DISPOSITIVO PARA PRODUCIR PLACAS CERÁMICAS.
Dispositivo (1) destinado a la producción de placas cerámicas,
que comprende: - una cinta transportadora (40) sobre la cual se forma una tira continua (S) de material cerámico en polvo; - una primera correa compactadora móvil inferior (20) situada en contacto con la cinta transportadora (40) y por debajo de la misma; - una segunda correa compactadora móvil superior (30) que coopera con dicha primera correa (20) para compactar continuamente la tira de polvo (S), caracterizado porque por lo menos una de dichas correas comprende una capa, en contacto con la tira de polvo (S) que se ha de compactar, realizada en acero y provista de una rugosidad superficial (Ra) en contacto con dicha tira de polvo cerámico (S) inferior a 0,5 μm y dicha capa de acero presenta una dureza superficial superior a 330 HV
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05077713.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: ITALIA.
Inventor/es: COCQUIO,ALESSANDRO,SACMI COOPERATIVA MECCANICI, VALLI,SILVANO,SACMI COOPERATIVA MECCANICI, BABINI,ALAN,SACMI COOPERATIVA MECCANICI.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Diciembre de 2005.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B28B3/12B
- B28B5/02C2
- B30B5/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › cooperando con otra cinta sin fin.
Clasificación PCT:
- B28B3/00 B […] › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
- B28B3/12 B28B […] › B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B). › en la que uno o varios cilindros ejercen una presión sobre el material.
- B30B5/06 B30B 5/00 […] › cooperando con otra cinta sin fin.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para producir placas cerámicas.
La presente invención se refiere a un dispositivo para producir placas cerámicas y en particular, a un dispositivo para formar placas mencionadas anteriormente.
Como es conocido, la producción de placas cerámicas partiendo de polvos cerámicos se lleva a cabo en general por medio de un dispositivo que comprende un par de correas compactadoras, respectivamente correas inferior y superior, que cooperan para compactar en seco una tira de polvos cerámicos que se hace adelantar por medio de una correa transportadora interpuesta entre ellas, en un sentido de avance paralelo a la correa inferior.
Cada correa está arrollada en general, alrededor de un par de rodillos, uno de los cuales está motorizado.
Durante la conformación, la tira de polvos cerámicos atraviesa primero una zona de recepción en la que se aplica una primera presión ligera y se produce la salida de aire eventualmente atrapado en los polvos, a continuación una zona de compactación donde se produce el prensado propiamente dicho de los polvos para formar un objeto fabricado apropiado, y finalmente una zona de expansión corriente abajo de la zona de compactación que permite evitar la formación indeseada de grietas y/o fisuras.
Posteriormente, se recorta la placa cerámica en los bordes y se subdivide en bloques para la producción de azulejos, que suelen someterse a una decoración superficial.
Un dispositivo de esta índole figura descrito con detalle en la solicitud de patente europea EP-A-1 356 909 del mismo solicitante, cuyo texto se recomienda para una información completa.
En los dispositivos de la técnica conocida, las correas compactadoras están recubiertas con una capa de material plástico para garantizar que la tira de polvo no ensucie las propias correas durante la compactación.
La flexibilidad de dichas correas garantiza una elevada adaptabilidad al movimiento de los polvos durante la etapa de expansión corriente abajo de la compactación y además permite el empleo de rodillos de pequeño diámetro, lo que permite la construcción de dispositivos de tamaño limitado.
Desgraciadamente, el producto compactado obtenido por dichos dispositivos no puede ser decorado en su superficie por aplicadores de poco grosor, tal como por ejemplo vidriadores en húmedo.
Esto se debe a una rugosidad superficial indeseada.
Por lo tanto, las placas producidas por dichos dispositivos de la técnica conocida no pueden ser decoradas con cualquier tratamiento técnico sin un deterioro considerable del resultado final.
Por consiguiente, el empleo de dichos dispositivos de la técnica conocida está limitado a las placas destinadas a ser tratadas con un número limitado de técnicas decorativas.
El objetivo de la presente invención es proporcionar un dispositivo para producir placas cerámicas adaptadas para ser decoradas con cualquier proceso decorativo, sin limitación tecnológica alguna.
Este objetivo se alcanza mediante un dispositivo de acuerdo con la reivindicación 1.
Las reivindicaciones subordinadas detallan formas de realización preferidas y particularmente ventajosas del dispositivo según la invención.
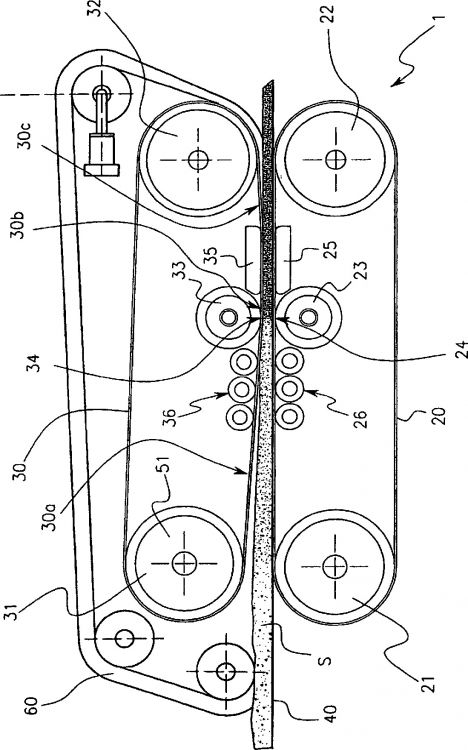
Otras características y ventajas de la invención se pondrán de manifiesto a partir de la lectura de la siguiente descripción ejemplificativa y no limitativa, con la ayuda de la figura mostrada en la hoja adjunta que presenta una vista esquemática de un dispositivo para producir placas cerámicas provistas de una superficie de rugosidad limitada, de acuerdo con la presente invención.
Haciendo referencia a la citada figura, se indica en su totalidad un dispositivo para producir placas cerámicas con la referencia numérica 1, de acuerdo con la presente invención.
El dispositivo 1 comprende una cinta transportadora 40 sobre la cual se forma una tira continua "S" de material cerámico en polvo, una primera correa compactadora inferior 20 situada por debajo de la cinta transportadora 40 y en contacto con la misma y una segunda correa compactadora superior 30 que coopera con la primera correa 20 para compactar en seco la tira de polvo S y para obtener un objeto fabricado de polvos compactados.
La correa superior 30 presenta una primera parte receptora 30a en inclinación, generalmente de 1º
La contención lateral de los polvos está asignada, como es de costumbre, a dos paredes laterales deformables que, en aras de la sencillez de visualización no se muestran.
En el ejemplo, el par de rodillos está formado por un rodillo motor, señalado respectivamente con la referencia numérica 32 para la correa superior 30 y con 22 para la correa inferior 20, y un rodillo loco, señalado respectivamente con la referencia numérica 31 para la correa superior 30 y con 21 para la correa inferior 20, situados respectivamente en los extremos de inversión de las correas correspondientes.
Para realizar de forma efectiva una acción de compactación, la correa inferior 20 y la correa superior 30 están provistas cada una de un rodillo compactador, señalado con el número de referencia 33 en el caso de la correa superior 30 y con 23 en el caso de la correa inferior 20 y situados en la zona central de las correas 20, 30.
Los dos rodillos compactadores 33 y 23 actúan directamente sobre las correas 30, 20 en los dos puntos tangenciales, señalados respectivamente con los números de referencia 34 y 24 para la correa superior 30 y la correa inferior 20.
Esencialmente, la distancia entre los dos puntos tangenciales 34 y 24 es igual, restando los grosores de las correas 20, 30, a la abertura mínima a través de la cual está forzada a pasar la tira de polvo S.
Para llevar a cabo una compactación correcta, los ejes respectivos de los rodillos compactadores 33, 23 están en un plano común, perpendicular al sentido de avance de la tira de polvo S.
Si se encuentra que las dos ruedas compactadoras 33, 23 están desplazadas, unos medios alineadores apropiados, no representados, permiten un movimiento mutuo de los rodillos compactadores 33, 23 para restaurar la posición correcta.
Para variar el grosor deseado de la placa definitiva, se ha de modificar la distancia entre las dos correas 20, 30, así como en consecuencia la distancia entre los rodillos compactadores 33 y 23.
Esta operación puede llevarse a cabo por unos medios desplazadores conocidos en el campo y por lo tanto no mostrados en la presente memoria, adaptados para mover perpendicularmente las correas 20, 30 y los rodillos compactadores 33, 23 más próximos entre sí o más separados respecto del sentido de avance de los polvos.
Como puede verse en la figura, entre los pares de rodillos 31, 32 y 21, 22, se encuentran dos transportadoras de rodillos formadas por una pluralidad de rodillos locos que actúan sobre las respectivas correas 30, 20; las transportadoras de rodillos están dispuestas corriente arriba de los dos rodillos compactadores 33, 23 y tienen la función de mantener las correas 30 y 20 bajo presión de modo que prensan la tira de polvo S.
Naturalmente, la transportadora de rodillos 36 que actúa sobre la parte receptora inclinada 30a de la correa superior 30 presenta una pendiente igual, para hacer que la compactación de la tira de polvo S sea gradual.
Corriente abajo de los rodillos compactadores 33, 23, se hallan dos placas opuestas 35 y 25 de manera que la primera 35 actúe sobre la parte de expansión 30c de la correa superior 30 y la segunda sobre la correa inferior 20 para limitar la expansión de la tira de polvo S.
De acuerdo con la presente invención, por lo menos una de las dos correas 20, 30 comprende una capa realizada en acero, en contacto con la tira de polvo S que se ha de compactar.
Para obtener una placa provista de una superficie de rugosidad muy baja, la capa de acero presenta una rugosidad superficial "Ra" inferior a 0,5 μm y una dureza superior a 300 HV.
Donde Ra indica la media aritmética de las mediciones de rugosidad realizadas y HV indica el valor de dureza sin dimensión obtenido...
Reivindicaciones:
1. Dispositivo (1) destinado a la producción de placas cerámicas, que comprende:
- una cinta transportadora (40) sobre la cual se forma una tira continua (S) de material cerámico en polvo;
- una primera correa compactadora móvil inferior (20) situada en contacto con la cinta transportadora (40) y por debajo de la misma;
- una segunda correa compactadora móvil superior (30) que coopera con dicha primera correa (20) para compactar continuamente la tira de polvo (S), caracterizado porque por lo menos una de dichas correas comprende una capa, en contacto con la tira de polvo (S) que se ha de compactar, realizada en acero y provista de una rugosidad superficial (Ra) en contacto con dicha tira de polvo cerámico (S) inferior a 0,5 μm y dicha capa de acero presenta una dureza superficial superior a 330 HV.
2. Dispositivo (1) según la reivindicación 1, caracterizado porque dicha capa de acero presenta una resistencia mecánica (Rm) superior a 700 Mpa.
3. Dispositivo (1) según la reivindicación 1, caracterizado porque dicha capa es de acero inoxidable.
4. Dispositivo (1) según la reivindicación 1, caracterizado porque dicha correa superior (30) está realizada enteramente en acero.
5. Dispositivo (1) según la reivindicación 4, caracterizado porque dicha correa superior (30) presenta un grosor comprendido entre 0,5 mm y 2 mm.
Patentes similares o relacionadas:
Dispositivo de prensado de tableros de material derivado de la madera y procedimiento para supervisar un dispositivo de prensado de tableros de material derivado de la madera, del 22 de Abril de 2020, de SWISS KRONO Tec AG: Dispositivo de prensado de tableros de material derivado de la madera para prensar una torta de fibras para producir un tablero de material […]
Un procedimiento para la fabricación de una cinta de presión continua para losas de cerámica que tienen una superficie estructurada, del 15 de Abril de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para la fabricación de una cinta de presión continua para la creación de losas de cerámica que tienen una superficie estructurada, […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
 Equipo de prensa para placas de compuesto de madera y procedimiento para vigilar un equipo de prensa para placas de compuesto de madera, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Equipo de prensa para placas de compuesto de madera, para prensar una pieza en bruto en forma de una torta de fibras, para fabricar una placa HDF […]
Equipo de prensa para placas de compuesto de madera y procedimiento para vigilar un equipo de prensa para placas de compuesto de madera, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Equipo de prensa para placas de compuesto de madera, para prensar una pieza en bruto en forma de una torta de fibras, para fabricar una placa HDF […]
 Procedimiento para la fabricación de un panel de pared o de suelo decorado, del 31 de Octubre de 2018, de AKZENTA PANEELE + PROFILE GMBH: Procedimiento para la fabricación de un panel de pared o de suelo decorado, que presenta los pasos de procedimiento:
a) la puesta a disposición de […]
Procedimiento para la fabricación de un panel de pared o de suelo decorado, del 31 de Octubre de 2018, de AKZENTA PANEELE + PROFILE GMBH: Procedimiento para la fabricación de un panel de pared o de suelo decorado, que presenta los pasos de procedimiento:
a) la puesta a disposición de […]
Dispositivo y procedimiento para compactar material en polvo, del 22 de Marzo de 2017, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Dispositivo para compactar una capa (M) de material en polvo, que comprende una superficie de transporte deslizable adaptada para soportar y hacer avanzar la capa […]
Prensa de dos alambres, del 4 de Enero de 2017, de Kadant Canada Corp: Una prensa de dos alambres para separar sólido y líquido de una suspensión de sólido-líquido primaria, comprendiendo la prensa de dos alambres: […]
Prensa calefactora de doble cinta, del 8 de Junio de 2016, de Wemhöner Surface Technologies GmbH & Co. KG: Prensa calefactora de doble cinta con mesas de prensa superiores e inferiores configuradas como mesas de rodillos con rodillos, calefacciones […]