Elemento sellador para termosellar material envasador para producir envases sellados de productos alimenticios capaces de ser vertidos dentro de un tubo de material envasador.
Un elemento sellador (15) para termosellar material envasador para producir envases sellados (3) de productos alimenticios capaces de ser vertidos dentro de un tubo (2) de dicho material envasador:
comprendiendo dicho elemento sellador (15):
- medios calentadores (20, 21) adaptados para termosellar dicho material envasador en secciones transversales separadas de dicho tubo (2) a fin de formar una pluralidad de dichos envases sellados (3); y
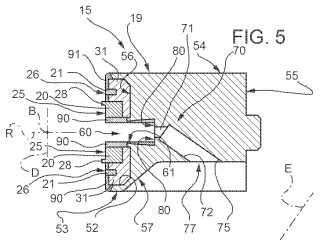
- una acanaladura (60) en la que puede encajar un elemento cortante (62) transportado por un elemento contrasellador (16) durante una operación de corte en la que un envase sellado (3) es separado de dicho tubo (2);
caracterizado por comprender al menos una ranura (70) que se extiende entre dicha acanaladura (60) y una primera pared exterior (53, 54) de dicho elemento sellador (15).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09156765.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE SA.
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: PALMQUIST, ROLAND, BABINI,ANDREA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/74 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por soldadura y corte.
- B65B51/30 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
PDF original: ES-2376824_T3.pdf
Fragmento de la descripción:
Elemento sellador para termosellar material envasador para producir envases sellados de productos alimenticios capaces de ser vertidos dentro de un tubo de material envasador La presente invención se refiere a un elemento sellador para termosellar material envasador para producir envases sellados de producto alimenticio capaz de ser vertido dentro de un tubo de material envasador.
Muchos productos alimenticios, tales como zumo de fruta, leche pasteurizada o tratada a temperatura ultraelevada (UHT: ultra-high-temperature) , vino, salsa de tomate, etc., son vendidos en envases fabricados de material envasador esterilizado.
Un ejemplo típico de este tipo de envase es el envase en forma de paralelepípedo para líquido o productos alimenticios capaces de ser vertidos conocido como Tetra Bric Aseptic (marca registrada) , que es fabricado plegando y sellando material envasador en tiras estratificado.
El material envasador tiene una estructura multicapa que comprende sustancialmente una capa base para rigidez y resistencia, que puede ser definida por una capa de material fibroso, por ejemplo papel o material de polipropileno con relleno de mineral, y un número de capas de material de plástico de termoselladura, por ejemplo película de polietileno, que cubre ambas caras de la capa base.
En el caso de envases asépticos para productos de almacenamiento prolongado, tal como leche tratada a temperatura ultraelevada (UHT) , el material envasador también comprende una capa de material de barrera para el gas y la luz, por ejemplo papel de aluminio o película de alcohol etílico vinílico (EVOH: ethyl vinyl alcohol) , que es superpuesta sobre una capa de material de plástico de termoselladura y, a su vez, está cubierta con otra capa de material de plástico de termoselladura que forma la cara interior del envase, haciendo contacto finalmente con el producto alimenticio.
Como es conocido, envases de esta clase son producidos en unidades envasadoras completamente automáticas, en las que un tubo continuo es formado a partir del material envasador de alimentación continua; la hoja continua de material envasador es esterilizada en la unidad envasadora, por ejemplo aplicando un agente esterilizador químico tal como una disolución de peróxido de hidrógeno, que es eliminado subsiguientemente, por ejemplo mediante calentamiento y evaporación, de las superficies del material envasador.
La hoja esterilizada es mantenida dentro de un medio ambiente estéril cerrado y es plegada en un cilindro y sellada longitudinalmente para formar un tubo.
El tubo es alimentado en una primera dirección vertical paralela a su eje, es llenado continuamente con el producto alimenticio esterilizado o procesado de modo estéril y es termosellado en secciones transversales equidistantes mediante dos pares de mandíbulas para formar envases en forma de almohada cada uno de los cuales tiene una banda selladora transversal superior y una banda selladora transversal inferior, o sea una banda extendida a lo largo de una segunda dirección ortogonal a la primera dirección.
La porción de tubo agarrada entre cada par de mandíbulas es termosellada por medios calentadores transportados por una de las mandíbulas, conocida como la mandíbula selladora, y que funden localmente las dos capas de material de plástico de termoselladura agarradas entre las mandíbulas.
Por ejemplo, material envasador en el que la capa de material de barrera comprende una lámina de material eléctricamente conductivo, por ejemplo aluminio, es termosellado normalmente por un denominado proceso de termoselladura por inducción en el que, cuando el tubo es agarrado por las dos mandíbulas, corriente eléctrica de pérdidas es inducida en, y caliente localmente, la lámina de aluminio, fundiendo así localmente el material de plástico de termoselladura.
En particular, en termoselladura por inducción, los medios calentadores comprenden sustancialmente un inductor alimentado por un generador de corriente de alta frecuencia y que, a su vez, comprende sustancialmente una o más barras de inductor fabricadas de material eléctricamente conductivo, extendidas paralelas a la segunda dirección y que interaccionan con el material de tubo para inducir una corriente de pérdidas en él y calentarlo a la temperatura selladora necesaria.
Los medios calentadores están provistos de un elemento sellador transportado por la mandíbula selladora.
La otra mandíbula, conocida como la contramandíbula, comprende un elemento contrasellador provisto de almohadillas de presión fabricadas de material elastomérico y que cooperan con las barras de inductor para termosellar el tubo a lo largo de una banda selladora transversal relativa.
Además, la contramandíbula aloja de manera deslizante un elemento cortante. En particular, el elemento cortante puede deslizar acercándose a, y separándose de, el elemento sellador de la mandíbula selladora a lo largo de una tercera dirección ortogonal a las direcciones primera y segunda.
Más precisamente, el elemento cortante es mantenido normalmente en una posición de reposo retirada dentro del elemento contrasellador, y es movido a una posición cortante adelantada en la que sobresale hacia delante desde la contramandíbula, encaja en una acanaladura ciega del elemento sellador y corta a lo largo de la línea central de la banda selladora superior del envase formado. De este modo, el envase formado es separado del tubo.
Dentro de la industria es sentida una necesidad de evitar la acumulación de residuos dentro de la acanaladura del elemento sellador. De hecho, cuando está alojado dentro de la acanaladura, el elemento cortante ejerce una fuerza sobre tales residuos que produce la deformación del elemento sellador de la mandíbula selladora. Como una consecuencia, la duración del elemento sellador de la mandíbula selladora puede ser reducida considerablemente y podría haber algunos riesgos de dañar el elemento cortante y/o el elemento sellador, especialmente en el caso de que el elemento sellador sea metálico.
Los residuos pueden consistir típicamente en porciones de material envasador, en particular papel mezclado con polietileno.
En particular, la necesidad antes mencionada es sentida particularmente cuando una pluralidad de dispositivos de apertura es preaplicada al tubo de material envasador antes de la termoselladura de envases y, durante la termoselladura de cada envase, el dispositivo de apertura relativo es alojado dentro de un entrante dispuesto en el elemento sellador de la mandíbula selladora.
De hecho, durante los ciclos iniciales de las unidades envasadoras, el material envasador puede estar en una posición incorrecta con respecto a las mandíbulas, cuando secciones transversales de tubo son termoselladas.
En este caso, los dispositivos de apertura, en lugar de ser alojados dentro de la acanaladura del elemento sellador, pueden permanecer, al menos parcialmente, a lo largo de la trayectoria de elemento cortante entre la posición de reposo retirada y la posición cortante adelantada.
De este modo, algunos residuos de plástico del dispositivo de apertura pueden ser recortados por el elemento cortante y acumularse dentro de la acanaladura.
Como una consecuencia, aunque material envasado haya sido dispuesto automáticamente en la posición correcta con respecto a la mandíbula, la presencia de residuos de plástico dentro de la acanaladura puede generar riesgos de deformación y/o daños del elemento sellador de la mandíbula selladora y/o el elemento cortante.
Un objeto de la presente invención es proporcionar un elemento sellador para termosellar material envasador para producir envases sellados de productos alimenticios capaces de ser vertidos dentro de un tubo de material envasador, diseñado para cumplir la exigencia anterior de una manera sencilla de bajo coste.
El documento EP 0 706 945 A1 muestra un elemento sellador para una unidad envasadora según el preámbulo de la reivindicación 1.
Según la presente invención, se proporciona un elemento sellador para termosellar material envasador para producir envases sellados de productos alimenticios capaces de ser vertidos dentro de un tubo de material envasador, como se reivindica en la reivindicación 1.
Una realización preferida no limitativa de la presente invención será descrita a modo de ejemplo con referencia a los dibujos adjuntos, en los que:
la... [Seguir leyendo]
Reivindicaciones:
1. Un elemento sellador (15) para termosellar material envasador para producir envases sellados (3) de productos alimenticios capaces de ser vertidos dentro de un tubo (2) de dicho material envasador:
comprendiendo dicho elemento sellador (15) :
- medios calentadores (20, 21) adaptados para termosellar dicho material envasador en secciones transversales separadas de dicho tubo (2) a fin de formar una pluralidad de dichos envases sellados (3) ; y
- una acanaladura (60) en la que puede encajar un elemento cortante (62) transportado por un elemento contrasellador (16) durante una operación de corte en la que un envase sellado (3) es separado de dicho tubo (2) ;
caracterizado por comprender al menos una ranura (70) que se extiende entre dicha acanaladura (60) y una primera pared exterior (53, 54) de dicho elemento sellador (15) .
2. Elemento sellador según la reivindicación 1, caracterizado porque dicha primera pared exterior (53, 54) define un entrante (57) en el que puede encajar un dispositivo (11) de apertura situado en dicho material envasador durante dicha operación de corte, estando dicha ranura (70) dispuesta entre dicho entrante (57) y dicha acanaladura (60) .
3. Elemento sellador según la reivindicación 2, caracterizado porque dicha ranura (70) comprende:
- una primera porción (71) adyacente a, y comunicando directamente con, dicha acanaladura (60) ; y
- una segunda porción (72) dispuesta entre dicha primera porción (71) y dicho entrante (57) , adyacente a, y directamente en comunicación con, dicha primera porción (71) y dicho entrante (57) .
4. Elemento sellador según la reivindicación 3, caracterizado porque el espesor de dicha segunda porción (72) es menor que el espesor de dicha acanaladura (60) y mayor que el espesor de dicha primera porción (71) .
5. Elemento sellador según la reivindicación 3 o 4, caracterizado porque dicha acanaladura (60) y dicha ranura (70) tienen ambas una longitud a lo largo de una segunda dirección (B) transversal a una primera dirección (A) a lo largo de la cual se extiende dicho tubo (2) .
6. Elemento sellador según la reivindicación 5, caracterizado porque dicha segunda porción (72) está inclinada con respecto a dicha primera porción (71) .
7. Elemento sellador según una cualquiera de las reivindicaciones anteriores, caracterizado por comprender una segunda pared exterior (56) que define una abertura exterior (61) de dicha acanaladura (60) y es adyacente y transversal a dicha primera pared (53) .
8. Una unidad envasadora (1) para producir envases sellados (3) de un producto alimenticio a partir de un tubo (2) de material envasador alimentado en una primera dirección (A) y llenado continuamente de dicho producto alimenticio;
comprendiendo dicha unidad (1) :
- al menos dos pares de mandíbulas (5, 6) que actúan cíclica y sucesivamente sobre dicho tubo (2) para agarrar dicho tubo (2) en secciones transversales separadas;
- un elemento sellador (15) y un elemento contrasellador (16) provistos respectivamente a mandíbulas primera y segunda (5 6) de cada dicho par y adaptados para termosellar el material envasador en dichas secciones transversales separadas a fin de formar una pluralidad de envases sellados (3) ;
- comprendiendo dicho elemento contrasellador (16) un elemento cortante (62) adaptado para interaccionar con el material envasador para separar un envase formado (3) de dicho tubo (2) ;
caracterizada porque dicho elemento sellador (15) es un elemento sellador como se reivindica en una cualquiera de las reivindicaciones anteriores.
Patentes similares o relacionadas:
Alambre de sellado para envolvedora de flujo vertical, del 1 de Julio de 2020, de GEA Food Solutions Weert B.V: Alambre de sellado hecho de un material eléctricamente conductor, preferentemente un material metálico, que es adecuado para ser presionado con una cierta presión, […]
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Aparato para formar la cabeza de bolsas para alimentos, del 22 de Abril de 2020, de CYBORGLINE SA: Aparato para formar la cabeza de una bolsa para alimentos, que comprende un único bastidor que soporta una prensa con un par de elementos de tipo prensa […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]