DISPOSITIVO Y MÉTODO PARA UNIR BANDAS.
Dispositivo (100) para unir bandas para formar una banda sinfín con un dispositivo de apriete (110,
120) con un dispositivo de apriete del lado de entrada (110-r, 20-r) y un dispositivo de apriete del lado de salida (110-l,12O-l), un dispositivo de corte (155) con una cuchilla superior (150) y una cuchilla inferior (130), y un dispositivo de ensamblaje, caracterizado porque al menos el dispositivo de apriete del lado de entrada (110-r, 20-r) y/o el dispositivo de apriete del lado de salida (110-l,12O-l) se encuentra diseñado como una unidad que puede ser premontada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/010213.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: BEHRENS, HOLGER, DE KOCK, PETER, SOHL, RALF-HARTMUT, TOMZIG,MICHAEL, KUMMEL,LUTZ, ÅBERG,Robert, BENDLER,Manuel.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Diciembre de 2008.
Clasificación Internacional de Patentes:
- B21B15/00W
- B23K37/04A
Clasificación PCT:
- B21B15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Sistemas que permiten efectuar operaciones auxiliares para el trabajo de los metales, especialmente combinados, dispuestos o adaptados para ser asociados a los laminadores.
- B23K37/04 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2364410_T3.pdf
Fragmento de la descripción:
Campo técnico
La presente invención hace referencia a un dispositivo y a un método para unir bandas, en particular para formar una banda sinfín.
Estado del arte
En la fabricación de bandas metálicas es conveniente que la misma tenga lugar de forma continua, puesto que de ese modo no se requiere el empleo de tiempos de recambio para el reemplazo de las piezas de trabajo a ser fabricadas en el proceso. Sin embargo, cuando las piezas de trabajo consisten en bandas de longitud finita, es ventajoso unir dichas bandas de manera ventajosa, de manera tal que al repetir varias veces una unión semejante pueda ser producida una así llamada “banda sinfín”, la cual puede entonces ser trabajada en una línea de procesamiento continua (línea continua). Después del procesamiento como banda sinfín, por lo general, la banda sinfín es dividida nuevamente en bandas individuales.
Dispositivos semejantes se han hecho conocidos, por ejemplo, a través de la solicitud WO 2007/124872 A1. En este caso, las cuchillas superiores e inferiores son conducidas de forma oscilante a través de uniones articuladas.
La solicitud DE 38 09 713 C1 describe una instalación de soldadura de bandas y un método para el ajuste de espacios de soldadura de los extremos de las bandas. En esta instalación de soldadura de bandas se proporcionan medios para tensar los extremos de las bandas, una cizalla para cortar los extremos de las bandas y dispositivos de empuje para empujar los extremos de las bandas en una disposición ensamblada con respecto al dispositivo de transporte de las bandas.
La solicitud DE 1 627 555 describe un dispositivo para la unión de extremos de bandas mediante soldadura, los cuales son canteados de una sola vez a través de dos cuchillas de corte que se encuentran dispuestas distanciadas una de otra en un soporte y que se encuentran asociadas a cada borde de corte. Los extremos de las bandas a ser soldados son apretados de forma fija a través de una barra transversal.
Representación de la invención, objeto, solución, ventajas
Por tanto, es objeto de la presente invención el crear un dispositivo y un método para unir bandas, mediante el cual los tiempos de recambio para la adaptación y el posicionamiento del dispositivo a diferentes dimensiones sean reducidos y mediante el cual, así como mediante los cuales, pueda ser producida una banda sinfín de bandas de chapa, de manera sencilla, rápida y con una calidad elevada.
Este objeto se alcanzará en relación al dispositivo conforme a la invención, a través de un dispositivo para unir bandas para formar una banda sinfín con un dispositivo de apriete con un dispositivo de apriete del lado de entrada y un dispositivo de apriete del lado de salida, un dispositivo de corte con una cuchilla superior y una cuchilla inferior, y un dispositivo de ensamblaje, donde al menos el dispositivo de apriete del lado de entrada y/o el dispositivo de apriete del lado de salida se encuentra diseñado como una unidad que puede ser premontada. Debido a ello, los elementos correspondientes para el accionamiento del dispositivo de apriete pueden ser premontados de forma conjunta y pueden ser colocados unos con otros en el bastidor del dispositivo. Esto presenta la ventaja de que un recambio puede ser ejecutado relativamente rápido, de manera que el proceso de producción no debe ser interrumpido durante mucho tiempo a causa de ello. Además, la unidad que puede ser premontada permite un posicionamiento preciso de la unidad, de manera que su ajuste puede ser realizado ya antes del montaje. De manera ventajosa, para ser unidas, las bandas pueden ser elevadas hacia una posición de soldadura sobre la cuchilla inferior mediante los dispositivos de apriete del lado de entrada y del lado de salida. Esto es particularmente ventajoso cuando las cuchillas inferiores se encuentran aseguradas, puesto que de este modo puede ser ejecutado el proceso de ensamblaje sin que la cuchilla del dispositivo de corte sea dañada.
Se considera ventajoso que el dispositivo de corte se encuentre provisto de una cuchilla inferior y de una cuchilla superior, donde la cuchilla inferior se encuentra fijada en una carcasa de la cuchilla inferior en un bastidor del dispositivo, y la cuchilla superior es controlada para ser desplazada al menos de forma vertical. De esta manera se logra fijar la posición de la cuchilla inferior y que dicha posición no se encuentre sujeta a tolerancias a través de un mecanismo oscilante.
Asimismo, se considera ventajoso que el dispositivo de corte comprenda las cuchillas superior e inferior, donde la cuchilla superior, para el corte, pueda desplazarse desde arriba en dirección a la cuchilla inferior que se encuentra asegurada.
40
Se considera también conveniente que, después del corte, los extremos de las bandas cortadas puedan ser desplazados uno sobre otro a través del desplazamiento lateral del dispositivo de apriete correspondiente.
Se considera particularmente ventajoso que después del desplazamiento lateral de la banda pueda ser realizado un segundo corte, de manera que pueda realizarse también un corte más preciso.
También se considera conveniente que para el soporte de los extremos de las bandas, al menos una mesa de soldadura pueda ser desplazada por debajo de la banda.
Se considera también conveniente que el dispositivo se encuentre diseñado esencialmente de forma simétrica y que presente dos dispositivos de apriete, dos dispositivos de corte y al menos un dispositivo de ensamblaje.
En relación al método, esto se alcanzará a través de un método para unir bandas para formar una banda sinfín con un dispositivo de apriete con un dispositivo de apriete del lado de entrada y un dispositivo de apriete del lado de salida, un dispositivo de corte con una cuchilla superior y una cuchilla inferior, y un dispositivo de ensamblaje, caracterizado porque en una primera etapa los dispositivos de apriete son abiertos y, en una etapa subsiguiente, los extremos de las bandas son apretados en los dispositivos de apriete, en una etapa siguiente los extremos de las bandas son cortados mediante el dispositivo de corte, antes de desplazarse hacia una posición de ensamblaje, siendo allí ensamblados.
De este modo, se considera ventajoso el proporcionar un soporte de al menos uno de los extremos de la banda a través de una mesa de soldadura.
Se considera también conveniente que tenga lugar una adaptación de la altura de al menos uno de los extremos de la banda, en particular a los fines de una compensación de las diferencias de grosor de los extremos de las bandas.
En las reivindicaciones dependientes se describen perfeccionamientos ventajosos.
Breve descripción de los dibujos
A continuación, la presente invención es explicada en detalle, mediante los dibujos, en base a un ejemplo de ejecución. Las figuras muestran:
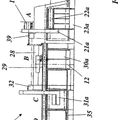
Figura 1: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas;
Figura 2: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas;
Figura 3: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas;
Figura 4: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas;
Figura 5: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas;
Figura 6: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas;
Figura 7: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas; y
Figura 8: una representación esquemática de un dispositivo conforme a la invención para el ensamblaje de bandas.
Ejecución preferente de la invención
El dispositivo conforme a la invención para unir bandas individuales se describe a continuación mediante las figuras 1 a 8. En dichas figuras, respectivamente, los mismos elementos de construcción se indican a través de los mismos signos de referencia. Por lo general, el dispositivo que se muestra en las respectivas figuras se encuentra construido al menos de forma parcialmente simétrica. Los elementos del dispositivo se encuentran indicados con –r del... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo (100) para unir bandas para formar una banda sinfín con un dispositivo de apriete (110, 120) con un dispositivo de apriete del lado de entrada (110-r, 20-r) y un dispositivo de apriete del lado de salida (110-l,12O-l), un dispositivo de corte (155) con una cuchilla superior (150) y una cuchilla inferior (130), y un dispositivo de ensamblaje, caracterizado porque al menos el dispositivo de apriete del lado de entrada (110-r, 20-r) y/o el dispositivo de apriete del lado de salida (110-l,12O-l) se encuentra diseñado como una unidad que puede ser premontada.
2. Dispositivo conforme a la reivindicación 1, caracterizado porque las bandas (200-1,200-2), para el ensamblaje, mediante el dispositivo de apriete del lado de entrada y del lado de salida (110-r, 120-r, 110-l, 120-l), pueden ser elevadas a una posición de soldadura a través de la cuchilla inferior (130).
3. Dispositivo conforme a la reivindicación 1 ó 2, caracterizado porque el dispositivo de corte se encuentra provisto de una cuchilla inferior y de una cuchilla superior, donde la cuchilla inferior se encuentra fijada en una carcasa de la cuchilla inferior en un bastidor (300) del dispositivo (100), y la cuchilla superior (150) es controlada para ser desplazada al menos de forma vertical.
4. Dispositivo conforme a la reivindicación 3, caracterizado porque el dispositivo de corte (155) comprende las cuchillas superior e inferior (150,130), donde la cuchilla superior (150), para el corte, puede desplazarse desde arriba en dirección a la cuchilla inferior (130) que se encuentra asegurada.
5. Dispositivo conforme a una de las reivindicaciones precedentes, caracterizado porque, después del corte, los extremos de las bandas cortadas pueden ser desplazados uno sobre otro a través del desplazamiento lateral del dispositivo de apriete (110,120) correspondiente.
6. Dispositivo conforme a una de las reivindicaciones precedentes, caracterizado porque, después del desplazamiento lateral de la banda, puede ser realizado otro corte.
7. Dispositivo conforme a una de las reivindicaciones precedentes, caracterizado porque, para el soporte de los extremos de las bandas, al menos una mesa de soldadura (170) puede ser desplazada por debajo de la banda.
8. Dispositivo conforme a una de las reivindicaciones precedentes, caracterizado porque el dispositivo (100) se encuentra diseñado esencialmente de forma simétrica y presenta dos dispositivos de apriete (110,120), dos dispositivos de corte (130-r, 130-l, 150-r, 150-l) y al menos uno o dos dispositivos de ensamblaje.
9. Método para operar un dispositivo (100) conforme a una de las reivindicaciones precedentes 1 a 8, para unir bandas para formar una banda sinfín con un dispositivo de apriete (110, 120) con un dispositivo de apriete del lado de entrada (110-r, 20-r) y un dispositivo de apriete del lado de salida (110-l,12O-l), un dispositivo de corte (155) con una cuchilla superior (150) y una cuchilla inferior (130), y un dispositivo de ensamblaje, caracterizado porque en una primera etapa los dispositivos de apriete son abiertos y, en una etapa subsiguiente, los extremos de las bandas son apretados en los dispositivos de apriete, en una etapa siguiente los extremos de las bandas son cortados mediante el dispositivo de corte, antes de desplazarse hacia una posición de ensamblaje, siendo allí ensamblados.
10. Método conforme a la reivindicación 9, caracterizado porque se proporciona un soporte de al menos uno de los extremos de la banda a través de una mesa de soldadura.
11. Método conforme a la reivindicación 9 ó 10, caracterizado porque tiene lugar una adaptación de la altura de al menos uno de los extremos de la banda, en particular a los fines de una compensación de las diferencias de grosor de los extremos de las bandas.
12. Método conforme a una de las reivindicaciones 9, 10 u 11, caracterizado porque después de la primera etapa el dispositivo de introducción (500) es posicionado nuevamente con los extremos de las bandas que aún se encuentran apretados, y los bordes de las bandas son cortados una segunda vez, antes de desplazarse hacia la posición de ensamblaje, para ser allí ensamblados.
Patentes similares o relacionadas:
MÉTODO Y DISPOSITIVO PARA SOLDAR A TOPE SIN MATERIALES DE RELLENO DE SOLDADURA LÁMINAS METÁLICAS FINAS USANDO DISPOSITIVOS DE PRESIÓN DE SUJECCIÓN, SIENDO ADECUADO AL MENOS UN ELEMENTO DE PRESIÓN PARA APLICAR DOS O MÁS NIVELES DE PRESIÓN DISTINTOS, del 22 de Diciembre de 2011, de UHDENORA S.P.A: Dispositivo para la soldadura a tope lineal de láminas metálicas finas sin materiales de relleno de soldadura, dotado de una mesa de soporte y al menos […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA REPARACIÓN DE UN REVESTIMIENTO EXTERIOR, del 8 de Junio de 2011, de KAMMERHOFER GERT GMBH: Dispositivo para la reparación de un revestimiento exterior , en particular de una chapa, que comprende: un marco exterior , un marco interior y al menos un […]
 UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
 PROCEDIMIENTO PARA EL CORTE DE TABLAS DE MATERIAL, EN PARTICULAR CHAPAS METALICAS, ASI COMO INSTALACION DE CORTE PARA LA REALIZACION DE ESTE PROCEDIMIENTO, del 11 de Febrero de 2010, de MERZ, KARL: Procedimiento para el corte de tablas de material (13a, 13b), en particular chapas metálicas, colocándose en este procedimiento en primer lugar […]
PROCEDIMIENTO PARA EL CORTE DE TABLAS DE MATERIAL, EN PARTICULAR CHAPAS METALICAS, ASI COMO INSTALACION DE CORTE PARA LA REALIZACION DE ESTE PROCEDIMIENTO, del 11 de Febrero de 2010, de MERZ, KARL: Procedimiento para el corte de tablas de material (13a, 13b), en particular chapas metálicas, colocándose en este procedimiento en primer lugar […]
SISTEMA Y PROCEDIMIENTO DE FABRICACIÓN DE SUBCONJUNTOS DE CARROCERÍA O CARROCERÍAS, del 4 de Junio de 2020, de REMOLQUES Y VOLQUETES S.L.: Sistema de fabricación de subconjuntos de carrocerías o carrocerías, estando conformado el subconjunto de carrocería o carrocería por un piso y/o laterales […]
Soldadura de piezas en bruto de acero, del 6 de Mayo de 2020, de AUTOTECH ENGINEERING, S.L: Un procedimiento para unir una primera pieza en bruto de acero y una segunda pieza en bruto de acero, en el que al menos una de la primera y segunda […]
Módulo de soldadura para soldar dos carriles de una vía, del 11 de Diciembre de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Módulo de soldadura para soldar dos carriles de una vía, con un carril conductor y con unas unidades de sujeción de carril que pueden moverse entre […]
Dispositivo para el corte de pletinas de chapa de una banda de chapa, del 27 de Noviembre de 2019, de Schuler Pressen GmbH: Dispositivo para cortar pletinas de chapa a partir de una banda de chapa , que comprende un dispositivo de corte por láser desplazable […]