Dispositivo y procedimiento para la alineación superficial y la restauración del perfil de dos partes de raíl soldadas juntas.
Vagón ferroviario que puede ser conducido a lo largo de una vía ferroviaria,
que comprende una estructura desoporte (21) de un cabezal de fresado (16) para la alineación superficial de dos partes del raíl colocadas debajo delvagón ferroviario y soldadas juntas en una zona de soldadura, estando dicha estructura de soporte fijada a dichovagón ferroviario, unos medios (13A, 13B, 15) para posicionar dicho cabezal de fresado (16) con respecto a por lomenos una de dichas partes del raíl y unos medios (8, 9, 10) para mover longitudinalmente dicho cabezal de fresado(16) a lo largo de dicha zona de soldadura, comprendiendo dicho cabezal de fresado (16) por lo menos una fresa(18) con una primera superficie de fresado (30) para mecanizar la parte superior de dicho raíl, presentando dichaprimera superficie una forma correspondiente a la forma superior de dicho raíl en por lo menos una parte noafectada por dicha soldadura, caracterizado porque dichos medios de posicionamiento comprenden por lo menos unpar de pinzas de bloqueo destinadas a descansar sobre el raíl y a sujetar el mismo, comprendiendo dichos mediosde movimiento longitudinal por lo menos una guía longitudinal (4A, 4B) para ser llevada por dichos medios deposicionamiento a una posición sustancialmente paralela a dicho raíl y un segundo actuador (9) para accionar dichocabezal de fresado (16) a lo largo de dicha guía longitudinal, comprendiendo dicha fresa (18) una segunda superficiede fresado (31) para mecanizar la parte lateral interna de dicho raíl simultáneamente con la parte superior,presentando dicha segunda superficie una forma correspondiente a la forma lateral interna de dicho raíl en por lomenos una parte no afectada por dicha soldadura.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08103032.
Solicitante: PLASSER ITALIANA S.R.L.
Nacionalidad solicitante: Italia.
Dirección: PIAZZALE DI PORTA PIA, 116 00198 ROMA ITALIA.
Inventor/es: IAFRATI,AMEDEO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- E01B31/13 CONSTRUCCIONES FIJAS. › E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES. › E01B VIAS FERREAS; HERRAMIENTAS PARA VIAS FERREAS; MAQUINAS PARA LA CONSTRUCCION DE VIAS FERREAS DE CUALQUIER TIPO (dispositivos descarriladores o para situar los vehículos en la vía, frenos de vía o dispositivos ralentizadores B61K; retirada de materia indeseable de las vías de ferrocarril, control de la vegetación, applicación de líquidos E01H). › E01B 31/00 Trabajo de los carriles, traviesas, placas de apoyo o similares, estando o sin estar colocadas in situ ; Máquinas, herramientas o dispositivos auxiliares especialmente proyectados para ello (caracterizados por particularidades independientes de su uso sobre una vía ensamblada B21, B23 - B25, B27). › por plegamiento.
PDF original: ES-2441418_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para la alineación superficial y la restauración del perfil de dos partes de raíl soldadas juntas.
La presente invención se refiere a un procedimiento y a un vagón ferroviario para la alineación superficial de dos partes de raíl soldadas juntas.
Como es muy conocido por los expertos en la materia, los raíles utilizados en las líneas de ferrocarril conocidas han sido soldados juntos. Las operaciones de soldadura comunes son llevadas a cabo utilizando un vagón ferroviario que presenta por lo menos un par de pinzas para sujetar las dos partes de raíl que van a ser soldadas juntas y presionarlas de forma forzada una contra la otra. Una soldadura a presión por tope se realiza entonces en la zona de contacto entre las dos partes para fundir parcialmente el metal constituyente de los raíles. El resultado obtenido por este proceso es un raíl individual que presenta una cúspide en la parte soldada.
Esta cúspide necesariamente debe ser eliminada y la superficie del raíl se debe nivelar y alinear. Dicha cúspide actualmente se quita rectificando el raíl. Las operaciones de rectificado implican el movimiento de una muela portátil desde la parte superior de la cabeza del raíl hasta su lado interno, para obtener una superficie en la zona de soldadura la cual corresponda a la forma del raíl normal. Las operaciones de mecanizado críticas son aquellas en la parte superior de la cabeza del raíl y en su parte interna, en las cuales descansan las ruedas de los trenes.
El mecanizado de estas partes mediante una muela es un procedimiento largo con una precisión de mecanizado sólo aproximada.
El objetivo de la presente invención es proporcionar un procedimiento y un vagón ferroviario que permitan que la zona de soldadura de dos raíles sea mecanizada con precisión, velocidad y fiabilidad.
Características y ventajas adicionales de la invención se pondrán de manifiesto a partir de la descripción de una forma de realización preferida, pero no exclusiva del procedimiento y del vagón ferroviario para la alineación superficial de dos partes de raíl soldadas juntas en una zona de soldadura según la invención, ilustrada a título de ejemplo no limitativo en los dibujos adjuntos en los cuales:
la figura 1 es una sección a través de un raíl que va ser mecanizado mediante un dispositivo de la presente invencion;
la figura 2 es una vista de la fresa de un dispositivo para la alineación superficial de dos partes de raíl soldadas juntas en una zona de soldadura;
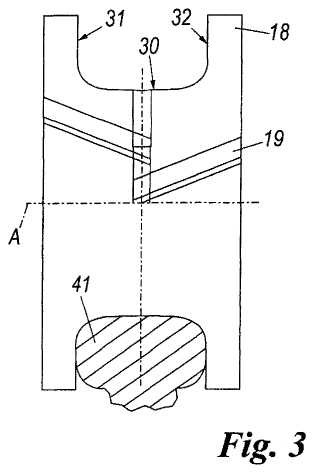
la figura 3 es una vista de una forma de realizacion alternativa de la fresa de la figura 2;
la figura 4 es una vista lateral esquemática de un dispositivo para la alineación superficial de dos partes de raíl soldadas juntas, mientras se mecanizan dos raíles soldados juntos;
la figura 5 es una sección simplificada tomada por la línea A - A de la figura 4;
la figura 6 es una vista en planta de un detalle del dispositivo de la figura 4;
la figura 7 es una vista lateral del detalle de la figura 6; y
la figura 8 es una vista frontal del detalle de la figura 6.
Con referencia a dichas figuras, éstas muestran un dispositivo, indicado globalmente mediante el número de referencia 1, para la alineación superficial de dos partes de raíl soldadas juntas en una zona de soldadura.
El dispositivo 1 comprende un par de montantes 2 entre los cuales está provista una viga de doble T 3 que sostiene una guía 4 compuesta por un par de elementos cilíndricos 4A, 4B. Una placa 5 está montada de forma deslizante en dicha guía 4. A la placa 5 están soldados los elementos 6 para su acoplamiento con la guía 4 y un elemento 7 con un agujero pasante roscado en el cual se acopla un tornillo 8, fijado de forma giratoria entre los dos montantes 2 y girado mediante un motor respectivo 9. El tornillo 8 pasa sin contacto a través de taladros adecuados 10 provistos en los elementos acoplamiento 6.
En la cara opuesta a aquella en la cual están fijados los elementos acoplamiento 6, la placa 5 presenta cuatro elementos de guía 11 para acoplarse en pares con una guía formada por un par de elementos tubulares 13A, B. En la misma carta también está provisto, soldado en una posición central, un elemento 12 con un agujero pasante roscado acoplado mediante un tornillo (no representado) girado por un segundo motor 15 y fijado giratoriamente a un bastidor 21 rígido con el cabezal de fresado y que sostiene el motor 15. Los elementos tubulares 13A, 13B, también
están fijados a dicho bastidor 21. El cabezal de fresado 16 comprende una fresa 18 que gira alrededor de su eje A mediante un motor adecuado 20, preferiblemente eléctrico.
Para completar la descripción de dicho dispositivo se debe observar que una pinza de bloqueo está fijada a cada uno de los montantes 2, para sujetar una parte de raíl. Esta pinza de bloqueo también presenta una rueda para que descanse y se mueva sobre dicho raíl.
Esta estructura descrita está fijada a un vagón ferroviario convencional, de modo que la estructura puede ser elevada o descendida sobre los raíles, para permitir que las pinzas de bloqueo los sujeten firmemente. La acción de sujeción de las pinzas también permite que el dispositivo sea mantenido estable durante la operación de fresado.
La fresa 18 montada en el cabezal de fresado 16 es del tipo que comprende dientes en espina de pescado 19 y es muy visible en la figura 3. Presenta una primera superficie de fresado 30 para mecanizar la parte superior de dicho raíl. Esta primera superficie 30 es de una forma que corresponde a la forma de la parte superior de la cabeza de dicho raíl. Esencialmente reproduce perfectamente la forma de la parte superior de la cabeza del raíl en aquella parte en la cual no está presente soldadura, por lo tanto donde la forma de la cabeza del raíl es normal. La fresa también presenta una segunda superficie 31, adyacente a la primera, para mecanizar la parte lateral interna del raíl y una tercera superficie 32, también adyacente a la primera, para mecanizar la parte externa.
Estas superficies segunda y tercera también tienen una forma que corresponde a la forma lateral de la cabeza de dicho raíl en donde no comprende la soldadura y presenta su forma original.
La invención funciona de la siguiente manera.
Después de soldar juntos dos raíles, el vagón ferroviario es dirigido sobre la zona de soldadura. Las ruedas de las pinzas de bloqueo descansan entonces sobre el raíl, colocándose a ambos lados de la zona que comprende la soldadura. La guía 4 está entonces sustancialmente paralela al raíl 40. Las pinzas se sujetan y el motor de la fresa 18 se arranca. El motor 15 es accionado para descender la fresa 18 sobre el raíl. La posición de la fresa 18 está controlada por sensores y actuadores adecuados. Cuando la herramienta alcanza la posición de trabajo deseada, esto es aquella de la figura 3, el motor 9 es accionado para mover el cabezal de fresado longitudinalmente a lo largo de la guía 4 y por lo tanto a lo largo de la longitud del raíl 40.
La fresa procede para aplanar el raíl pero sin mecanizarlo. A este respecto el perfil de la herramienta coincide con aquél del raíl y la herramienta gira sin tocarlo. Cuando la herramienta ha sido avanzada por el motor 9 hasta la zona de soldadura deformada, la herramienta extrae el material excesivo para el perfil de raíl ideal. Al terminar la operación, la zona de unión ha sido mecanizada perfectamente y su perfil corresponde a aquél del raíl en cualquier posición en la cual no haya sido realizada una soldadura. Por consiguiente las superficies de los dos raíles soldados están perfectamente alineadas.
En una forma de realización alternativa, se proporciona una fresa de forma sustancialmente similar a aquella representada en la figura 2. Esta herramienta comprende únicamente la primera superficie de mecanización 30 y la segunda superficie de mecanización 31 (las cuales son idénticas a aquellas ya citadas en este documento) , de modo que mecaniza el raíl únicamente en aquellas superficies las cuales son esenciales para un descanso correcto de la rueda del vagón ferroviario sobre el mismo. En esta forma de realización, deben estar provistos medios para la alineación de esta fresa con el lado del interior del raíl. En otras palabras, guías y medios de guía adicionales deben estar provistos para permitir que el cabezal se mueva a lo largo de un eje paralelo al eje de la herramienta A.
Estos medios también pueden estar adecuadamente provistos en la primera forma de realización o más en particular para hacer la utilización del dispositivo más flexible.
En una forma de realización adicional, también puede... [Seguir leyendo]
Reivindicaciones:
1. Vagón ferroviario que puede ser conducido a lo largo de una vía ferroviaria, que comprende una estructura de soporte (21) de un cabezal de fresado (16) para la alineación superficial de dos partes del raíl colocadas debajo del vagón ferroviario y soldadas juntas en una zona de soldadura, estando dicha estructura de soporte fijada a dicho vagón ferroviario, unos medios (13A, 13B, 15) para posicionar dicho cabezal de fresado (16) con respecto a por lo menos una de dichas partes del raíl y unos medios (8, 9, 10) para mover longitudinalmente dicho cabezal de fresado
(16) a lo largo de dicha zona de soldadura, comprendiendo dicho cabezal de fresado (16) por lo menos una fresa
(18) con una primera superficie de fresado (30) para mecanizar la parte superior de dicho raíl, presentando dicha primera superficie una forma correspondiente a la forma superior de dicho raíl en por lo menos una parte no afectada por dicha soldadura, caracterizado porque dichos medios de posicionamiento comprenden por lo menos un par de pinzas de bloqueo destinadas a descansar sobre el raíl y a sujetar el mismo, comprendiendo dichos medios de movimiento longitudinal por lo menos una guía longitudinal (4A, 4B) para ser llevada por dichos medios de posicionamiento a una posición sustancialmente paralela a dicho raíl y un segundo actuador (9) para accionar dicho cabezal de fresado (16) a lo largo de dicha guía longitudinal, comprendiendo dicha fresa (18) una segunda superficie de fresado (31) para mecanizar la parte lateral interna de dicho raíl simultáneamente con la parte superior, presentando dicha segunda superficie una forma correspondiente a la forma lateral interna de dicho raíl en por lo menos una parte no afectada por dicha soldadura.
2. Vagón ferroviario según la reivindicación 1, caracterizado porque dicha fresa (18) comprende una tercera superficie de fresado (32) para mecanizar una parte lateral externa de dicho raíl, presentando dicha tercera superficie una forma correspondiente a la forma lateral externa de dicho raíl en por lo menos una parte no afectada por dicha soldadura.
3. Vagón ferroviario según la reivindicación 1, caracterizado porque dichas pinzas de bloqueo comprenden por lo menos una rueda.
4. Vagón ferroviario según la reivindicación 3, caracterizado porque dichos medios de posicionamiento comprenden por lo menos una guía transversal (13A, 13B) a dicho raíl y un primer actuador (15) para accionar dicho cabezal de fresado a lo largo de dicha guía transversal (13A, 13B) , de tal modo que se regule la altura de dicha fresa (18) sobre dicho raíl.
5. Vagón ferroviario según una o más de las reivindicaciones anteriores, caracterizado porque dicho primer y segundo actuadores (9, 15) comprenden por lo menos un motor para hacer girar por lo menos un tornillo (8) .
6. Vagón ferroviario según la reivindicación 1, caracterizado porque comprende un dispositivo para determinar el perfil geométrico del raíl.
7. Vagón ferroviario según la reivindicación 1, caracterizado porque comprende un dispositivo de test ultrasónico de dicha zona de soldadura.
8. Procedimiento para la alineación superficial de dos partes de raíl soldadas juntas dentro de una zona de soldadura con un vagón ferroviario según la reivindicación 1, que comprende las etapas que consisten, mediante la conducción del vagón ferroviario sobre la zona de soldadura, en sujetar las pinzas al raíl y en fresar con la misma fresa durante la misma pasada de la parte superior y por lo menos la parte lateral interna de dicho raíl.
9. Procedimiento según la reivindicación 8, caracterizado porque comprende el fresado de la parte lateral externa de dichos raíles.
10. Procedimiento según la reivindicación 9, caracterizado porque comprende el fresado de la parte lateral externa de dichos raíles con la misma fresa durante la misma pasada.
Patentes similares o relacionadas:
Dispositivo para fresar una vía férrea, del 11 de Marzo de 2020, de LORAM MAINTENANCE OF WAY, INC: Placa de fresado para vía férrea destinada a montarse en un vagón de ferrocarril con el objeto de mantener una vía férrea, comprendiendo la placa […]
Vehículo ferroviario con un dispositivo para el mecanizado ulterior de la superficie de rodadura de carriles de vía, del 27 de Marzo de 2019, de Maschinenfabrik Liezen und Gießerei Ges.m.b.H: Vehículo ferroviario con un dispositivo de fresado para el mecanizado ulterior de la superficie de rodadura de carriles de vía […]
 Procedimiento y dispositivo para mecanizar por arranque de virutas una pieza de trabajo con una cuchilla geométricamente determinada, del 15 de Junio de 2012, de Schweerbau GmbH & Co. KG: Procedimiento para mecanizar por arranque de virutas una pieza de trabajo , especialmente carriles de un cuerpo de vía, en el que al menos una cuchilla geométricamente […]
Procedimiento y dispositivo para mecanizar por arranque de virutas una pieza de trabajo con una cuchilla geométricamente determinada, del 15 de Junio de 2012, de Schweerbau GmbH & Co. KG: Procedimiento para mecanizar por arranque de virutas una pieza de trabajo , especialmente carriles de un cuerpo de vía, en el que al menos una cuchilla geométricamente […]