DISPOSITIVO PARA SEPARAR Y TRANSPORTAR UNA PARTE DOSIFICADA DE MATERIAL EN UNA INSTALACIÓN PARA CONFORMAR ARTÍCULOS MEDIANTE MOLDEO POR COMPRESIÓN Y MÉTODO QUE USA ESTE DISPOSITIVO.
Máquina para moldear por compresión material sintético que comprende una mesa giratoria (10) principal que soporta periféricamente,
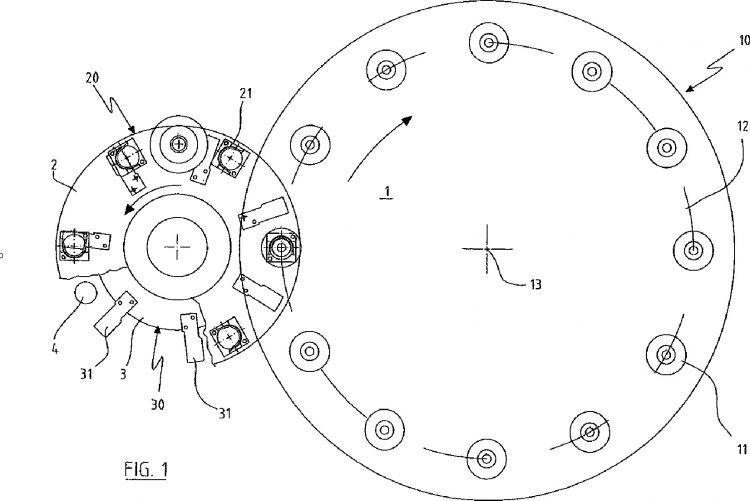
equidistantes entre sí y con respecto al eje (13) de giro de la mesa giratoria, una serie de cavidades o matrices (11) y unos punzones respectivos móviles con respecto a las matrices, una boquilla (4) de extrusión y al menos una primera mesa giratoria (20) auxiliar situada entre dicha boquilla (4) de extrusión y dicha mesa giratoria (10) principal y que soporta medios (21) de extracción y al menos unos medios (31) de corte de material para separar de la boquilla de extrusión (4) partes de material a moldear y para transportar dichas partes al interior de las matrices (11) de la mesa giratoria (10) principal, caracterizada por el hecho de que la primera mesa giratoria (20) auxiliar comprende solamente los medios (21) de extracción, estando soportados dichos al menos unos medios (31) de corte por una segunda mesa giratoria (30) auxiliar que gira alrededor de un eje paralelo al eje de giro de la primera mesa giratoria (20) auxiliar, de modo que dichos al menos unos medios (31) de corte tienen una velocidad que es vectorialmente diferente de la velocidad de los medios (21) de extracción pero quedan superpuestos con respecto a los medios (21) de extracción en correspondencia con la boquilla (4) de extrusión
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/014887.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: 17/A, VIA SELICE PROVINCIALE 40026 IMOLA (BOLOGNA) ITALIA.
Inventor/es: PARRINELLO, FIORENZO, BALBONI,ALESSANDRO, BORGATTI,MAURIZIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Diciembre de 2003.
Fecha Concesión Europea: 29 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29C31/04D4
Clasificación PCT:
- B29C31/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 31/00 Manipulación, p. ej. alimentación del material a conformar. › Alimentación, p. ej. carga en una cavidad de moldeo.
Clasificación antigua:
- B29C31/04 B29C 31/00 […] › Alimentación, p. ej. carga en una cavidad de moldeo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Sector técnico 5
La presente patente se refiere generalmente a instalaciones para conformar artículos mediante el método conocido de moldeo por compresión y, de forma específica, se refiere al suministro de partes dosificadas de material al interior de la cavidad del molde de conformación.
Técnica anterior
Las partes dosificadas que se suministran a la cavidad del molde de conformación se obtienen 10 generalmente mediante su separación de una tira de material extruído.
La tira puede tener una sección transversal circular o aproximadamente circular, que puede ser maciza o anular.
Para conformar correctamente el artículo dentro del molde de conformación por compresión, la forma geométrica de la parte dosificada separada de la tira debe ser regular y estar exenta de defectos superficiales. 15
Por lo tanto, la separación de la parte dosificada de la tira constituye una operación de importancia fundamental.
Debe observarse que la parte dosificada separada de la tira es dúctil y, en ocasiones, pegajosa, asegurando esta puntualización una mejor comprensión de la siguiente descripción.
También debe observarse que, en la técnica conocida, los medios para separar y extraer la parte 20 dosificada están situados generalmente en una mesa giratoria que gira adyacente a la boquilla de extrusión, que está fijada a los medios de separación y extracción y puede estar situada debajo o encima de los mismos.
En ambos casos, los medios de extracción consisten en un elemento en forma de U con sus brazos separándose ligeramente, asociado a unos medios neumáticos para retener la parte dosificada o para liberarla en caso necesario, teniendo el elemento su boca orientada hacia delante con respecto a la dirección de giro de 25 la mesa giratoria en la que está dispuesto.
De forma más precisa, la boca está situada “corriente arriba”, haciendo referencia a continuación los términos “corriente arriba” y “corriente abajo” a la dirección de giro de la mesa giratoria.
Dichos medios son conocidos como el elemento de extracción en forma de mano o, simplemente, elemento en forma de mano, y se les denominará de tal manera a continuación. 30
La técnica conocida comprende medios para cortar y separar la parte dosificada asociada a la boquilla de extrusión y dispuestos para colaborar con el elemento en forma de mano.
Según la técnica conocida, dichos medios de separación o corte están situados corriente abajo del elemento en forma de mano y son solidarios con el mismo. También se conocen sistemas que consisten en una especie de cortador por muelle en el que el elemento que corta la parte dosificada impulsa simultáneamente el 35 material plástico hacia el interior del molde.
Las soluciones conocidas presentan una serie de inconvenientes derivados del hecho de que la acción del elemento en forma de mano provoca una deformación o imprecisión en la parte dosificada que afecta negativamente a la calidad del artículo moldeado.
La velocidad a la que se corta la tira de material depende de la productividad de la máquina y, por lo 40 tanto, no es posible su ajuste a la velocidad óptima deseada para separar la parte dosificada de la tira.
En la técnica conocida, las partes dosificadas separadas de la tira entran en primer lugar en contacto con el elemento en forma de mano, que las empuja tangencialmente hacia delante con respecto a la boquilla de extrusión, y luego entran en contacto con los medios de corte, que consisten en una cuchilla de corte que corta el material en la boquilla de extrusión solamente en la parte de la parte dosificada que al ser separada está 45 alejada de la boquilla de extrusión.
La parte de la parte dosificada que ha sido cortada también puede desgarrarse si la velocidad de corte no es la adecuada, los movimientos viscosos elásticos predominan dentro del material fundido, provocando el desgarre en vez del corte del material en la zona de separación.
Por lo tanto, la parte de la parte dosificada que es la última en abandonar la boquilla de extrusión 50 nunca queda sujeta a una acción de corte correctora, ya sea porque los medios de corte actúan cuando dicha parte ya ha sido separada de la tira o porque los mismos actúan a una velocidad inadecuada. Por lo tanto, dicha
parte superior presenta una superficie con señales de la acción de desgarre debida al paso del elemento en forma de mano en contacto con la boquilla de extrusión.
US 3955605 describe un aparato para suministrar una cantidad medida de material extruído a una pluralidad de receptáculos separados uniformemente que se mueven de forma continua en un transportador giratorio que puede desplazarse a velocidades variables, en el que el material extruído es cortado por unos 5 medios de corte que tienen una velocidad de corte independiente de la velocidad de los receptáculos.
US 4640673 describe un aparato de moldeo por compresión que comprende unos medios de moldeo por compresión giratorios que incluyen un elemento de soporte giratorio montado de forma giratoria alrededor de su eje central y una pluralidad de medios de matriz de moldeo montados en dicho elemento de soporte giratorio en intervalos separados circunferencialmente. 10
En US 4277431, un material extruído es cortado por unos medios de corte que tienen una cuchilla flexible y elástica para cortar el material extruído en cargas medidas.
US 5807592 describe una máquina según el preámbulo de la reivindicación 1.
Descripción de la invención 15
El objetivo de la presente invención es eliminar los inconvenientes mencionados anteriormente mediante una solución simple, fiable y económica. Según la invención, dicho objetivo se alcanza mediante las características definidas en las reivindicaciones.
Esencialmente, según la invención, los medios de corte son accionados de forma separada con respecto a los medios de extracción, que se mueven con respecto a la boquilla de extrusión a una velocidad 20 vectorialmente diferente de la velocidad a la que se mueven los elementos en forma de mano, siendo por lo tanto la velocidad a la que la tira es cortada para conformar la parte dosificada independiente de la productividad de la máquina.
Dichos medios de corte pueden ser mecánicos, hidráulicos o térmicos.
Los mismos pueden consistir en un chorro de fluido a alta velocidad o en un rayo láser. 25
Según la invención, en el caso de medios de corte hidráulicos o mecánicos, los medios de corte tienen una temperatura que es inferior a la temperatura del material a tratar en una cantidad suficiente para provocar un aumento de viscosidad del material localizado en la zona del corte o inmediatamente cercana al mismo, sin que ello tenga una influencia negativa en la temperatura y, por lo tanto, la plasticidad de la parte restante de la parte dosificada. 30
Por lo tanto, preferiblemente, aunque no necesariamente, los medios de corte de la invención están refrigerados mediante medios externos.
De forma adecuada, dichos medios de refrigeración pueden consistir en un circuito de líquido refrigerante dispuesto dentro del cuerpo de los medios de corte y conectado mediante articulaciones giratorias a las piezas fijadas no giratorias de la máquina. 35
La diferencia de temperatura entre los medios de corte y el material a tratar depende de varios factores, tales como la masa de los medios de corte, su velocidad relativa con respecto al material a tratar y las características de plasticidad y viscosidad de este último.
Una diferencia de temperatura adecuada entre la temperatura del material a tratar y los medios de corte es al menos de 5 ºC, preferiblemente más de 20 ºC, y posiblemente al menos de 50 ºC, dependiendo del 40 material a tratar.
En su versión más simple, los medios de corte consisten en una cuchilla rectilínea no refrigerada, aunque en realidad la cuchilla puede tener cualquier forma y también podría comprender medios de refrigeración.
Los medios de corte pueden preceder o seguir al paso del elemento en forma de mano, dependiendo 45 del tipo. La invención da a conocer varias realizaciones, describiéndose a continuación una de las mismas a título de ejemplo...
Reivindicaciones:
1. Máquina para moldear por compresión material sintético que comprende una mesa giratoria (10) principal que soporta periféricamente, equidistantes entre sí y con respecto al eje (13) de giro de la mesa giratoria, una serie de cavidades o matrices (11) y unos punzones respectivos móviles con respecto a las matrices, una boquilla (4) de extrusión y al menos una primera mesa giratoria (20) auxiliar situada entre dicha boquilla (4) de extrusión y 5 dicha mesa giratoria (10) principal y que soporta medios (21) de extracción y al menos unos medios (31) de corte de material para separar de la boquilla de extrusión (4) partes de material a moldear y para transportar dichas partes al interior de las matrices (11) de la mesa giratoria (10) principal, caracterizada por el hecho de que la primera mesa giratoria (20) auxiliar comprende solamente los medios (21) de extracción, estando soportados dichos al menos unos medios (31) de corte por una segunda mesa giratoria (30) auxiliar que gira 10 alrededor de un eje paralelo al eje de giro de la primera mesa giratoria (20) auxiliar, de modo que dichos al menos unos medios (31) de corte tienen una velocidad que es vectorialmente diferente de la velocidad de los medios (21) de extracción pero quedan superpuestos con respecto a los medios (21) de extracción en correspondencia con la boquilla (4) de extrusión.
2. Máquina según la reivindicación 1, caracterizada por el hecho de que dichos al menos unos medios de 15 corte se seleccionan a partir de medios mecánicos, hidráulicos y térmicos.
3. Máquina según la reivindicación 1, caracterizada por el hecho de que un circuito de refrigeración está dispuesto dentro de los medios de corte.
4. Máquina según la reivindicación 1, caracterizada por el hecho de que los medios de extracción son un elemento (21) en forma de mano que tiene una sección en forma de U abierta en la dirección de movimiento y 20 con su eje paralelo a la boquilla (4) de extrusión.
5. Máquina según la reivindicación 1, caracterizada por el hecho de que dichos al menos unos medios de corte son una cuchilla (31) rectilínea.
6. Máquina según la reivindicación 1, caracterizada por el hecho de que la primera y segunda mesas giratorias auxiliares giran en la misma dirección. 25
7. Máquina según la reivindicación 1, caracterizada por el hecho de que la primera y segunda mesas giratorias auxiliares (20; 30) giran en direcciones opuestas.
8. Máquina según la reivindicación 1, caracterizada por el hecho de que la primera y segunda mesas giratorias auxiliares (20; 30) son coaxiales.
9. Máquina según la reivindicación 1, caracterizada por el hecho de que la primera y segunda mesas 30 giratorias auxiliares giran alrededor de ejes diferentes.
10. Máquina según la reivindicación 9, caracterizada por el hecho de que unas cuchillas están fijadas a la segunda mesa giratoria auxiliar girando alrededor de sus propios ejes para realizar un movimiento planetario.
11. Máquina según la reivindicación 4, caracterizada por el hecho de que la boquilla (4) de extrusión está orientada hacia arriba, estando cerrado el elemento (21) en forma de mano superiormente y estando abierto 35 inferiormente.
12. Máquina según la reivindicación 4, caracterizada por el hecho de que la boquilla de extrusión está orientada hacia abajo, estando abierto el elemento en forma de mano superiormente e inferiormente.
13. Máquina según la reivindicación 4, caracterizada por comprender una tercera mesa giratoria auxiliar que soporta medios neumáticos para facilitar el paso de la parte de material del elemento en forma de mano de la 40 primera mesa giratoria auxiliar a las matrices de molde.
14. Método para moldear por compresión material sintético que utiliza una máquina según una cualquiera de las reivindicaciones 1 a 13.
Patentes similares o relacionadas:
 APARATOS PARA PRODUCIR OBJETOS, del 17 de Marzo de 2011, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA IN BREVE SACMI IMOLA S.C.: Aparato que comprende medios de alimentación (2; 2a; 2b) para alimentar plásticos, medios de moldeo por compresión para formar […]
APARATOS PARA PRODUCIR OBJETOS, del 17 de Marzo de 2011, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA IN BREVE SACMI IMOLA S.C.: Aparato que comprende medios de alimentación (2; 2a; 2b) para alimentar plásticos, medios de moldeo por compresión para formar […]
 APARATO PARA CORTAR CARGAS DE MOLDE EN UNA MÁQUINA DE MOLDEO POR COMPRESIÓN, del 15 de Marzo de 2011, de REXAM CLOSURE SYSTEMS INC.: Aparato para cortar cargas de molde, de plástico fundido que sale de un orificio , a lo largo de un eje del orificio, que incluye: un sistema […]
APARATO PARA CORTAR CARGAS DE MOLDE EN UNA MÁQUINA DE MOLDEO POR COMPRESIÓN, del 15 de Marzo de 2011, de REXAM CLOSURE SYSTEMS INC.: Aparato para cortar cargas de molde, de plástico fundido que sale de un orificio , a lo largo de un eje del orificio, que incluye: un sistema […]
Uso de tubos para la dispensación de materiales de inicio líquidos para espumas duras a base de isocianato para fabricar elementos compuestos con base en espumas a base de isocianato, del 17 de Junio de 2020, de BASF SE: Uso de tubos (c) para la aplicación de materiales de inicio líquidos para espuma rígida a base de isocianato (a), sobre una capa de cubierta (b) que se mueve continuamente, […]
Método para producir elementos compuestos con base en espumas a base de isocianato, del 27 de Mayo de 2020, de BASF SE: Método para producir elementos compuestos, que se componen al menos de una capa de cubierta (b) y una espuma rígida a base de isocianato (a), en la cual la capa […]
Sistema de sellado para plásticos fundidos, del 6 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Sistema de sellado que comprende: - por lo menos un cuerpo macho que presenta una superficie externa; - por lo menos un cuerpo […]
Aplicador de revestimiento sellador con mandril de vacío, del 8 de Enero de 2020, de CUSTOM MACHINING CORPORATION: Mandril de vacío adaptado para la montura en un ensamblaje de torreta inferior , el ensamblaje de torreta inferior es parte de un aplicador de revestimiento […]
Aparato y método para el procesamiento de dosis, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un aparato que comprende: - un dispositivo de coextrusión para extruir una estructura multicapa que tiene al menos una capa primaria y al menos una capa […]
Inyector para rellenar un molde con partículas plásticas, del 28 de Noviembre de 2018, de Kurtz GmbH: Inyector para rellenar un molde con partículas de plástico, con una parte frontal y una parte de base , en el que la parte frontal tiene un orificio del lado […]