DISPOSITIVO DE REAJUSTE CON TOPE DE UNA HERRAMIENTA DE MÁQUINA DE MECANIZACIÓN.
Una máquina de mecanización (1) que incluye un palpador, un tope para el reposicionamiento a tope de los orígenes absolutos de la máquina de mecanización (1),
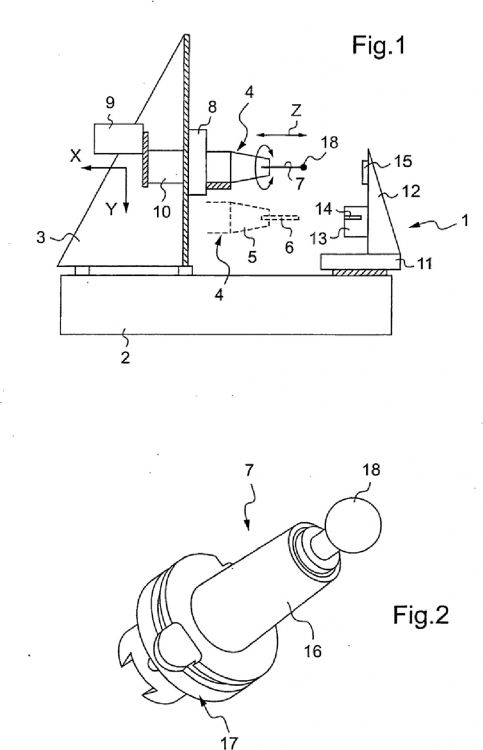
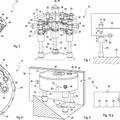
en particular de mando numérico o digital, provista de un portaherramientas (4) apropiado para desplazarse según las direcciones respectivamente perpendiculares de los tres ejes X, Y y Z del espacio con respecto a una pieza a mecanizar (13) montada sobre un porta-piezas (12) fijo con relación a la herramienta móvil (6), estando el palpador (7) constituido por un cuerpo de revolución (16) apropiado para ser fijado sobre el portaherramientas (4) de la máquina según la dirección del eje Z y presentando una extremidad esférica (18), siendo apto el palpador (7) para sustituir a la herramienta de mecanización de la máquina para un desplazamiento según el eje Z del portaherramientas (4), estando adaptado el palpador para hacer contacto con un esfuerzo limitado contra el tope (15) fijado sobre el porta-pieza (12) e incluyendo una cara plana (21) que se extiende perpendicularmente a la dirección del eje Z, caracterizada porque el tope incluye otras dos caras (22, 23) cuyos planos están inclinados sobre este eje, delimitando las normales a estos planos inclinados respectivamente con la dirección del eje Z dos superficies planas perpendiculares una a la otra para materializar las direcciones de los ejes X e Y con el plano de la cara plana (21) perpendicular al eje Z, es igual a 30º, y porque la extremidad esférica del palpador puede realizar un contacto puntual con cada uno de los planos (21, 22, 23) del tope (15)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/051068.
Solicitante: PEUGEOT CITROEN AUTOMOBILES S.A..
Nacionalidad solicitante: Francia.
Dirección: ROUTE DE GISY 78140 VELIZY VILLACOUBLAY FRANCIA.
Inventor/es: BARRA, CHRISTIAN, VIDAL,Olivier.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Abril de 2007.
Clasificación Internacional de Patentes:
- B23Q17/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
Clasificación PCT:
- B23Q17/22 B23Q 17/00 […] › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
- G01B21/04 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 21/00 Disposiciones de medida o sus detalles en caso de no adaptarse a los tipos particulares de medios de medida de los otros grupos de esta subclase. › mediante la medida de coordenadas de puntos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
El presente invento se refiere a un dispositivo para el reposicionamiento o reajuste de una herramienta o útil llevado por una máquina de mecanización con respecto a una pieza a mecanizar por medio de esta herramienta, permitiendo este dispositivo en particular realizar, con la ayuda de un palpador o análogo dispuesto según uno de los ejes de trabajo del portaherramientas, una medida según los tres ejes del espacio, con vistas a ajustar de modo 5 permanente el posicionamiento relativo de la herramienta y de la pieza (véase, por ejemplo, el documento EP-0.638.781-A). Se sabe que de la manera más general, en los talleres de producción o centros de mecanización dónde se efectúan a gran velocidad y con una precisión elevada mecanizaciones repetitivas de piezas en serie por medio de máquinas herramienta, preferentemente de mando numérico o digital, el ambiente no está climatizado de manera que 10 pueden constatarse en él variaciones de temperatura no despreciables, pudiendo oscilar esta temperatura entre 15 y 35º normalmente según la hora del día y el período del año, con gradientes de temperatura más o menos importantes. Resultan de ello tensiones sobre las diversas partes de la máquina así como sobre las piezas a mecanizar, y variaciones de las cotas de mecanización a respetar para cada pieza, siendo estas variaciones perjudiciales para una producción fiable, que respeta tolerancias ajustadas sobre las piezas fabricadas. 15 Para tener en cuenta estas tensiones sobre los órganos de la máquina y sobre las piezas, es por tanto necesario reposicionar o reajustar, con una frecuencia más o menos grande, los orígenes de las partes móviles de esta máquina, en particular sobre aquellas que llevan la herramienta de mecanización, es decir las referencias de medida de las cotas de esta herramienta según los tres ejes del espacio de sus desplazamientos mandados durante la operación realizada sobre la pieza a mecanizar, con una precisión que permanece siempre imperativamente fijada a 20 uno y otro lado de los umbrales impuestos. Se sabe también que estas máquinas herramientas, que comprenden de manera esquemáticamente resumida, un portaherramientas provisto de una o varias brocas de mecanización que pueden ser sustituidas una por otra sobre el portaherramientas según la naturaleza de la mecanización a efectuar sobre la pieza, siendo desplazable esta herramienta según un primer eje, llamado eje Z, con respecto a la pieza a mecanizar inmovilizada sobre un porta-25 piezas que proporciona una cota de referencia absoluta en relación a la broca del portaherramientas. Éste es además apto para ser desplazado según las direcciones de los ejes X e Y, respectivamente perpendiculares entre sí y en la dirección del eje Z, siendo si llega el caso estos movimientos de translación combinados con movimientos de rotación alrededor de estos ejes, siendo determinada la amplitud de estas traslaciones según cada eje del portaherramientas con relación al porta-piezas por separado y en bucle abierto en 30 función de la mecanización a realizar. Ahora bien, si los medios de soporte y de desplazamiento del portaherramientas según el eje Z son simples y fáciles de realizar en razón de una masa relativamente limitada de estos medios, sucede de otro modo en lo que se refiere a los equipos móviles según los ejes X e Y, llevando generalmente el equipo de mando del desplazamiento según el eje X el equipo de mando del portaherramientas según el eje Y, que a su vez soporta el portaherramientas 35 móvil según el eje Z, presentando estos dos equipos masas importantes, ampliamente superiores a la del portaherramientas propiamente dicho. El reposicionamiento periódico de la máquina herramienta y en particular de sus equipamientos según los tres ejes citados con anterioridad, es necesario para determinar por una medida directa la cota absoluta del portaherramientas con respecto a una referencia dada con el fin de tener en cuenta variaciones climáticas que pueden 40 modificar el posicionamiento relativo de estos equipamientos en el transcurso del funcionamiento de la máquina, estando unida esta referencia al porta-piezas. Este reposicionamiento es por tanto difícil y constituye una operación compleja. Una solución conocida consiste en utilizar de modo permanente o a intervalos de tiempos predeterminados, un palpador que sigue el contorno de la pieza a mecanizar y mide el desajuste eventual del punto de contacto con 45 respecto a una referencia registrada, de manera que permita actuar sobre las partes móviles de la máquina para respetar las cotas de mecanización con la precisión impuesta por las tolerancias a respetar. Tal palpador es sin embargo frágil, complejo de utilizar y costoso de mantenimiento. Es por otra parte sensible a las virutas de mecanización y al líquido de refrigeración proyectado sobre la pieza en el transcurso de ésta última, que corren el peligro de deteriorarle rápidamente. 50
El presente invento se refiere a una máquina de mecanización que comprende un palpador y un tope de reposicionamiento de los equipamientos móviles de la máquina herramienta, en particular de mando numérico o digital,
que simplifica de manera esencial la metodología empleada para efectuar este reposicionamiento, gracias a la utilización del palpador que puede sustituir durante la medida a la herramienta de mecanización, cooperando el palpador con un tope especial montado sobre el porta-piezas y suministrando las cotas absolutas de posicionamiento según los tres ejes del espacio, permitiendo deducir de ello las variaciones relativas de posicionamiento de la herramienta con relación a las referencias impuestas por la operación de mecanización a efectuar. 5 A este efecto, la máquina de mecanización considerada, para el reposicionamiento a tope de los orígenes absolutos de la máquina de mecanización, en particular de mando numérico o digital, provista de un portaherramientas apropiado para desplazarse según las direcciones respectivamente perpendiculares de los tres ejes X, Y y Z del espacio enfrente de una pieza a mecanizar montada sobre un porta-piezas fijo con respecto a la herramienta móvil, se caracteriza porque incluye un palpador apto para sustituir a la herramienta de mecanización de la máquina para un 10 desplazamiento según el eje Z del portaherramientas, estando adaptado este palpador para hacer contacto con un esfuerzo limitado contra un tope fijado sobre el porta-piezas e incluyendo una cara plana que se extiende perpendicularmente a la dirección del eje Z y otras dos caras cuyos planos están inclinados sobre este eje, delimitando las normales a estos planos inclinados respectivamente con la dirección del eje Z dos superficies planas perpendiculares una a la otra para materializar las direcciones de los ejes X e Y, el ángulo de los planos de las caras 15 inclinadas del tope, que materializa las direcciones de los ejes X e Y con el plano de la cara plana perpendicular al eje Z, es igual a 30º y el palpador está constituido por un cuerpo de revolución apropiado para ser fijado sobre el portaherramientas de la máquina según la dirección del eje Z y presenta una extremidad esférica, realizando un contacto puntual con cada uno de los planos del tope. En una variante de realización, el tope presenta la forma de una pirámide truncada, con una cara plana y dos 20 de sus caras laterales consecutivas inclinadas. En otra variante, el tope puede incluir tres elementos distintos, de los que cada uno presenta una de las caras apropiada para cooperar con el palpador para materializar las direcciones de los ejes X, Y y Z. Gracias a estas disposiciones, el desplazamiento del palpador con el portaherramientas según el eje Z proporciona, en función de la cara del tope encontrado contra la cual la parte esférica de este palpador hace contacto, 25 una información sobre el posicionamiento relativo de la pieza con respecto a la herramienta, permitiendo el reposicionamiento de las cotas absolutas de mecanización, realizando una corrección de las derivas térmicas intervenidas en funcionamiento. Cada contacto del palpador con una de las caras del tope cierra momentáneamente el bucle de medida permitiendo determinar inmediatamente los errores de posicionamiento, que son directamente medidos y corregidos 30 numérica o digitalmente por el mando de la máquina que reposiciona así la herramienta con respecto a la pieza. Otras características de un dispositivo de reposicionamiento a tope de una herramienta de máquina de mecanización de acuerdo con el invento, aparecerán aún a través de la descripción siguiente de un ejemplo de realización dado a título indicativo y no limitativo, con referencia a los dibujos adjuntos en los que: La fig. 1 es un esquema de principio, que ilustra los elementos fijos y móviles de una máquina...
Reivindicaciones:
1. Una máquina de mecanización (1) que incluye un palpador, un tope para el reposicionamiento a tope de los orígenes absolutos de la máquina de mecanización (1), en particular de mando numérico o digital, provista de un portaherramientas (4) apropiado para desplazarse según las direcciones respectivamente perpendiculares de los tres ejes X, Y y Z del espacio con respecto a una pieza a mecanizar (13) montada sobre un porta-piezas (12) fijo con 5 relación a la herramienta móvil (6), estando el palpador (7) constituido por un cuerpo de revolución (16) apropiado para ser fijado sobre el portaherramientas (4) de la máquina según la dirección del eje Z y presentando una extremidad esférica (18), siendo apto el palpador (7) para sustituir a la herramienta de mecanización de la máquina para un desplazamiento según el eje Z del portaherramientas (4), estando adaptado el palpador para hacer contacto con un esfuerzo limitado contra el tope (15) fijado sobre el porta-pieza (12) e incluyendo una cara plana (21) que se extiende 10 perpendicularmente a la dirección del eje Z, caracterizada porque el tope incluye otras dos caras (22, 23) cuyos planos están inclinados sobre este eje, delimitando las normales a estos planos inclinados respectivamente con la dirección del eje Z dos superficies planas perpendiculares una a la otra para materializar las direcciones de los ejes X e Y con el plano de la cara plana (21) perpendicular al eje Z, es igual a 30º, y porque la extremidad esférica del palpador puede realizar un contacto puntual con cada uno de los planos (21, 22, 23) del tope (15). 15 2. Una máquina de mecanización (1) según la reivindicación 1, caracterizada porque el tope presenta la forma de una pirámide truncada, con una cara plana y dos de sus caras laterales consecutivas inclinadas.
3. Una máquina de mecanización (1) según la reivindicación 1, caracterizada porque el tope (15) incluye tres elementos distintos, de los que cada uno presenta una de las caras (21, 22, 23) apropiada para cooperar con el palpador (7) para materializar las direcciones de los ejes X, Y y Z. 20
Patentes similares o relacionadas:
 Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de mandril y método, del 18 de Marzo de 2020, de In-Situ Oilfield Services Limited: Un dispositivo de mandril que tiene al menos dos mandíbulas para agarrar un objeto (T), y un mecanismo de ajuste configurado para ajustar el centro rotacional […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
Accesorio de centrado de útiles sobre una máquina de mecanizado, procedimiento de centrado y dispositivo de ayuda para el centrado que incluye tal accesorio, del 20 de Noviembre de 2019, de Wibemo S.A: Accesorio de centrado de un útil (O) o de un husillo porta-útiles sobre un eje de rotación X-X` de un cañón giratorio de una máquina de mecanizado, caracterizado […]
Módulo de mecanización, conjunto de accesorio para módulo de mecanización, y procedimiento de puesta en marcha de un módulo de mecanización, del 9 de Octubre de 2019, de Watch Out SA: Conjunto de accesorios para módulo de mecanización por arrancado de virutas, que comprende: por lo menos un portaherramientas provisto de una […]
Procedimiento y dispositivo para detectar y corregir una ubicación espacial de una pieza de trabajo sostenida en un dispositivo de posicionamiento, del 4 de Septiembre de 2019, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Procedimiento para detectar y corregir una ubicación espacial de una pieza de trabajo no simétrica en rotación sostenida en un dispositivo de posicionamiento […]
 Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]