ENVASES, APARATO Y MÉTODO PARA PRODUCIR ENVASES.
Envase que comprende un medio de pared (2, 3, 102, 103, 302, 303) que define un medio de cavidad (5,
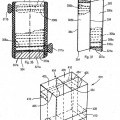
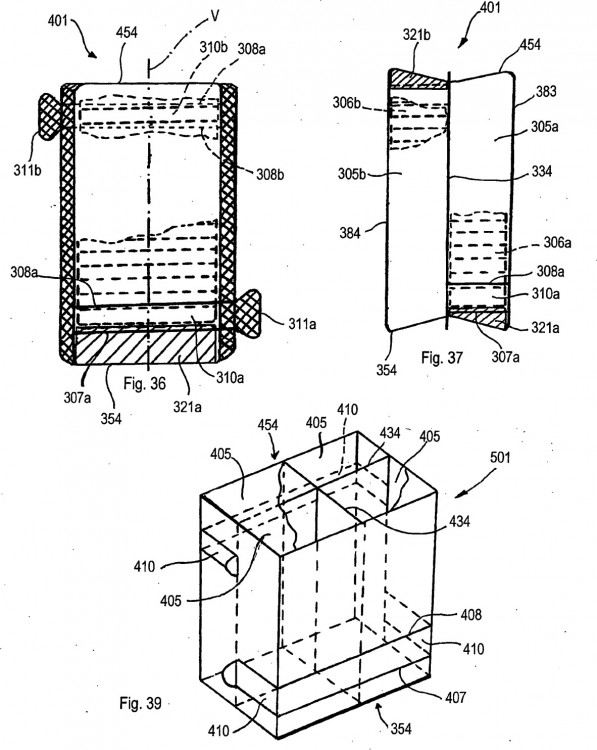
105, 305, 405) adecuado para recibir un producto (6, 43, 106, 306, 306a, 306b) y un medio de línea prevista para la separación (7,8; 107, 108 y 207, 208; 307, 308; 307a, 307b, 308a, 308b, 407, 408) formado en el medio de pared (2, 3, 102, 103, 302, 303), dicho medio de línea prevista para la separación (7, 8, 107, 108, 207, 208, 307, 308, 307a, 307b, 308a, 308b, 407, 408) comprendiendo una primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b ; 407) y una segunda línea prevista para la separación (8, 108, 208, 308, 308a, 308b, 408), dicha primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y dicha segunda línea prevista para la separación (8, 108, 208, 308, 308a, 308b, 408) estando dispuestas en zonas consecutivas de dicho medio de pared (2, 3, 102, 103, 302, 303), dicho medio de pared (2, 3, 102, 103; 302, 303) comprendiendo un primer medio de pared (2, 102 y 302) y un segundo medio de pared (3, 103, 203), dicho medio de línea prevista para la separación (7, 8, 107, 108, 207, 208, 307, 308, 307a, 307b, 308a, 308b, 407, 408) formándose en dicho primer medio de pared (2, 102 y 302), dicha primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y dicha segunda línea prevista para la separación (8 , 108, 208, 308, 308a, 308b, 408) definiendo en dicho primer medio de pared (2, 102 y 302) un medio de banda (10, 110, 310, 410) interpuesto entre la primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y la segunda línea prevista para la separación (8, 108, 208, 308, 308a, 308b, 408), dicho medio de banda (10, 110, 310, 410) comprendiendo un medio de apéndice (11, 111, 311) sobresaliendo de dicho envase (1, 1a, 301, 401, 501) caracterizado porque dicho segundo medio de pared (3, 103, 303) comprende otro medio de apéndice (20) que, cuando dicho envase (1, 1a, 301, 401, 501) se encuentra en una configuración cerrada (X), está dirigido hacia dicho medio de apéndice (11; 111; 311)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/000332.
Solicitante: SARONG S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA C. COLOMBO 42046 REGGIOLO ITALIA.
Inventor/es: MINGHETTI, BIANCA, ELENA, CAPPONI,Marco.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Febrero de 2005.
Clasificación PCT:
- B65B61/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
- B65D75/32 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › estando una o las dos hojas o tiras ahuecadas para adoptar la forma del contenido.
- B65D75/62 B65D 75/00 […] › Muescas o perforaciones, p. ej. en las costuras de cierre.
Clasificación antigua:
- B65B61/02 B65B 61/00 […] › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
- B65D75/32 B65D 75/00 […] › estando una o las dos hojas o tiras ahuecadas para adoptar la forma del contenido.
- B65D75/62 B65D 75/00 […] › Muescas o perforaciones, p. ej. en las costuras de cierre.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358077_T3.pdf
Fragmento de la descripción:
La invención se refiere a envases adecuados para recibir productos.
Se sabe que los envases se obtienen por termoformado y que están delimitados por un par de paredes contrapuestas que se hacen, cada una de ellas, con una película de material termoformable.
Dichas paredes definen un cuerpo de contención que se llena con un producto, este cuerpo de contención 5 terminando en un cuello que tiene una sección transversal con una extensión que es notablemente inferior a la extensión de una sección transversal del cuerpo de contención y a través del cual el producto se sirve y extrae de los envases.
Dichos envases, además, comprenden una línea de debilitamiento hecha en el envase, en el cuello anteriormente mencionado. 10
En particular, la línea de debilitamiento comprende una incisión realizada en una primera pared de dicho par de paredes y otra incisión realizada en una segunda pared de dicho par de paredes.
La zona de la primera pared en la que se realiza la incisión, y la zona de la segunda pared en la que se realiza la incisión se ubican una junto a la otra en la mayor parte de su extensión, estando separadas la una de la otra sólo en el cuello anteriormente mencionado. 15
En otras palabras, la línea de debilitamiento afecta principalmente a las zonas no deformadas de la primera pared y de la segunda pared, es decir, zonas que están alejadas de aquellas que definen el cuerpo de contención.
La línea de debilitamiento es conformada de tal forma que sea transversal al cuello y que corte a este último en su extremo más alejado del cuerpo de contención.
Para abrir dichos envases, es necesario romper las películas de material termoformable a lo largo de la línea de 20 debilitamiento, de tal manera que se haga una abertura en dicho cuello.
Durante la apertura, un tramo del envase se separa de una parte restante del envase que comprende el cuerpo de contención.
Posteriormente, el producto contenido en el cuerpo de contención se puede tomar del envase apretando las paredes y así inducir a que el producto fluya a través de la abertura hecha en el cuello. 25
Una desventaja de los envases antes mencionados consiste en el hecho de que sólo se pueden utilizar para contener productos fluyentes.
Los productos con una consistencia sólida, de hecho, no podrían ser extraídos de los envases a través de una abertura que tiene una extensión limitada tal como aquella definida por la sección transversal del cuello anteriormente mencionado. 30
Además, cabe señalar que la línea de debilitamiento no se puede hacer en el cuerpo de contención puesto que, en este caso, la apertura sería bastante difícil, cuando no imposible. La línea de debilitamiento, de hecho, debería hacerse en las zonas de deformación de la primera pared y de la segunda pared que se encuentran a una determinada distancia la una de la otra. En tal caso, la distancia entre dichas zonas evitaría que el cuerpo de contención tuviera la rigidez suficiente para poder romperlo con precisión a lo largo de la primera incisión y la segunda incisión. 35
En el campo de los envases para alimentos, se conocen también los envases de cartón, por ejemplo con forma de paralelepípedo, que contienen productos sólidos fluyentes, por ejemplo, pastillas. Cada uno de estos envases se produce a partir de una sola lámina de material plegable, por ejemplo de cartón, a la que unas máquinas de corte le dan una forma preestablecida comprendiendo unas tiras plegables. Luego unas máquinas punzonadoras realizan las líneas previstas para el plegado y las líneas de debilitamiento, estas últimas definiendo una zona de apertura del futuro 40 envase. Posteriormente, unas plegadoras, que actúan cerca de las líneas previstas para el plegado, doblan progresivamente la lámina sobre sí misma con el fin de transformarla en una estructura tridimensional. Una vez que esta estructura se ha hecho estable pegando las tiras adyacentes, queda un cuerpo de contención disponible que puede ser llenado a través de una abertura residual con el producto sólido fluyente. Una vez finalizado el llenado, se cierra la abertura residual plegando las tiras adicionalmente y pegando estas últimas al cuerpo del envase. Para abrir el envase, 45 el usuario puede romper la pared del envase por las líneas de debilitamiento previamente cortadas, practicando así una abertura para dispensar el producto.
Con un procedimiento similar se fabrican los envases para productos alimenticios líquidos, zumos de frutas por ejemplo, o los envases para productos sólidos en película, como por ejemplo los productos de papel de aluminio o de material plástico que pueden emplearse para envolver productos alimenticios y que se venden en forma de rollos. 50
Una desventaja de los envases de cartón descritos anteriormente consiste en el hecho de que su fabricación
implica el uso de varias máquinas, cada una de las cuales realiza una de las fases descritas anteriormente (cortar, punzonar, plegar, pegar), y esto hace a estos envases considerablemente complicados y costosos de hacer.
Otra desventaja de los envases de cartón descritos anteriormente se produce cuando éste se destina a contener los rollos de material en película, por ejemplo una película de material plástico. En este caso, de hecho, es necesario establecer un filete, hecho de un material que es mucho más rígido que el cartón que forma el envase, y provisto de un 5 borde cortante libre que puede tener forma de dientes de sierra. Este filete es pegado fuera del envase en una línea de debilitamiento que define la zona de apertura del envase. De esta manera, un usuario, una vez abierto el envase y desenrollado un tramo de la película a la longitud deseada del rollo, puede cortar el tramo rasgándolo a lo largo del borde cortante del filete. Para proporcionar los envases con los filetes descritos anteriormente, es necesario establecer una nueva fase en el ciclo de producción, lo que implica un uso considerable de tiempo y materias primas. 10
[0019]También se conoce la fabricación de paquetes de rollos de material en película, por ejemplo, papel de cocina, envolviendo un cierto número de estos rollos juntos con película plástica transparente. Estos paquetes son sustancialmente rápidos y baratos de hacer y permiten que un comprador vea inmediatamente el producto que contienen. Sin embargo, no son utilizables para un producto para dispensar por el comprador, para ello, el comprador suele usar un dispositivo portarrollos específico. El portarrollos comprende una barra sobre la que se puede insertar el 15 rollo, y de la que se puede desenrollar con el fin de que el usuario pueda coger tramos de papel de la longitud deseada del rollo. Los dispositivos portarrollos están hechos de material rígido, por ejemplo de material plástico, y están diseñados de forma que puedan apoyarse en un estante o ser fijados a una pared.
Los dispositivos portarrollos constituyen un costo adicional significativo en el que el usuario tiene que incurrir para adquirir los paquetes de rollos de papel de cocina. 20
También se conocen los dispensadores para productos envasados, tales como paquetes de caramelos, chocolatinas o pañuelos de papel, en los que los productos se apilan unos encima de otros. Estos dispensadores comprenden un medio dispensador para dispensar los productos contenidos en su interior. El medio de dispensación está provisto de un cajón deslizante que es capaz de albergar un solo producto. Al actuar sobre el cajón, el usuario puede recoger un producto a la vez del dispensador. 25
Una desventaja de los dispensadores descritos anteriormente es que no son fáciles de fabricar porque cada dispensador tiene que ser equipado con un cajón deslizante y con guías respectivas por las que el cajón pueda deslizarse.
Se conocen los envases con una forma alargada que están provistos de una pared base adecuada para apoyarla sobre una superficie de apoyo y con un cuerpo que se extiende desde la base de la pared en sentido 30 longitudinal para una altura preestablecida.
Una desventaja de estos envases es que su altura no se puede elegir a voluntad, sino que debe permanecer por debajo de un valor límite. De hecho, si la altura del envase es excesiva, es difícil mantener el envase apoyado de forma estable sobre su pared base, sobre todo cuando el envase está lleno de productos y por lo tanto tiene un centro de gravedad relativamente... [Seguir leyendo]
Reivindicaciones:
1. Envase que comprende un medio de pared (2, 3, 102, 103, 302, 303) que define un medio de cavidad (5, 105, 305, 405) adecuado para recibir un producto (6, 43, 106, 306, 306a, 306b) y un medio de línea prevista para la separación (7,8; 107, 108 y 207, 208; 307, 308; 307a, 307b, 308a, 308b, 407, 408) formado en el medio de pared (2, 3, 102, 103, 302, 303), dicho medio de línea prevista para la separación (7, 8, 107, 108, 207, 208, 307, 308, 307a, 307b, 308a, 308b, 5 407, 408) comprendiendo una primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b ; 407) y una segunda línea prevista para la separación (8, 108, 208, 308, 308a, 308b, 408), dicha primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y dicha segunda línea prevista para la separación (8, 108, 208, 308, 308a, 308b, 408) estando dispuestas en zonas consecutivas de dicho medio de pared (2, 3, 102, 103, 302, 303), dicho medio de pared (2, 3, 102, 103; 302, 303) comprendiendo un primer medio de pared (2, 102 y 302) y un segundo medio 10 de pared (3, 103, 203), dicho medio de línea prevista para la separación (7, 8, 107, 108, 207, 208, 307, 308, 307a, 307b, 308a, 308b, 407, 408) formándose en dicho primer medio de pared (2, 102 y 302), dicha primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y dicha segunda línea prevista para la separación (8 , 108, 208, 308, 308a, 308b, 408) definiendo en dicho primer medio de pared (2, 102 y 302) un medio de banda (10, 110, 310, 410) interpuesto entre la primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y la segunda línea 15 prevista para la separación (8, 108, 208, 308, 308a, 308b, 408), dicho medio de banda (10, 110, 310, 410) comprendiendo un medio de apéndice (11, 111, 311) sobresaliendo de dicho envase (1, 1a, 301, 401, 501)
caracterizado porque dicho segundo medio de pared (3, 103, 303) comprende otro medio de apéndice (20) que, cuando dicho envase (1, 1a, 301, 401, 501) se encuentra en una configuración cerrada (X), está dirigido hacia dicho medio de apéndice (11; 111; 311). 20
2. Envase según la reivindicación 1, en el que el medio de línea prevista para la separación (7, 8, 107, 108, 207, 208, 307, 308, 307a, 307b, 308a, 308b, 407, 408) corta dicho medio de cavidad (5, 105; 305; 405).
3. Envase según la reivindicación 1 ó 2, en el que dicha primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y dicha segunda línea prevista para la separación (8, 108, 208, 308, 308a, 308b, 408) se disponen sustancialmente paralelas entre sí. 25
4. Envase según cualquiera de las reivindicaciones anteriores, en el que dicho medio de línea prevista para la separación (7, 8, 107, 108, 207, 208, 307, 308, 307a, 307b, 308a, 308b, 407, 408) comprende un medio de incisión que no atraviesa dicho medio de pared (2, 3, 102; 103; 302, 303).
5. Envase según la reivindicación 4, en el que el medio de incisión se hace en el medio de cara de dicho medio de pared (2, 3, 102, 103, 302, 303) orientado hacia una zona interna prevista de dicho envase (1, 1a, 301, 401, 501). 30
6. Envase según la reivindicación 4 ó 5, en el que dicho medio de incisión se hace en otro medio de cara de dicho medio de pared (2, 3, 102, 103, 302, 303) orientado hacia una zona externa prevista de dicho envase (1; 1a; 301, 401, 501).
7. Envase según cualquiera de las reivindicaciones 1 a 3, en el que el medio de línea prevista para la separación (7, 8, 107, 108, 207, 208, 307, 308, 307a, 307b, 308a, 308b, 407, 408) se realiza en forma de cortes.
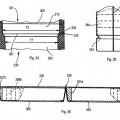
8. Envase según la reivindicación 1, en el que dicho primer medio de pared (2, 102 y 302) y dicho segundo medio de 35 pared (3, 103, 303) se sellan juntos más débilmente en una parte (18) de un borde (4) de dicho envase (1, 1a; 301; 401; 501) atravesado por dicho medio de banda (10, 110, 310, 410) y más cerca de dicho medio de apéndice (11, 111, 311) y se sellan más estrechamente en la parte restante (19) de dicho borde (4).
9. Envase según la reivindicación 8, en el que dicho primer medio de pared (2, 102 y 302) y dicho segundo medio de pared (3, 103, 303) se sellan juntos de una manera desprendible en dicha parte (18). 40
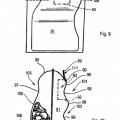
10. Envase según cualquiera de las reivindicaciones 1 a 9, y que comprende además un medio de incisión (30) formado cerca de dicho medio de apéndice (11, 111, 311) y formado de tal manera que haga que dicho primer medio de pared (2, 102 y 302) se rompa a lo largo de dicha primera línea prevista para la separación (7, 107, 207, 307, 307a, 307b, 407) y a lo largo de dicha segunda línea prevista para la separación (8, 108, 208, 308, 308a, 308b, 408).
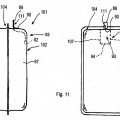
11. Envase según la reivindicación 1, en el que el segundo medio de pared (3; 103; 303) comprende una zona (16) 45 formada de tal manera que actúa como una bisagra, para permitir que una parte (13) de dicho envase (1; 1a, 301, 401, 501) dispuesta en una cara de dicho medio de línea prevista para la separación (7, 8) sea rotada en relación a otra parte (12) de dicho envase (1, 1a) dispuesta en otra cara de dicho medio de línea prevista para la separación (7, 107, 307 , 307a, 307b, 407), opuesta a dicha cara.
Patentes similares o relacionadas:
Método para producir tubos de polímero que contienen líquido y se sellan a intervalos constantes y aparato para la producción de tubos de polímero, del 13 de Mayo de 2020, de SHIN-ETSU CHEMICAL CO., LTD.: Un método para producir un tubo de polímero, que contiene un líquido en el mismo y se sella a intervalos constantes, el método comprende: una etapa […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Un comprimido de concentrado alimenticio envuelto con pliegues codificado por láser, del 18 de Marzo de 2020, de SOCIETE DES PRODUITS NESTLE S.A.: Un proceso para codificar un comprimido de concentrado alimenticio envuelto con pliegues que comprende las etapas de: a) primero realizar […]
Dispositivo y método para envasar un producto líquido consumible en un envase, del 13 de Noviembre de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo adaptado para envasar un producto consumible líquido en un envase, que comprende una alimentación de entrada para proporcionar material de envase preparado que […]
Mejoras en o relativas al envasado de alimentos, del 2 de Octubre de 2019, de Seachill UK Ltd: Un método de envasado al vacío de alimentos entre una primera película de plástico y una segunda película de plástico utilizando un aparato […]
Método y máquina de envasado, del 10 de Julio de 2019, de ULMA Packaging Technological Centre, S. COOP: Método de envasado para una máquina de envasado, en el que se suministra un tubo de lámina generado a partir de una lámina continua, en […]