DISPOSITIVO PARA SOPORTAR ELEMENTOS CONTRARROTATIVOS.
Un dispositivo (10) de soporte para elementos contrarrotativos (12,
14) que pueden girar en torno a ejes respectivos (X12, X14), incluyendo el dispositivo: - un primer (22) y un segundo bloque (24) de soporte que soportan uno (12) y el otro (14) de dichos elementos contrarrotativos (12, 14) que pueden girar en torno a dichos ejes respectivos (X12, X14) y - al menos una placa (26) de conexión, que se extiende de forma similar a un puente entre dichos bloques de soporte primero (22) y segundo (24), permitiendo dicha al menos una placa (26) la variación de la distancia entre dichos ejes (X12, X14) de giro de dichos elementos contrarrotativos (12, 14) por medio de un accionador (32), caracterizado porque: - dichos bloques (22, 24) están conectados por dicha al menos una placa (26) en una configuración similar a una mordaza susceptible de volver a cerrarse elásticamente, y - dicho accionador (32) puede actuar sobre dichos bloques de soporte primero (22) y segundo (24) para variar la distancia entre dichos ejes (X12, X14) de rotación gracias a la flexibilidad de dicha al menos una placa (26)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08425267.
Solicitante: CAVANNA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA MATTEOTTI, 104 28077 PRATO SESIA (NO) ITALIA.
Inventor/es: GUIDETTI, DARIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Abril de 2008.
Clasificación Internacional de Patentes:
- B23K20/10B
- B29C65/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando vibraciones ultrasonoras.
- B65B51/30C
Clasificación PCT:
- B23K1/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
- B29C65/08 B29C 65/00 […] › utilizando vibraciones ultrasonoras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Campo de la invención
La presente revelación hace referencia a dispositivos de soporte para elementos contrarrotativos.
La presente revelación ha sido desarrollada con atención particular a su posible empleo para el soporte de elementos contrarrotativos incluidos en sistemas de soldadura por ultrasonidos. 5
Descripción de la técnica relacionada
En numerosos sectores de la técnica surge la necesidad de soportar elementos contrarrotativos tales como, por ejemplo, rodillos contrarrotativos, ruedas contrarrotativas, discos contrarrotativos.
En particular, las máquinas denominadas de “envasado de flujo” (también denominadas a veces de “formado-llenado-sellado” o, de forma abreviada, ffs) para realizar un único o múltiples empaquetados formados comenzando 10 a partir de material de empaquetado similar a cinta están ampliamente difundidos en el sector del embalaje. En primer lugar se cierra el material de empaquetado para formar un tubo, poniendo en contacto y soldando entre sí los bordes opuestos de la cinta, de manera que se forme un modelo tubular en tosco dentro del que se insertan los productos. Entonces, se prensa el modelo tubular en tosco en áreas incluidas entre artículos sucesivos, en las que hay formadas líneas transversales de sellado que son sometidas luego a un corte, de forma que se separan entre sí 15 las realizaciones individuales.
Los procedimientos conocidos para realizar la línea, o “aleta”, longitudinal de sellado o del modelo tubular en tosco de empaquetado incluyen hacer avanzar los bordes de la cinta que están destinados a formar la aleta mencionada anteriormente a través de uno o más pares de elementos contrarrotativos que realizan la soldadura de los bordes, normalmente mediante una soldadura térmica. En tal situación, el dispositivo que soporta los elementos 20 contrarrotativos tiene tres funciones:
- garantizar que los elementos contrarrotativos se mantienen con sus ejes respectivos de rotación, aunque pueden ser girados libremente, en paralelo entre sí y exactamente a una distancia predeterminada,
- permitir la apertura o la separación de los elementos contrarrotativos (por ejemplo, para insertar el material que va a ser tratado en el intervalo o hueco formado entre los mismos) y, 25
- regular la presión ejercida conjuntamente por los elementos contrarrotativos en el material tratado que avanza entre los mismos.
Se pueden lograr dichos objetivos al recurrir a una amplia gama de soluciones, permitiendo que los bloques respectivos de soporte puedan deslizarse más cerca el uno del otro o más alejados entre sí en guías respectivas por medio de la acción de un medio móvil de diversa naturaleza (tornillos micrométricos, accionadores hidráulicos, etc.). 30 También se conoce que los elementos contrarrotativos pueden constituir parte de un dispositivo de soldadura por ultrasonidos (véanse, por ejemplo, los documentos IT-B-1 160 245 o US-B-6 574 944).
Más específicamente, la invención versa acerca de un dispositivo de soporte según el preámbulo de la reivindicación 1, que es conocida, por ejemplo, por el documento EP-A-0 705 657.
Objetivo y resumen de la invención 35
Los inventores observaron que, particularmente en las aplicaciones mencionadas anteriormente de soldadura por ultrasonidos, el grado de precisión del funcionamiento proporcionado por los dispositivos convencionales de soporte puede ser insuficiente para proporcionar una soldadura por ultrasonidos que sea completamente satisfactoria desde el punto de vista cualitativo, con respecto principalmente a la posibilidad de mantener las características de soldadura constantes en el tiempo. 40
Por lo tanto, se siente la necesidad de dispositivos de soporte para elementos contrarrotativos que sean capaces de superar dichas insuficiencias mostradas por los dispositivos de tipo conocido.
El objetivo de la presente invención es proporcionar dicho dispositivo.
Según la presente invención se consigue dicho objetivo por medio de un dispositivo que tiene las características recordadas específicamente en las siguientes reivindicaciones. Las reivindicaciones son una parte integral de la 45 revelación técnica proporcionada en el presente documento con respecto a la invención.
Breve descripción de los dibujos adjuntos
Se describirá ahora la invención, únicamente a modo de ejemplo no limitante, con referencia a los dibujos adjuntos, en los que:
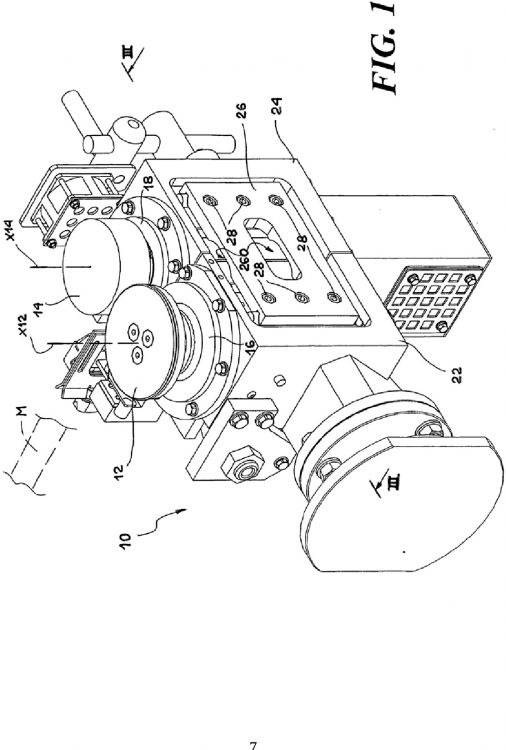
- la figura 1 es una vista general en perspectiva de un dispositivo del tipo descrito en el presente documento,
- la figura 2 es una vista desde una extremidad del dispositivo descrito en el presente documento, y 5
- la figura 3 es un corte transversal a lo largo de la línea III-III de la figura 1.
Descripción detallada de las realizaciones ejemplares
En la siguiente descripción, se ilustran diversos detalles específicos para proporcionar una comprensión exhaustiva de las realizaciones. Las realizaciones se pueden poner en práctica sin uno o más de los detalles específicos, o con otros procedimientos, componentes, materiales, etc. En otros casos, no se muestran ni se 10 describen en detalle estructuras, materiales u operaciones conocidos para evitar oscurecer los diversos aspectos de las realizaciones.
La referencia en toda la presente memoria a “una realización” significa que se incluye un rasgo, una estructura o una característica descritos en conexión con la realización en al menos una realización. Por lo tanto, la aparición de frases tales como “en una realización”, presente posiblemente en diversos lugares en toda la presente memoria no 15 hacen referencia necesariamente a la misma realización. Además, se pueden combinar los rasgos, las estructuras o las características particulares de cualquier forma adecuada en una o más realizaciones, según se define en las reivindicaciones adjuntas.
En las figuras en los dibujos adjuntos, la referencia 10 indica un dispositivo de soporte en su totalidad para dos elementos contrarrotativos 12 y 14 que pueden ser girados (en direcciones opuestas) en torno a sus ejes respectivos 20 X12 y X14, en paralelo entre sí.
En una realización, los elementos contrarrotativos 12 y 14 son el yunque y la soldadura por emisor de ultrasonidos, respectivamente, de un sistema de soldadura por ultrasonidos.
En una realización, este puede ser el sistema (o uno de los sistemas) para soldar por ultrasonidos destinado a formar la denominada aleta longitudinal de un empaquetador del tipo denominado comúnmente de “envasado de 25 flujo”. Sin embargo, el campo de la aplicación del dispositivo descrito en el presente documento no está limitado a la aplicación en este contexto.
En la realización ilustrada en el presente documento, los elementos contrarrotativos 12 y 14 tienen una forma aproximada de disco y están montados en ejes respectivos 120, 140. Las dos ruedas 16 y 18 de engranaje están chaveteadas sobre los ejes 120, 140 en la proximidad de los elementos contrarrotativos 12, 14. Los engranajes 16 y 30 18 están acoplados entre sí formando un par de engranajes, de forma que uno de los ejes 120, 140 (por ejemplo, el eje 120), que es traccionado en rotación en torno a su eje respectivo X12 por medio de una motorización no mostrada explícitamente, tracciona en rotación (en la dirección opuesta) el otro eje (por ejemplo, el eje 140) en torno a su eje respectivo X14 provocando el giro de los elementos 12 y 14 en direcciones opuestas.
Las soluciones citadas en el presente documento a modo de ejemplo (eje motorizado 120 traccionando el eje 140 35 por medio del par 16, 18 de engranajes) se pueden aplicar en el caso de un sistema de soldadura por ultrasonidos en el que el elemento giratorio 12 y el elemento giratorio 14 son el yunque y el emisor de ultrasonidos de soldadura, respectivamente. El hecho de que se traccione el eje 140 en rotación por el eje 120 por medio del par 16, 18 de engranajes facilita la realización del complejo constituido por el eje 140 y por el elemento giratorio 14 montado en su extremidad en forma de un emisor de ultrasonidos para la aplicación de la vibración ultrasónica a la zona de 40 soldadura identificada por el punto de cooperación de las periferias de los elementos 12 y 14.
...
Reivindicaciones:
1. Un dispositivo (10) de soporte para elementos contrarrotativos (12, 14) que pueden girar en torno a ejes respectivos (X12, X14), incluyendo el dispositivo:
- un primer (22) y un segundo bloque (24) de soporte que soportan uno (12) y el otro (14) de dichos elementos contrarrotativos (12, 14) que pueden girar en torno a dichos ejes respectivos (X12, X14) y 5
- al menos una placa (26) de conexión, que se extiende de forma similar a un puente entre dichos bloques de soporte primero (22) y segundo (24), permitiendo dicha al menos una placa (26) la variación de la distancia entre dichos ejes (X12, X14) de giro de dichos elementos contrarrotativos (12, 14) por medio de un accionador (32), caracterizado porque:
- dichos bloques (22, 24) están conectados por dicha al menos una placa (26) en una configuración 10 similar a una mordaza susceptible de volver a cerrarse elásticamente, y
- dicho accionador (32) puede actuar sobre dichos bloques de soporte primero (22) y segundo (24) para variar la distancia entre dichos ejes (X12, X14) de rotación gracias a la flexibilidad de dicha al menos una placa (26).
2. Un dispositivo según la reivindicación 1, en el que dicha al menos una placa (26) y dicho accionador (32) 15 están dispuestos en lados opuestos con respecto al plano que pasa a través de dichos ejes (X12, X14) de rotación.
3. Un dispositivo según cualquiera de las reivindicaciones 1 o 2, en el que dicho accionador (32) es un accionador hidráulico.
4. Un dispositivo según la reivindicación 3, en el que dicho accionador (30) incluye una cámara inflable (326) 20 que, cuando se le suministra fluido bajo presión, se expande, contrayéndose de forma axial.
5. Un dispositivo según cualquiera de las reivindicaciones 1 a 4, en el que dicha al menos una placa (26) tiene una porción flexible de sección reducida (260) en una posición interpuesta entre dichos bloques de soporte primero (22) y segundo (24).
6. Un dispositivo según cualquiera de las reivindicaciones precedentes, en el que dicha al menos una placa 25 (26) está fijada al atornillarla (28) a dichos bloques de soporte primero (22) y segundo (24).
7. Un dispositivo según cualquiera de las reivindicaciones precedentes, en el que los cuerpos (29) de centrado están interpuestos entre dicha placa (26) y dichos bloques de soporte primero (22) y segundo (24).
8. Un dispositivo según cualquiera de las reivindicaciones precedentes, en el que, con dicha al menos una placa (26) en un estado no deformado, dichos elementos contrarrotativos (12, 14) están separados. 30
9. Un dispositivo según la reivindicación 8 en combinación con cualquiera de las reivindicaciones 1 a 4, en el que dicho accionador (32) está asociado con un dispositivo (328) de regulación para aplicar a dicho accionador (32) un nivel de intensidad de accionamiento que produce el doblado de dicha al menos una placa (26) hasta el punto de poner en contacto dichos elementos contrarrotativos (12, 14).
10. Un dispositivo según cualquiera de las reivindicaciones precedentes, en el que dicho accionador (32) está 35 asociado con un dispositivo (328) de regulación para aplicar a dicho accionador (32) un nivel de intensidad de accionamiento de forma que empuje dichos elementos contrarrotativos (12, 14) entre sí con una fuerza dada, preferentemente regulable.
11. Un dispositivo según cualquiera de las reivindicaciones precedentes, en el que dichos elementos contrarrotativos (12, 14) están pareados entre sí mediante engranajes (16, 18). 40
12. Un dispositivo según la reivindicación 11, en el que uno (12) de dichos elementos contrarrotativos está motorizado y tracciona al otro (14) de dichos elementos contrarrotativos en rotación por medio de dicho par (16, 18) de engranajes.
13. Un dispositivo según cualquiera de las reivindicaciones precedentes, en el que dichos elementos contrarrotativos (12, 14) son el yunque y el emisor de ultrasonidos de un sistema de soldadura por 45 ultrasonidos.
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Máquina rotatoria y procedimiento para el sellado de bolsas de láminas, del 6 de Mayo de 2020, de Pouch Partners GmbH: Máquina rotatoria (M), en particular máquina llenadora rotatoria (F), al menos para el sellado continuo de bolsas de láminas (B) individuales a través de […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]