Elemento estructural y procedimiento para su fabricación.
Elemento estructural para su uso como capa de núcleo en un elemento compuesto de tipo sándwich,
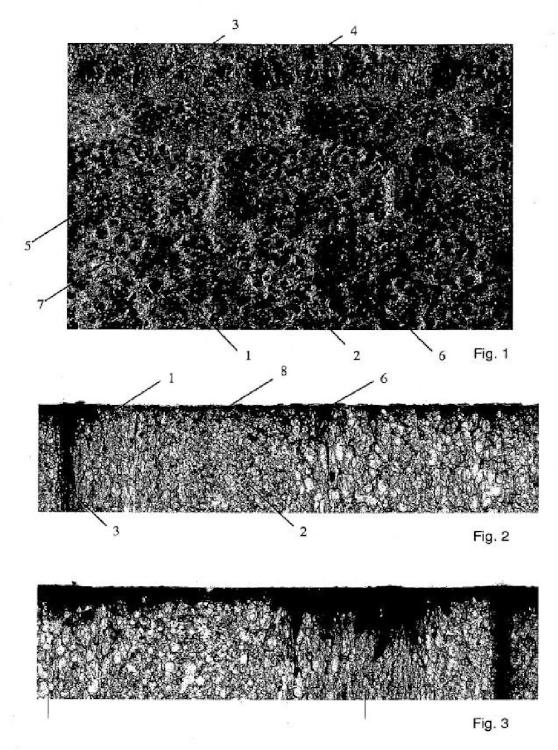
en el que el elemento estructural (2) está formado por varios segmentos de cuerpo (4, 5) soldados entre sí, hechos de un plástico termoplástico espumado por extrusión, en particular PET, y en el que el elemento estructural (2) presenta un primer lado plano (1 ) para el pegado a una capa de cubierta, en el que una superficie del primer lado plano (1), a la que puede ser aplicada una resina (8), presenta poros abiertos (6), en el que la superficie del primer lado plano (1) es generada mediante corte con elemento caliente, en particular corte con alambre caliente, de manera que la superficie está sellada térmicamente de forma parcial, caracterizado por que un valor de brillo de la superficie del primer lado plano (1), medido a 60° según la norma DIN 67530-1982, está entre 2 y 10 unidades de brillo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2013/056374.
Solicitante: AIREX AG.
Nacionalidad solicitante: Suiza.
Dirección: Industrie Nord 26 5643 Sins SUIZA.
Inventor/es: RAKUTT, DIETMAR, GAUL,MARTIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Post-tratamiento de objetos, p. ej. para cambiar su forma.
- B29C65/02 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B32B3/18 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa interna formada por elementos individuales.
- B32B5/32 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › estando formadas las dos capas en forma de esponja o esencialmente porosas.
PDF original: ES-2515745_T3.pdf

Fragmento de la descripción:
Elemento estructural y procedimiento para su fabricación La invención se refiere a un elemento estructural para su empleo como capa de núcleo en un elemento compuesto de tipo sándwich según el preámbulo de la reivindicación 1, a un elemento compuesto de tipo sándwich, en particular para la fabricación de palas para turbinas eólicas y/o para aplicaciones en el sector de la marina (especialmente en la fabricación de cascos de barcos y cubiertas de barcos) , en el sector del transporte ferroviario (frentes de tren, techos, suelos, elementos de pared de vagones de ferrocarril) , en transportes de viajeros por carretera (techos, suelos y frentes de autobús) , para aplicaciones estructurales en el sector de la construcción (por ejemplo, cubiertas) según la reivindicación 15, así como a un procedimiento para la fabricación de un elemento estructural de este tipo según el preámbulo de la reivindicación 10.
Por el documento DE 60 2006 000 081 T2 es conocido un procedimiento para la fabricación de un elemento estructural en el que los elementos de espuma de poliestireno extrusionados con una estructura de células cerradas son unidos entre sí por soldadura para la fabricación de un bloque. El bloque es después subdividido en elementos individuales, por ejemplo mediante corte con elemento caliente.
En el documento EP 1 536 944 B2 está descrito un elemento estructural según el preámbulo que es adecuado y está destinado para su uso como capa de núcleo en un elemento compuesto de tipo sándwich para la fabricación de palas de turbinas eólicas. El elemento estructural conocido se caracteriza por una pluralidad de segmentos de cuerpo de tereftalato de polietileno (PET) dispuestos uno junto a otro en un plano y unidos entre sí, en el que los segmentos de cuerpo están soldados por sus superficies laterales adyacentes formando costuras soldadura planas, que en una vista en planta desde arriba se cruzan sobre un lado plano del elemento estructural, formando las costuras de soldadura planas una capa intermedia de plástico con pocos poros o ningún poro del plástico fundido de los segmentos de cuerpo en forma de una estructura de nervios de tipo red que actúa como reforzamiento.
El elemento estructural con forma plana conocido se obtiene a partir de un bloque de material de espuma que comprende la pluralidad de segmentos de cuerpo soldados entre sí, dividiéndolo por serrado perpendicularmente a la extensión superficial de las costuras de soldadura que se cruzan en una pluralidad de elementos estructurales en forma de placa. El elemento estructural así obtenido es procesado para formar un elemento compuesto de tipo sándwich, pegando los lados planos formados por el serrado de un bloque de material de espuma, respectivamente, a una capa de cubierta (por ejemplo, chapa de aluminio) utilizando resina adhesiva o laminándolo directamente con una capa de cubierta de resina reforzada con fibra sin ninguna capa de adhesivo. Los elementos estructurales conocidos han demostrado su valor como capas de núcleo en tales elementos compuestos de tipo sándwich. Sin embargo, se han hecho esfuerzos para reducir la absorción de resina del elemento estructural, en particular con una fuerza de adherencia constante de la capa de cubierta para obtener así un elemento compuesto de tipo sándwich con un espesor total menor y, por tanto, con el mismo volumen y un peso inferior mantener la misma capacidad de carga mecánica. En particular en el caso del procedimiento de laminación, en el que la resina de laminación es succionada en la disposición de capas con ayuda de vacío, una absorción reducida de resina es especialmente interesante, ya que la resina de laminación debido a la aplicación de vacío tiene tendencia a rellenar todos los espacios accesibles, y por lo tanto supone una fracción relativamente grande del peso total.
Por el documento WO 2005/047377 A1 que no se ocupa de espumas de PET se ofrece como solución a un problema similar configurar la espuma con poros finos. Sin embargo, en última instancia, esto conduce a una adherencia o efecto de pegado insuficiente entre un elemento estructural y una capa de cubierta.
En el documento WO 2004/007600 A1, que tampoco se ocupa de espumas de PET, se describe otra vía de solución según la cual el material espumado es compactado bajo la aplicación de presión y temperatura. Sin embargo, esto tiene como resultado espumas con una densidad relativamente alta y hace que el procedimiento de fabricación sea antieconómico debido a la etapa de trabajo adicional necesaria.
El documento US 2005/0060895A1 se ocupa de la fabricación de tablas de surf formadas por varios elementos estructurales espumados de poliestireno, en el que los elementos estructurales son deformados y soldados entre sí en una etapa de procedimiento común. Por el documento es conocido emplear corte de hilo caliente para la conformación de los elementos estructurales soldados entre sí.
El documento US 6, 213, 540 A1 describe un procedimiento para la fabricación de artículos de absorción de energía en los que un bloque de material de espuma es atravesado con una red de hilos calientes para así generar dentro del bloque la estructura de costuras de soldaduras de reforzamiento. Tampoco este documento se ocupa de la reducción de la absorción de resina.
En el documento GB 2474431 A se describe un procedimiento para la fabricación de un elemento estructural para su uso como capa de núcleo en un elemento compuesto de tipo sándwich, en el que en primer lugar son extrusionadas capas de plástico una sobre otra, y en el que la capa inferior respectiva es calentada antes de la extrusión de la capa siguiente por medio de un radiador de infrarrojos, de manera que las capas se unen íntimamente entre sí. La disposición de capas es dividida después por corte con hilo caliente en grandes bloques, que luego se subdividen de
nuevo por el corte de hilo caliente en elementos estructurales en forma de placa. El documento no se ocupa del problema de la reducción de la absorción de resina del elemento estructural en su posterior transformación en un elemento compuesto de tipo sándwich.
Partiendo del estado de la técnica mencionado, la invención se propone el objeto de indicar un elemento estructural adecuado para su uso como capa de núcleo en un elemento compuesto de tipo sándwich, que esté diseñado de tal manera que, en particular en caso de adherencia de la capa de cubierta al menos aproximadamente constante, la absorción de resina se reduzca para formar una capa de cubierta que se pueda unir al elemento estructural. Este objetivo debe lograrse preferiblemente sin etapas de trabajo adicionales y sin aumento significativo del espesor del elemento estructural.
Además, el objeto consiste en indicar un procedimiento para la fabricación de tal elemento estructural, así como un elemento compuesto de tipo sándwich con tal elemento estructural como capa de núcleo.
Este objeto se consigue con respecto al elemento estructural con las características de la reivindicación 1, con respecto al procedimiento con las características de la reivindicación 10 y con respecto al elemento compuesto de tipo sándwich con las características de la reivindicación 15. Perfeccionamientos ventajosos de la invención se especifican en las reivindicaciones subordinadas. En el marco de la invención se incluyen todas las combinaciones de al menos dos de las características dadas a conocer en la descripción, en las reivindicaciones y/o en las figuras.
Para evitar repeticiones, las características dadas a conocer en relación al dispositivo son aplicables al procedimiento y pueden ser reivindicadas para el procedimiento. Igualmente las características dadas a conocer en relación al procedimiento son aplicables y pueden ser reivindicadas para el dispositivo.
La invención ha observado que la condición superficial del primer lado plano (y preferiblemente también de un segundo lado plano paralelo al primer lado plano) , al que puede ser pegado o laminado el elemento estructural preferiblemente con forma de placa con una capa de cubierta para formar un elemento compuesto de tipo sándwich, es crítica para la absorción de resina, ya que la resina, en particular una resina adhesiva o de laminación, puede penetrar en el elemento estructural a través de los poros abiertos en el material de espuma en la etapa de separación para la separación, es decir, la división del elemento estructural a partir de un bloque de material de espuma, ya el material de espuma si no estaría formado principalmente por células cerradas, de modo que la resina adhesiva o de laminación, en particular una resina de poliéster, resina de viniléster, resina epoxi o resina fenólica, a partir de una cierta profundidad... [Seguir leyendo]
Reivindicaciones:
1. Elemento estructural para su uso como capa de núcleo en un elemento compuesto de tipo sándwich, en el que el elemento estructural (2) está formado por varios segmentos de cuerpo (4, 5) soldados entre sí, hechos de un plástico termoplástico espumado por extrusión, en particular PET, y en el que el elemento estructural (2) presenta un primer lado plano (1 ) para el pegado a una capa de cubierta, en el que una superficie del primer lado plano (1) , a la que puede ser aplicada una resina (8) , presenta poros abiertos (6) , en el que la superficie del primer lado plano (1) es generada mediante corte con elemento caliente, en particular corte con alambre caliente, de manera que la superficie está sellada térmicamente de forma parcial, caracterizado por que un valor de brillo de la superficie del primer lado plano (1) , medido a 60º según la norma DIN 67530-1982, está entre 2 y 10 unidades de brillo.
2. Elemento estructural según la reivindicación 1, caracterizado por que la absorción de resina sobre el primer lado plano (1) es menor de 600 g/m2 y/o está entre 100 g/m2 y 600 g/m2, preferiblemente entre 150 g/m2 y 500 g/m2.
3. Elemento estructural según una de las reivindicaciones 1 ó 2, caracterizado por que el valor de brillo de la superficie del primer lado plano (1) , medido a 60º según la norma DIN 67530-1982, está entre 2 y 8, preferiblemente entre 3 y 6 unidades de brillo.
4. Elemento estructural según una de las reivindicaciones anteriores, caracterizado por que la energía de pelado específica para el desprendimiento de una capa de cubierta fijada sobre el primer lado plano (1) es de al menos 100 J/m2, preferiblemente de al menos 200 J/m2.
5. Elemento estructural según una de las reivindicaciones anteriores, caracterizado por que está previsto un segundo lado plano (15) paralelo al primer lado plano (1) , cuya superficie presenta poros abiertos (6) y a la que puede ser aplicada una resina (8) , en el que la superficie del segundo lado plano (15) es generada por corte con elemento caliente, en particular corte con alambre caliente, de tal modo que esta superficie está sellada térmicamente de forma parcial.
6. Elemento estructural según la reivindicación 5, caracterizado por que la tolerancia de espesor del elemento estructural (2) , medida en una placa plano paralela entre el primer y el segundo lado plano (1, 15) , es menor de 1 mm, preferiblemente menor de 0, 5 mm.
7. Elemento estructural según una de las reivindicaciones anteriores, caracterizado por que están previstas exclusivamente costuras de soldadura paralelas (3) o costuras de soldadura paralelas (3) y costuras de soldadura
(3) que cruzan a las costuras de soldaduras paralelas (3) , preferentemente en ángulo recto, las cuales forman una estructura de nervios que actúa como reforzamiento.
8. Elemento estructural según una de las reivindicaciones anteriores, caracterizado por que el plástico espumado se compone principalmente de células cerradas.
9. Elemento estructural según una de las reivindicaciones anteriores, caracterizado por que el primer lado plano (1) se extiende perpendicularmente a una extensión de la estructura polimérica orientada en la dirección de extrusión y/o perpendicularmente a la extensión superficial de costuras de soldadura (3) previstas entre los segmentos de cuerpo (4, 5) .
10. Procedimiento para la fabricación de un elemento estructural según una de las reivindicaciones anteriores, con las etapas de:
- Fabricación de segmentos de cuerpo (4, 5) , preferiblemente con forma de placa o barra, mediante espumado por extrusión de plástico termoplástico -Soldadura superficial longitudinal de los segmentos de cuerpo (4, 5) para formar un bloque de material de espuma (12) , -División del bloque de material de espuma (12) en elementos estructurales individuales (2) , preferiblemente perpendiculares a la extensión superficial de las costuras de soldadura (3) planas formadas entre los segmentos de cuerpo (4, 5) , y al mismo tiempo generación en cada caso de un primer lado plano (1) en los elementos estructurales (2) con una superficie que presenta poros abiertos, realizándose la división del bloque de material de espuma (12) en los elementos estructurales (3) por corte con elemento caliente, en particular corte con alambre caliente, en el que la temperatura del elemento caliente, por lo menos al inicio de un proceso de corte, es ajustada en un intervalo de valores entre 300º C y 700º C, y entre el elemento caliente (13) y el bloque de material de espuma (12) , durante la división, es generada una velocidad relativa en un intervalo de valores entre 50 mm/min y 150 mm/min, y de ese modo la superficie del primer lado plano (1 ) es sellada térmicamente de forma parcial.
11. Procedimiento según la reivindicación 10, caracterizado por que la soldadura entre sí mediante fusión superficial de las superficies laterales (10, 11) de los segmentos de cuerpo (4, 5) y la unión posterior de los mismos y el 13
endurecimiento de las zonas de fusión son realizados con la formación de costuras de soldadura planas (3) en forma de capas intermedias de plástico con pocos poros o sin poros.
12. Procedimiento según una de las reivindicaciones 10 u 11, caracterizado por que la temperatura del elemento caliente, por lo menos al inicio de un proceso de corte es ajustada en un intervalo de valores entre 300º C y 700º C, 5 preferiblemente entre 400º C y 700º C.
13. Procedimiento según una de las reivindicaciones 10 a 12, caracterizado por que mediante el elemento caliente es introducida una energía por superficie a ser parcialmente sellada, que es calculada de acuerdo con la siguiente relación funcional lineal:
E [Wh/m2] = m [Whm/kg] x Densidad del bloque de material de espuma [Kg/m3] + b [Wh/m2], donde m es elegido en un intervalo de valores entre 1, 2 y 2, 0, preferiblemente entre 1, 2 y 1, 8, y b en un intervalo de valores entre -0, 5 y +0, 5, en particular entre -0, 5 y 0, 0.
14. Procedimiento según una de las reivindicaciones 10 a 13, caracterizado por que como elemento caliente (13) es usado un alambre caliente con un diámetro en un intervalo de valores de diámetro entre 0, 25 mm y 2, 0 mm, en particular entre 0, 25 mm y 1, 00 mm, preferiblemente entre 0, 40 mm y 0, 80 mm.
15. Elemento compuesto de tipo sándwich, en particular para su uso en la fabricación de palas para turbinas eólicas y/o para aplicaciones en el sector de la marina y/o en el sector de transporte ferroviario y/o el transporte de viajeros por carretera y/o para aplicaciones estructurales en el sector de la construcción, con un elemento estructural (2) según una de las reivindicaciones 1 a 9 como capa de núcleo, en el que sobre el primer lado plano (1) está fijada por medio de una resina adhesiva (8) una capa de cubierta, en particular formada o que comprende plástico reforzado con fibra de vidrio.
16. Elemento compuesto de tipo sándwich según la reivindicación 15, caracterizado por que la primera capa de cubierta, preferiblemente también una segunda capa de cubierta, es (son) fijada (s) en el proceso de infusión.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]