EQUIPAMIENTO PARA EL ENDEREZAMIENTO DE CASCOS DEFORMADOS DE CUBA ELECTROLÍTICA, EN PARTICULAR PARA ELECTRÓLISIS DE BAÑO FUNDIDO DE ALUMINIO.
Equipamiento para el enderezamiento de cascos deformados de cuba electrolítica,
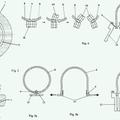
en particular para electrólisis de baño fundido de aluminio, con una barra de enderezamiento (14) alargada, transportable y desplazable, que con su longitud se extiende sobre la distancia entre al menos dos paredes laterales largas (12, 13) opuestas del casco de cuba y que tiene en cada una de sus dos zonas extremas una abrazadera de enderezamiento (15, 16) con un orificio pasante (17, 18) en forma de perfil en U y abierto hacia abajo, en que las dos abrazaderas de enderezamiento son capaces de quedar situadas con sus orificios pasantes sobre el lado superior de las paredes laterales (12, 13) de casco de cuba situadas una frente a otra, en que en la posición de trabajo del equipamiento de enderezamiento una unidad de centrado (20) conectada a la barra de enderezamiento (14) es asentada sobre el fondo del casco de cuba a enderezar, caracterizado por las siguientes características: a) en o sobre las patas de U de las abrazaderas de enderezamiento (15, 16) está dispuesto en cada caso al menos un cilindro hidráulico de enderezamiento (25, 26, 27, 29) que llega a quedar situado paralelamente al fondo (21) de casco de cuba y aproximadamente de forma perpendicular a la pared lateral (12, 13) de casco de cuba, y que sirve como herramienta de enderezamiento, es decir que el equipamiento de enderezamiento tiene, en conjunto, al menos cuatro cilindros de enderezamiento que están situados a lo largo de una línea de acción paralela al fondo de casco de cuba; b) mientras que una abrazadera de enderezamiento (15), al ser extendido el cilindro de enderezamiento (27) correspondiente, está realizando, mediante la aplicación de la fuerza de enderezamiento, el trabajo de enderezamiento sobre la pared lateral (12) de casco de cuba a enderezar, en el caso de la otra abrazadera de enderezamiento (16) tanto el cilindro de enderezamiento exterior como el interior (29, 26) son extendidos, es decir que la otra abrazadera de enderezamiento (16) está firmemente sujeta, a la manera de una pinza de sujeción a modo de lengua, al lado superior de la pared lateral (13) opuesta de casco de cuba y sirve como un contra-apoyo cautivamente fijo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/002449.
Dirección: Riihitontuntie 7 E 02200 Espoo FINLANDIA.
Inventor/es: NAGEL,Hardy.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Abril de 2009.
Clasificación PCT:
B21D1/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Enderezado, restauración de la forma o eliminación de las distorsiones locales de las chapas u objetos determinados hechos a partir de las chapas (B21D 3/00 tiene prioridad ); Estirado de hojas metálicas combinado con laminado.
C25C3/08QUIMICA; METALURGIA. › C25PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25C PROCESOS PARA LA PRODUCCION, RECUPERACION O AFINADO ELECTROLITICO DE METALES; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25C 3/00 Producción electrolítica, recuperación o afinado de metales por electrólisis de baños fundidos (C25C 5/00 tiene prioridad). › Construcción de células, p. ej. fondos, paredes, cátodos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Bosnia y Herzegovina, Bulgaria, República Checa, Estonia, Croacia, Hungría, Islandia, Noruega, Polonia, Eslovaquia, Turquía, Malta, Serbia.
Equipamiento para el enderezamiento de cascos deformados de cuba electrolítica, en particular para electrólisis de baño fundido de aluminio La invención se refiere a equipamiento para el enderezamiento de cascos deformados de cuba electrolítica, en particular para electrólisis de baño fundido de aluminio, de acuerdo con el preámbulo de la reivindicación 1. El aluminio metálico es obtenido a partir de óxido de aluminio por electrólisis de baño fundido en células electrolíticas en las cuales están suspendidos ánodos en forma de bloques de carbono. Las células electrolíticas tienen elementos rectangulares abiertos hacia arriba, que son conocidos como cascos de cuba electrolítica, que constan de chapa de acero y que están recubiertos de material refractario y están cubiertos en la zona de fondo por bloques de cátodo que constan de carbono y que, al igual que los ánodos, están dotados de conductores metálicos de corriente eléctrica. La chapa de los cascos de cuba electrolítica está reforzada por medio de una estructura de soporte externa, es decir que el fondo de casco de cuba y las paredes laterales de casco de cuba tienen almas robustas que están separadas una de otra por el exterior y que, en el caso de las paredes laterales de casco de cuba, están dispuestas de forma aproximadamente vertical. La estructura de soporte y la chapa de los cascos de cuba electrolítica forman una unidad. Al final de una pasada de horno de una célula electrolítica, es a menudo necesario establecer que, en particular, las paredes laterales largas de los cascos de cuba electrolítica han sido deformadas en mayor o menor medida debido a la carga térmica y mecánica, incluso aunque éstas están reforzadas por medio de la estructura de soporte. La deformación de un casco de cuba electrolítica se localiza principalmente donde una o más de las paredes laterales de casco de cuba, que originalmente están dispuestas con sus paredes interiores verticales, ha o han sido presionadas oblicuamente hacia fuera en la zona superior por el baño metálico de electrólisis y como resultado de expansiones termomecánicas. Los cascos de cuba electrolítica tienen que ser enderezados por lo tanto mecánicamente antes de ser realineados y antes de una nueva pasada de horno. Para fines de enderezamiento, se han usado dispositivos tales como XP002534028 & SU 1 070 215, con un cilindro hidráulico de doble acción que actúa en cada caso por el lado superior de dos paredes laterales de casco de cuba situadas una frente a otra. Cuando el cilindro hidráulico es contraído con la intención de llevar una zona abombada hacia fuera en una pared lateral de casco de cuba a su posición o forma original, el cilindro hidráulico se apoya en la pared lateral opuesta de casco de cuba. El resultado de esto es que la pared lateral opuesta de casco de cuba es deformada indeseablemente, en el caso más desfavorable una pared correctamente vertical de casco de cuba es empujada o presionada hacia un lado durante el enderezamiento de una pared deformada de casco de cuba, debido a que la fuerza de enderezamiento dependiente de la resistencia a la deformación y el grado de deformación es diferente para las dos paredes laterales de casco de cuba situadas una frente a otra. Una reparación así de una célula electrolítica es insatisfactoria y lleva mucho tiempo, durante el cual no puede usarse la célula para obtener aluminio. En un folleto de la compañía Almeq Norway AS fue propuesto un equipamiento o máquina, que forma el preámbulo de la reivindicación 1, que se proporciona para el enderezamiento de cascos deformados de cuba electrolítica. Este equipamiento opera con una barra de enderezamiento en los extremos de la cual unas abrazaderas de enderezamiento pueden ser movidas hacia delante y hacia atrás, las cuales son montadas y guiadas a la manera de correderas y pueden ser colocadas del mismo modo que llaves inglesas abiertas grandes, con orificios pasantes abiertos hacia abajo a la manera de una llave inglesa abierta, sobre el lado superior de dos paredes laterales de casco de cuba situadas una frente a otra. En este caso, al ser desplazadas las abrazaderas de enderezamiento por medio de cilindros hidráulicos, la fuerza de enderezamiento debe ser transmitida desde la abrazadera de enderezamiento respectiva a la pared lateral de casco de cuba. La abertura de llave inglesa de las abrazaderas de enderezamiento, que está coordinada con la sección transversal de las almas de la estructura de soporte, a enderezar, del casco de cuba a enderezar, es en este caso relativamente grande y es invariable. Cuando una pared de casco de cuba está siendo enderezada mediante el recurso de que la fuerza de enderezamiento equivalente a muchas toneladas es aplicada a una abrazadera de enderezamiento, la abrazadera de enderezamiento opuesta, con su abertura constante de llave inglesa, no puede ser retenida de un modo operativamente fiable sobre la pared opuesta de casco de cuba, en particular no sobre las almas dispuestas verticalmente de la estructura de soporte del casco de cuba, especialmente si éstas se estrechan hacia arriba en la forma de un triángulo de ángulo agudo, de modo que cuando el trabajo de enderezamiento está siendo llevado a cabo en una pared lateral de casco de cuba, la otra abrazadera de enderezamiento puede separarse por deslizamiento de la otra pared de casco de cuba como resultado de la ocurrencia de un momento de inclinación y no puede ser soportada fiablemente ahí. El objeto en el que se basa la invención es proporcionar, para el enderezamiento de cascos deformados de cuba electrolítica, un equipamiento operativamente fiable que haga posible enderezar paredes laterales deformadas de casco de cuba independientemente una de otra, en particular que cuando una de las paredes deformadas de casco de cuba está siendo enderezada, no sea afectada adversamente la pared de casco de cuba situada en posición opuesta en cada caso. 2 Este objeto se consigue, de acuerdo con la invención, por medio de un equipamiento de enderezamiento con las características de la reivindicación 1. Perfeccionamientos ventajosos de la invención están especificados en las reivindicaciones subordinadas. El equipamiento de enderezamiento de acuerdo con la invención es capaz de enderezar mecánicamente paredes laterales deformadas de un casco de cuba electrolítica aproximadamente rectangular, según se ve en una vista desde arriba, en un tiempo de reparación comparativamente corto y de una manera dirigida en todos los lugares necesarios, específicamente mediante el recurso de que son enderezadas primeramente la estructura de soporte deformada de casco de cuba y luego la chapa deformada de casco de cuba. El equipamiento de enderezamiento tiene una barra alargada de enderezamiento que con su longitud se puede extender sobre la distancia, de varios metros, entre las dos paredes laterales largas de casco de cuba situadas una frente a otra, dado que las paredes laterales largas están en riesgo particular en términos de deformación, tal como por flexión hacia fuera. Esta barra de enderezamiento tiene, en cada una de sus dos zonas extremas, una abrazadera de enderezamiento que tiene en cada caso un orificio pasante en forma de perfil en U abierto hacia el lado inferior de la abrazadera. Con la ayuda de equipamiento de levantamiento móvil, la barra de enderezamiento puede ser colocada con sus dos abrazaderas de enderezamiento, con sus orificios pasantes en forma de perfil en U, sobre el lado superior de dos paredes laterales de casco de cuba situadas una frente a otra en cada caso. En o sobre las patas de U de la abrazadera de enderezamiento está dispuesto en cada caso al menos un cilindro hidráulico de enderezamiento que pasa a quedar situado paralelamente al fondo de casco de cuba y aproximadamente de forma perpendicular a la pared lateral de casco de cuba, y sirve como herramienta de enderezamiento, es decir que la barra de enderezamiento tiene, en conjunto, al menos cuatro cilindros de enderezamiento que están situados a lo largo de una línea de acción paralela al fondo de casco de cuba y que, durante la colocación de la barra de enderezamiento, están primero en el estado retraído e inicialmente no entran en contacto con los lados superiores de las paredes laterales de casco de cuba o con el lado superior de la estructura de soporte de casco de cuba. En la posición operativa del equipamiento de enderezamiento, una unidad de centrado dispuesta centralmente entre las dos abrazaderas de enderezamiento y conectada fijamente a la barra de enderezamiento está asentada sobre el fondo del casco de cuba a enderezar, y la unidad de centrado debe prevenir que el equipamiento de enderezamiento de acuerdo con la invención se deslice fuera de sitio en el casco de cuba a enderezar. Comienza primero el enderezamiento de las paredes laterales presionadas hacia... [Seguir leyendo]
Reivindicaciones:
1. Equipamiento para el enderezamiento de cascos deformados de cuba electrolítica, en particular para electrólisis de baño fundido de aluminio, con una barra de enderezamiento (14) alargada, transportable y desplazable, que con su longitud se extiende sobre la distancia entre al menos dos paredes laterales largas (12, 13) opuestas del casco de cuba y que tiene en cada una de sus dos zonas extremas una abrazadera de enderezamiento (15, 16) con un orificio pasante (17, 18) en forma de perfil en U y abierto hacia abajo, en que las dos abrazaderas de enderezamiento son capaces de quedar situadas con sus orificios pasantes sobre el lado superior de las paredes laterales (12, 13) de casco de cuba situadas una frente a otra, en que en la posición de trabajo del equipamiento de enderezamiento una unidad de centrado (20) conectada a la barra de enderezamiento (14) es asentada sobre el fondo del casco de cuba a enderezar, caracterizado por las siguientes características: a) en o sobre las patas de U de las abrazaderas de enderezamiento (15, 16) está dispuesto en cada caso al menos un cilindro hidráulico de enderezamiento (25, 26, 27, 29) que llega a quedar situado paralelamente al fondo (21) de casco de cuba y aproximadamente de forma perpendicular a la pared lateral (12, 13) de casco de cuba, y que sirve como herramienta de enderezamiento, es decir que el equipamiento de enderezamiento tiene, en conjunto, al menos cuatro cilindros de enderezamiento que están situados a lo largo de una línea de acción paralela al fondo de casco de cuba; b) mientras que una abrazadera de enderezamiento (15), al ser extendido el cilindro de enderezamiento (27) correspondiente, está realizando, mediante la aplicación de la fuerza de enderezamiento, el trabajo de enderezamiento sobre la pared lateral (12) de casco de cuba a enderezar, en el caso de la otra abrazadera de enderezamiento (16) tanto el cilindro de enderezamiento exterior como el interior (29, 26) son extendidos, es decir que la otra abrazadera de enderezamiento (16) está firmemente sujeta, a la manera de una pinza de sujeción a modo de lengua, al lado superior de la pared lateral (13) opuesta de casco de cuba y sirve como un contra-apoyo cautivamente fijo. 2. Equipamiento según la reivindicación 1, caracterizado porque unas palancas de centrado pivotantes (22, 23) están articuladas en la parte inferior de la unidad de centrado (20) por los lados orientados hacia las paredes laterales de casco de cuba a enderezar y, después de que la unidad de centrado (20) ha sido colocada sobre el fondo (21) de casco de cuba, pueden ser desplegadas hacia las zonas de esquina inferiores entre el fondo de casco de cuba y las paredes laterales de casco de cuba. 3. Equipamiento según la reivindicación 1, caracterizado porque en cada caso un cilindro de enderezamiento interior (25, 26) está dispuesto en las patas de U interiores de las dos abrazaderas de enderezamiento (15, 16), mientras que en cada caso dos cilindros de enderezamiento exteriores (27, 28 y 29, 30) están dispuestos en las patas de U exteriores de las abrazaderas de enderezamiento (15, 16), es decir que, en conjunto, están presentes seis cilindros de enderezamiento. 4. Equipamiento según la reivindicación 3, caracterizado porque de los en cada caso dos cilindros de enderezamiento exteriores, el cilindro de enderezamiento (27 ó 29) más grande puede ser presionado contra almas de refuerzo exteriores (11) de la estructura de soporte de casco de cuba electrolítica y el cilindro de enderezamiento (28 ó 30) más pequeño puede ser presionado contra la chapa de casco de cuba situada entre almas adyacentes (11). 5. Equipamiento según la reivindicación 4, caracterizado porque los dos cilindros de enderezamiento exteriores (27, 28 y 29, 30) en o sobre las patas de U exteriores de las dos abrazaderas de enderezamiento (15, 16) están dispuestos uno encima del otro, específicamente el cilindro de enderezamiento (27 ó 29) más grande está en la posición más alta y el cilindro de enderezamiento (28 ó 30) más pequeño está en la posición más baja. 6. Equipamiento según la reivindicación 5, caracterizado porque durante el enderezamiento de las chapas de casco de cuba deformadas hacia fuera, situadas entre almas (11) adyacentes de la estructura de soporte, mediante los cilindros de enderezamiento (28, 30) situados en la posición inferior, están dispuestas unas placas de presión (31, 32) intercaladas, movibles entre los cilindros de enderezamiento y las chapas de casco de cuba. 7. Equipamiento según la reivindicación 1, caracterizado porque la barra de enderezamiento (14), con sus dos abrazaderas de enderezamiento (15, 16), consta de una estructura de cajón de acero. 8. Equipamiento según la reivindicación 1 ó 7, caracterizado porque la barra de enderezamiento (14) tiene sobre su lado superior, en el centro, un miembro (19) para suspender la barra de enderezamiento en un accesorio de levantamiento. 6 7 8 9 11
Patentes similares o relacionadas:
Procedimiento e instalación para la fabricación de planchas de chapa, del 23 de Marzo de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de planchas de chapa de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en […]
Procedimiento e instalación para la fabricación de chapas a partir de perfiles en forma de barra, del 24 de Febrero de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de chapas a partir de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en una etapa […]
Aparato para la recuperación de elementos metálicos deformados después de una tensión mecánica excesiva, del 18 de Marzo de 2015, de SARRION, SANCHEZ CHRISTIAN: Aparato para la recuperación de elementos metálicos deformados después de una tensión mecánica excesiva tal como, por ejemplo un choque, del tipo que comprende […]
Herramienta manual para reparar carrocerías de automóviles, del 3 de Abril de 2013, de CASTELLANO ALMEIDA, Juan Félix: 1. La herramienta manual para reparar carrocerías de automóviles caracterizada por estar formada por: remache , Mandíbula superior , mandíbula inferior […]
Procedimiento y dispositivo para la mejora de propiedades mecánicas de materiales activables magnéticamente, del 30 de Mayo de 2012, de Ungerer GmbH + Co. Kg (100.0%): Procedimiento para la mejora de propiedades mecánicas de materiales activables magnéticamente , en particularpara la reducción de ondulaciones en materiales […]
PROCEDIMIENTO Y APARATO PARA EL APLANADO IN SITU DE CHAPAS METALICAS FORMADAS POR ESTAMPACION., del 16 de Mayo de 2007, de GENCELL CORPORATION: Un procedimiento para reducir la distorsión en una banda de chapa metálica que comprende los pasos de: proporcionar una prensa de conformado por estirado que […]
MATRIZ PARA LA CONFORMACION DE UN TUBO DE HIDROCOMPRESION Y METODO PARA SU FABRICACION., del 16 de Mayo de 2005, de AQUAFORM INC.: Aparato para la conformación de un rácor tubular a partir de un tubo inicial, que tiene una cavidad interior, cuyo aparato comprende: una primera placa de matriz que […]
PROCEDIMIENTO PARA EL AJUSTE ESPECIFICO DE LA ESTRUCTURA SUPERFICIAL DE MATERIAL LAMINADO EN EL CASO DE POST-LAMINADO EN FRIO EN CAJAS DE LAMINACION ENDEREZADORAS., del 16 de Mayo de 2005, de SMS DEMAG AKTIENGESELLSCHAFT: Procedimiento para el ajuste específico de la estructura superficial de material laminado en el caso de post-laminado en frío en cajas de laminación enderezadoras, produciéndose […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento e instalación para la fabricación de planchas de chapa, del 23 de Marzo de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de planchas de chapa de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en […]
Procedimiento e instalación para la fabricación de planchas de chapa, del 23 de Marzo de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de planchas de chapa de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en […] Procedimiento e instalación para la fabricación de chapas a partir de perfiles en forma de barra, del 24 de Febrero de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de chapas a partir de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en una etapa […]
Procedimiento e instalación para la fabricación de chapas a partir de perfiles en forma de barra, del 24 de Febrero de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de chapas a partir de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en una etapa […]