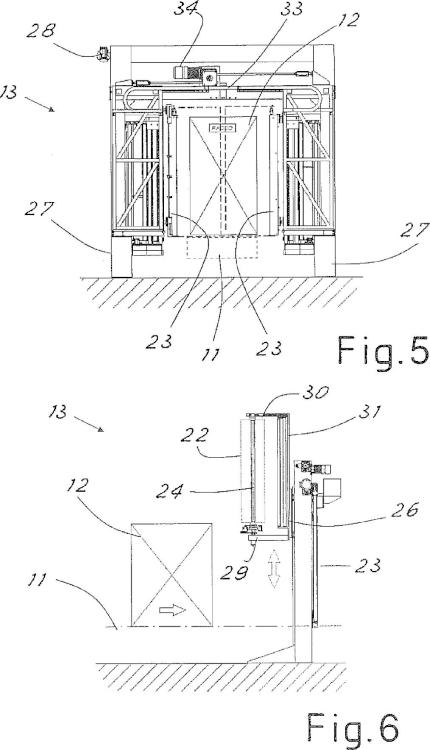
que comprende una línea para transportar los productos en secuencia y envolverlos con diferentes tiras de película, caracterizada por que comprende una pluralidad de estaciones de envoltura vertical dispuestas en secuencia a lo largo de la línea, comprendiendo cada estación un sistema de envoltura (14) con una tira de película (25) dispuesta transversalmente a la línea para envolver así un producto que pasa por la estación y hojas de soldadura verticales (23) que se disponen una frente a la otra a ambos lados de la línea y que pueden moverse la una hacia la otra para cortar y soldar la tira de película alrededor de un producto que pasa por la estación y contra la tira transversal, pudiendo moverse los sistemas de envoltura (14) verticalmente de manera controlable para su desplazamiento entre una posición operativa descendida para envolver un producto que pasa por la estación y una posición no operativa elevada para permitir que un producto pase por la estación sin entrar en contacto con la tira transversal, realizando unos medios de control (19) de la instalación el desplazamiento vertical de los sistemas de envoltura (14) entre la posición operativa descendida y el sistema no operativo elevado para así seleccionar la estación que debe envolver la película alrededor de un producto que pasa a lo largo de la línea.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11164515.
Solicitante: MESSERSI' PACKAGING S.R.L..
Nacionalidad solicitante: Italia.
Dirección: Via 1 Maggio 3 60010 Barbara (AN) ITALIA.
Inventor/es: UBERTINI,MASSIMILIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B59/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 59/00 Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento. › Máquinas construidas con elementos fácilmente desmontables o unibles, p. ej. para facilitar el entretenimiento.
- B65B9/02 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Encerrado de objetos sucesivos, o cantidades de material, entre bandas enfrentadas.
PDF original: ES-2552834_T3.pdf

Patentes similares o relacionadas:
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Máquina de empaquetado por termosellado, del 4 de Marzo de 2020, de CAVANNA S.P.A.: Una máquina de empaquetado por termosellado que comprende: • un bastidor de soporte , • un transportador horizontal configurado […]
Estación de llenado y método para llenar cartuchos de cigarrillos electrónicos, del 26 de Febrero de 2020, de Sluis Cigar Machinery B.V: Estación de llenado para llenar cartuchos de cigarrillos electrónicos con un líquido, comprendiendo la estación de llenado: - un dispositivo transportador giratorio […]
Máquina de envasado con cajón de herramientas inclinable, del 18 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado para la fabricación de productos a lo largo de una dirección de producción (P), en particular una máquina de envasado termoformadora, que […]
 Armazón de un dispositivo de transporte y pesaje, del 27 de Noviembre de 2019, de Bizerba SE & Co. KG: Armazón de un dispositivo de transporte y pesaje con dos cartelas laterales frontales y varias vigas longitudinales, que unen mutuamente las […]
Armazón de un dispositivo de transporte y pesaje, del 27 de Noviembre de 2019, de Bizerba SE & Co. KG: Armazón de un dispositivo de transporte y pesaje con dos cartelas laterales frontales y varias vigas longitudinales, que unen mutuamente las […]
Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, del 20 de Noviembre de 2019, de Standard Knapp Inc: Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, comprendiendo el procedimiento: […]
Instalación de termo retracción que comprende medios para de regulación de la temperatura en el interior del recinto de la instalación, del 23 de Octubre de 2019, de SLEEVER INTERNATIONAL COMPANY: Instalación de termo retracción de manguitos de material termo retráctil roscados sobre soportes, tales como recipientes, que comprende: […]
Sección de proceso de una máquina de embalaje, del 2 de Octubre de 2019, de Standard Knapp Inc: Sección de procesamiento de una máquina de embalaje que comprende: un transportador configurado para ser accionado por un primer elemento de accionamiento ; […]