Dispositivo para la polimerización continua de una masa fluida para formar placas entre dos superficies lisas orientadas la una hacia la otra de bandas de acero continuas móviles (1,
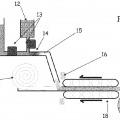
2), especialmente bandas de acero inoxidable, que moldean la masa, estando formada entre las bandas de acero (1, 2) que están orientadas horizontales normalmente a la dirección del movimiento (a), que pueden guiarse en rodillos y que pueden desviarse en rodillos de desviación (5, 6), una ranura que se estrecha (17) que presenta limitadores para la ranura (17) en una zona de alimentación y distribución transversal (A) y en una zona de polimerización (B), que se mueven lateralmente por ambos lados cooperando con una banda de acero inferior y una superior (1, 2), y la banda de acero inferior (1), vista en la dirección opuesta a la dirección del movimiento (a) de las bandas de acero (1, 2), sobresale por la banda de acero superior (2), estando formada una zona de alimentación abierta para la masa fluida con una ranura parcial adyacente (17a) vista en la dirección del movimiento con la zona de distribución transversal para la masa fluida, y estando previstas varias zonas para el acondicionamiento térmico de ambas bandas de acero a diferentes temperaturas en la dirección del movimiento de las bandas de acero (1, 2), y siendo ajustable la distancia entre las bandas de acero, caracterizado porque la masa fluida puede introducirse directamente a la zona de alimentación (A) por sólo un tubo (10), un tubo flexible o similar conectado a un recipiente de almacenamiento (11) que preferiblemente presenta un aislamiento térmico (12), y la banda de acero inferior (1) recta fijada vertical en la zona de alimentación y de distribución transversal, la ranura parcial (17a) vista en la dirección del movimiento (a) forma un ángulo (α) de 6º a 15º, especialmente de 8º a 12º, con la horizontal (h1), y la banda de acero superior (2) puede mantenerse mediante medios de resorte (15) contra la masa fluida en la zona de polimerización (B), por lo que la banda inferior (1) puede mantenerse contra los rodillos (13) que cooperan con ésta, y después de ésta la banda de acero inferior (1) vista en la dirección del movimiento (a) presenta la forma de una curvatura orientada hacia arriba (F1) y después de ésta está prevista a continuación una zona (C) recta aproximadamente horizontal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2008/000236.
B01J19/22TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01J PROCEDIMIENTOS QUÍMICOS O FÍSICOS, p. ej. CATÁLISIS O QUÍMICA DE LOS COLOIDES; APARATOS ADECUADOS. › B01J 19/00 Procedimientos químicos, físicos o físico-químicos en general; Aparatos apropiados. › en forma de banda sin fin.
B01J3/00F
B01J4/00B
B29C39/00B2
B29C39/16B […] › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › entre correas sin fin.
C08F2/01QUIMICA; METALURGIA. › C08COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08F COMPUESTOS MACROMOLECULARES OBTENIDOS POR REACCIONES QUE IMPLICAN UNICAMENTE ENLACES INSATURADOS CARBONO - CARBONO (producción de mezclas de hidrocarburos líquidos a partir de hidrocarburos de número reducido de átomos de carbono, p. ej. por oligomerización, C10G 50/00; Procesos de fermentación o procesos que utilizan enzimas para la síntesis de un compuesto químico dado o de una composición dada, o para la separación de isómeros ópticos a partir de una mezcla racémica C12P; polimerización por injerto de monómeros, que contienen uniones insaturadas carbono-carbono, sobre fibras, hilos, hilados, tejidos o artículos fibrosos hechos de estas materias D06M 14/00). › C08F 2/00 Procesos de polimerización. › caracterizados por elementos particulares del aparato de polimerización utilizado.
Clasificación PCT:
B01J19/22B01J 19/00 […] › en forma de banda sin fin.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La invención se refiere a un dispositivo para la polimerización continua de una masa fluida entre dos superficies lisas orientadas la una hacia la otra de bandas de acero continuas. Por el documento US 3 376 371 A se conoce una planta de banda doble para la polimerización continua para formar placas, presentando la zona de entrada tanto una flexión natural como siendo rectilínea, que luego se convierte en un zona rectilínea. Las bandas superior e inferior transcurrirán aproximadamente paralelas y adoptarán un ángulo entre 0,5º y 5º, y concretamente dependiendo de la viscosidad de la mezcla. La anchura de las bandas asciende a aproximadamente 1,5 m. Como la viscosidad de la mezcla aumenta generalmente cuando más tiempo se cuelen las placas de polímero, el ángulo de inclinación durante el proceso de colada deberá cambiarse en función de estos datos correspondientemente al cambio de la viscosidad de la mezcla. Durante la polimerización se diferencia entre una zona de polimerización en la que se calienta con aire caliente o agua caliente y una pospolimerización en la que se calienta con aire caliente. En el documento US 5 372 493 A se describe un dispositivo para la polimerización con un calentamiento para un recipiente para la sustancia de partida. Por el documento US 4046850 A se conoce otro dispositivo para la polimerización continua en una planta de banda doble, encontrándose las bandas superior e inferior en forma de una flexión natural. A esta zona le sigue una zona esencialmente horizontal antes de que las bandas entren en la zona de pospolimerización. No se facilita información sobre la inclinación de la zona de entrada con el recorrido natural de las bandas que se determina por medio del punto superior e inferior de las bandas, así como por la presión prevalente. La anchura de la banda se encuentra aproximadamente en 1,60 m. Están presentes dos bandas continuas, extendiéndose la banda inferior tanto en la entrada como también en la salida sobre la banda superior y formándose una ranura de entrada y una zona de salida. La zona de entrada está configurada de forma recta y puede estar configurada horizontal o inclinada con respecto a la horizontal. También existe la posibilidad de dejar transcurrir la misma en forma de una flexión natural. A lo largo de la dirección del movimiento, la ranura entre la banda inferior y superior disminuye correspondientemente al encogimiento de la mezcla que va a polimerizarse. A continuación de la zona de entrada, ambas bandas son curvadas dos veces en diferente dirección, y concretamente transcurren en forma de una curva sinusoidal. El espesor de la placa que va a obtenerse se ajusta por medio de la distancia de las bandas entre sí. La zona de salida de la placa de las bandas puede configurarse recta, especialmente horizontal, siendo la distancia de ambas bandas entre sí mayor que el espesor del producto generado. La zona de entrada está inclinada 6º 31' con respecto a la horizontal. Entonces, como ya se ha explicado, la banda está configurada de forma doblemente curvada. En un ejemplo comparativo, la zona de entrada configurada recta presenta un ángulo de 13º 14' con respecto a la horizontal. A ésta le sigue una zona circularmente curvada. Sin embargo, en esta configuración es desventajoso que después de la zona de entrada la masa parcialmente polimerizada salga lateralmente de ambas bandas. En otro ejemplo comparativo, la zona de entrada presenta una inclinación de 6º 31'. La zona posterior está configurada recta. El producto presenta un espesor entre 2,5 mm y 3,54 mm. Estas irregularidades en el espesor se atribuyen a que las bandas no están configuradas curvadas durante la polimerización, sino rectas durante toda la zona completa. Los objetivos de la presente invención consisten en lograr un dispositivo que permita ajustar una distancia precisa entre las bandas de acero inferior y superior y haga posible una placa ópticamente vacía con densidad uniforme. Además, para alcanzar este objetivo deberá realizarse una distribución lo más homogénea posible de la masa que va a polimerizarse en la zona del distribuidor o antes de la zona del distribuidor a lo largo de una gran anchura. Además, las bandas de acero presentarán una velocidad lo más similar posible, especialmente la misma. La presente invención parte de un estado de la técnica que se ha descrito en el documento US 4 046 850 A. El dispositivo según la invención para la polimerización continua de una masa fluida para formar placas entre dos superficies lisas orientadas la una hacia la otra de bandas de acero continuas móviles, especialmente bandas de acero inoxidable, que moldean la masa, estando formada entre las bandas de acero que están horizontalmente orientadas normalmente a la dirección del movimiento que pueden guiarse en rodillos y que pueden desviarse en rodillos de desviación una ranura que se estrecha que presenta limitadores para la ranura en una zona de distribución transversal y de polimerización que se mueven lateralmente por ambos lados que cooperan con una banda de acero inferior y superior, y la banda de acero inferior vista en la dirección opuesta a la dirección del movimiento de las bandas de acero sobresale por la banda de acero superior, estando formada una zona de 2 E08756845 11-11-2011 alimentación abierta para la masa fluida con una ranura parcial adyacente vista en la dirección del movimiento con la zona de distribución transversal para la masa fluida, y estando previstas varias zonas para el acondicionamiento térmico de ambas bandas de acero a diferentes temperaturas en la dirección del movimiento de las bandas de acero, y siendo ajustable la distancia entre las bandas de acero, consiste esencialmente en que la masa fluida puede introducirse directamente a la zona de alimentación por sólo un tubo, un tubo flexible o similar conectado a un recipiente de almacenamiento que preferiblemente presenta un aislamiento térmico, y la banda de acero inferior recta verticalmente fijada en la zona de distribución transversal, la ranura parcial vista en la dirección del movimiento, forma un ángulo de 6º a 15º, especialmente de 8º a 12º, con la horizontal y la banda de acero superior puede mantenerse mediante medios de resorte contra la masa fluida en la zona de polimerización, por lo que la banda inferior puede mantenerse contra los rodillos que cooperan con ésta, y después de ésta la banda de acero inferior vista en la dirección del movimiento presenta la forma de una curvatura y después de ésta está prevista a continuación una zona recta. Dado que la banda inferior empieza antes de la entrada en la ranura parcial formada entre las bandas superior e inferior, una distribución de las masas que van a polimerizarse ya puede alcanzarse antes de la ranura parcial sin impedimento de las corrientes transversales. Debido al limitador móvil de la ranura, la ranura se cierra con la ranura parcial lateralmente en ambos lados, no formándose por el movimiento de los limitadores, por ejemplo bandas continuas, una fricción entre los limitadores y la película polimerizada que por el momento forma la piel, de manera que no se destruye la película. Por placas que pueden generarse con el dispositivo según la invención son de entender aquellas con un espesor de aproximadamente 1 mm a aproximadamente 30 mm. La zona del distribuidor transversal se extiende desde la zona en la que se aplica la masa que va a polimerizarse en la banda inferior hasta por debajo del vértice inferior del rodillo de desviación de la banda superior. El espesor de la placa que va a generarse se fija por medio de la distancia de ambas bandas entre sí. Mediante las varias zonas para el acondicionamiento térmico de ambas bandas de acero se realizan las diferentes condiciones de reacción, como el calentamiento, para alcanzar una polimerización acelerada y a continuación, cuando se ha empezado la reacción exotérmica, entonces se realiza a continuación una polimerización, realizándose un acondicionamiento térmico de las bandas a temperatura más baja. Si la masa fluida sólo se alimenta por un tubo flexible fijo o tubo fijo de un recipiente de almacenamiento, entonces se garantiza que la masa que va a incorporarse presenta una viscosidad uniforme y, por tanto, como la viscosidad depende del estado ya previamente reticulado de la masa, puede conseguirse una polimerización uniforme, de manera que no aparecen diferentes franjas en la placa. El aislamiento térmico del recipiente de almacenamiento permite una distribución de temperatura especialmente homogénea de las masas en el recipiente, de manera que el grado de reticulación de la mezcla en el recipiente puede ser homogéneo desde el centro hasta la zona de la pared. Si la banda inferior presentó en la zona de distribución con la horizontal un ángulo de 8º a 12º, entonces fue extraordinariamente... [Seguir leyendo]
Reivindicaciones:
1.- Dispositivo para la polimerización continua de una masa fluida para formar placas entre dos superficies lisas orientadas la una hacia la otra de bandas de acero continuas móviles (1, 2), especialmente bandas de acero inoxidable, que moldean la masa, estando formada entre las bandas de acero (1, 2) que están orientadas horizontales normalmente a la dirección del movimiento (a), que pueden guiarse en rodillos y que pueden desviarse en rodillos de desviación (5, 6), una ranura que se estrecha (17) que presenta limitadores para la ranura (17) en una zona de alimentación y distribución transversal (A) y en una zona de polimerización (B), que se mueven lateralmente por ambos lados cooperando con una banda de acero inferior y una superior (1, 2), y la banda de acero inferior (1), vista en la dirección opuesta a la dirección del movimiento (a) de las bandas de acero (1, 2), sobresale por la banda de acero superior (2), estando formada una zona de alimentación abierta para la masa fluida con una ranura parcial adyacente (17a) vista en la dirección del movimiento con la zona de distribución transversal para la masa fluida, y estando previstas varias zonas para el acondicionamiento térmico de ambas bandas de acero a diferentes temperaturas en la dirección del movimiento de las bandas de acero (1, 2), y siendo ajustable la distancia entre las bandas de acero, caracterizado porque la masa fluida puede introducirse directamente a la zona de alimentación (A) por sólo un tubo (10), un tubo flexible o similar conectado a un recipiente de almacenamiento (11) que preferiblemente presenta un aislamiento térmico (12), y la banda de acero inferior (1) recta fijada vertical en la zona de alimentación y de distribución transversal, la ranura parcial (17a) vista en la dirección del movimiento (a) forma un ángulo () de 6º a 15º, especialmente de 8º a 12º, con la horizontal (h1), y la banda de acero superior (2) puede mantenerse mediante medios de resorte (15) contra la masa fluida en la zona de polimerización (B), por lo que la banda inferior (1) puede mantenerse contra los rodillos (13) que cooperan con ésta, y después de ésta la banda de acero inferior (1) vista en la dirección del movimiento (a) presenta la forma de una curvatura orientada hacia arriba (F1) y después de ésta está prevista a continuación una zona (C) recta aproximadamente horizontal. 2.- Dispositivo según la reivindicación 1, caracterizado porque la banda de acero inferior (1) está fijada en su marcha en dirección vertical y horizontal por medio de rodillos (13) giratorios fijos que actúan por debajo. 3.- Dispositivo según la reivindicación 1 ó 2, caracterizado porque en zonas la banda de acero superior (2) puede fijarse en su marcha por medio de cilindros/unidades de pistón (15) desde arriba sobre la banda de acero inferior (1) mediante los rodillos (14) que actúan sobre la masa. 4.- Dispositivo según la reivindicación 3, caracterizado porque los rodillos (14) en sus posiciones que actúan sobre la banda de acero superior (2) son variables de arriba a abajo y viceversa en una posición central para la fijación considerando el cambio de volumen. 5.- Dispositivo según una de las reivindicaciones 1 a 4, caracterizado porque a los rodillos (14) que actúan sobre la banda de acero superior se les puede aplicar diferente presión. 6.- Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque la banda de acero superior (2) y los rodillos (14) que interaccionan con ésta están dispuestos en un soporte (8) común. 7.- Dispositivo según una de las reivindicaciones 1 a 6, caracterizado porque en la zona de alimentación y de distribución transversal (A) pueden aspirarse gases, especialmente aire, entre las bandas de acero (1, 2). 8.- Dispositivo según una de las reivindicaciones 1 a 7, caracterizado porque una pluralidad de rodillos (13, 14) de la banda de acero superior e/o inferior (1, 2) está agrupada en grupos individuales (E a I y J a N). 9.- Dispositivo según una de las reivindicaciones 1 a 8, caracterizado porque una zona rectilínea aproximadamente horizontal (D) de la banda de acero inferior (1) está prevista en una salida del dispositivo. 10.- Dispositivo según la reivindicación 9, caracterizado porque la zona rectilínea (D) puede refrigerarse en la salida de la banda de acero inferior (1). 6 E08756845 11-11-2011 7 E08756845 11-11-2011
Patentes similares o relacionadas:
Lámina continua de material de gel y lámina continua de material de aerogel, del 18 de Septiembre de 2019, de ASPEN AEROGELS INC. (100.0%): Una lámina continua de material de gel de sílice, obtenible por
introducir un material fibroso de guata o esterilla en un elemento móvil para combinarlo con un sol catalizado […]
Procedimientos de producción de láminas de gel, del 17 de Agosto de 2016, de ASPEN AEROGELS INC. (100.0%): Un procedimiento que comprende las etapas de:
proporcionar una lámina de material de refuerzo;
introducir una cantidad de un material separador para separar […]
Procedimientos de producción de láminas de gel, del 12 de Agosto de 2015, de ASPEN AEROGELS INC. (100.0%): Un procedimiento para colar de forma continua láminas continuas rellenas de disolvente de material de gel flexible reforzado con fibras que comprende:
combinar […]
Procedimientos de producción de láminas de gel, del 1 de Octubre de 2014, de ASPEN AEROGELS INC. (100.0%): Un procedimiento de fabricación de láminas de gel, que comprende las etapas de:
proporcionar un cantidad de material fibroso de napa;
introducir […]
DISPOSITIVO DISTRIBUIDOR DE ESPUMAS EXPANSIBLES, del 16 de Octubre de 2007, de POLIURETANOS S.A.: Dispositivo distribuidor de espumas expansibles. Este dispositivo distribuidor está compuesto por una placa abatible , montada sobre la zona de espumado […]
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE PANALES PARA APICULTURA., del 1 de Noviembre de 2006, de BREAT, S.L.: EL METODO COMPRENDE UN PRIMER PASO DE APLICAR CERA LIQUIDA A UN MOLDE FORMADO POR UNA PLURALIDAD DE PROYECCIONES QUE SE CORRESPONDEN CON LAS CELDAS DEL PANAL DE FORMA QUE EL […]
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N- 9701564 POR: PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE PANALES PARA APICULTURA., del , de BREAT, S.L.: Mejoras en el objeto de la patente principal nº 9701564 por: Procedimiento y aparato para la fabricación de panales para apicultura. La invención prevé que la cinta portadora […]
PROCEDIMIENTO PARA LA PRODUCCION DE ELEMENTOS SANDWICH DE POLIURETANO, del 1 de Noviembre de 2008, de HENNECKE GMBH: Procedimiento para la producción continua de elementos sandwich de poliuretano que contienen una capa de cubrición superior y una capa de cubrición inferior […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimientos de producción de láminas de gel, del 12 de Agosto de 2015, de ASPEN AEROGELS INC. (100.0%): Un procedimiento para colar de forma continua láminas continuas rellenas de disolvente de material de gel flexible reforzado con fibras que comprende:
combinar […]
Procedimientos de producción de láminas de gel, del 12 de Agosto de 2015, de ASPEN AEROGELS INC. (100.0%): Un procedimiento para colar de forma continua láminas continuas rellenas de disolvente de material de gel flexible reforzado con fibras que comprende:
combinar […]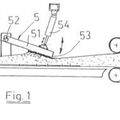 DISPOSITIVO DISTRIBUIDOR DE ESPUMAS EXPANSIBLES, del 16 de Octubre de 2007, de POLIURETANOS S.A.: Dispositivo distribuidor de espumas expansibles. Este dispositivo distribuidor está compuesto por una placa abatible , montada sobre la zona de espumado […]
DISPOSITIVO DISTRIBUIDOR DE ESPUMAS EXPANSIBLES, del 16 de Octubre de 2007, de POLIURETANOS S.A.: Dispositivo distribuidor de espumas expansibles. Este dispositivo distribuidor está compuesto por una placa abatible , montada sobre la zona de espumado […]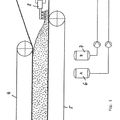 PROCEDIMIENTO PARA LA PRODUCCION DE ELEMENTOS SANDWICH DE POLIURETANO, del 1 de Noviembre de 2008, de HENNECKE GMBH: Procedimiento para la producción continua de elementos sandwich de poliuretano que contienen una capa de cubrición superior y una capa de cubrición inferior […]
PROCEDIMIENTO PARA LA PRODUCCION DE ELEMENTOS SANDWICH DE POLIURETANO, del 1 de Noviembre de 2008, de HENNECKE GMBH: Procedimiento para la producción continua de elementos sandwich de poliuretano que contienen una capa de cubrición superior y una capa de cubrición inferior […]