DISPOSITIVO DE MOLDEADO DE UNA ESTRUCTURA DE PISCINA Y PROCEDIMIENTO DE FABRICACION.
Dispositivo de moldeado de una estructura de piscina y procedimiento de moldeado de una piscina constituida por un material compuesto estratificado.
El dispositivo comprende una contrahuella de la estructura a moldear que presenta sobre su periferia por lo menos una parte de pared sustancialmente vertical y con una altura constante, así como un reborde periférico sustancialmente perpendicular a la pared vertical y solidario de ésta por su base para formar el reborde superior de dicha estructura. El dispositivo comprende asimismo al menos un órgano de reserva para cooperar con dicha pared vertical de la contrahuella sobre toda su altura para formar una excrecencia en la superficie de dicha pared, siendo dicha excrecencia apropiada para formar al menos una reserva en una pared lateral de dicha estructura durante el moldeado, permitiendo dicha reserva el ensamblaje de un elemento prefabricado con una forma complementaria de dicha reserva sobre dicha estructura
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702384.
Solicitante: PISCINES GROUPE GA.
Nacionalidad solicitante: Francia.
Dirección: PARC D'ACTIVITES, QUARTIER DU DOUARD, ZI DE GEMENOS RN8,GEMENOS.
Inventor/es: ANDREI,GERARD HENRI.
Fecha de Solicitud: 6 de Septiembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 15 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C33/30E
- B29C70/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Conformación por apilado (lay-up), es decir, aplicando fibras, bandas o grandes hojas en un molde, una plantilla o un núcleo; Conformación por pulverización, es decir, pulverizando las fibras sobre un molde, una plantilla o un núcleo.
- E04H4/14C
Clasificación PCT:
- E04H4/04 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04H EDIFICIOS O CONSTRUCCIONES SIMILARES PARA EMPLEOS PARTICULARES; PISCINAS PARA NADAR O PARA CHAPOTEAR; MASTILES; BARRERAS; TIENDAS O REFUGIOS PROVISIONALES, EN GENERAL (cimentaciones E02D). › E04H 4/00 Piscinas para nadar o para chapotear (generadores de olas en las bañeras A47K 3/10; separación de B01D; tratamiento del agua C02F; bombas que producen olas F04D 35/00). › prefabricadas o constituidas por elementos prefabricados.
Fragmento de la descripción:
Dispositivo de moldeado de una estructura de piscina y procedimiento de fabricación.
La presente invención se refiere a un dispositivo de moldeado de una estructura de piscina y a su procedimiento de fabricación, y más particularmente de estructuras de piscinas realizadas en materiales sintéticos estratificados a base de fibras de poliéster.
Las estructuras de piscinas de materiales sintéticos se obtienen habitualmente mediante la estratificación de fibras, en particular sintéticas y por ejemplo de poliéster, aplicadas sobre un molde recubierto previamente con un revestimiento gelatinoso, estando las fibras unidas por resinas endurecedoras. Tras el secado de las resinas, se obtiene la estructura de la piscina mediante el desmoldeado de ésta y se realizan a continuación los preparativos de acabado, en particular pulido, para obtener una estructura lista para utilizar e instalar.
Las formas y las dimensiones de las estructuras de piscinas de materiales sintéticos resultan habitualmente bastante simples y estándares. Esto se explica principalmente por el coste importante de los moldes destinados a realizar formas y volúmenes de estructuras irregulares, pero asimismo por las limitaciones de transporte por carretera sobre camiones que prohíben el transporte de estructuras con una anchura superior a 4 metros a fin de que la altura máxima del camión no sobrepase los límites reglamentarios, para unas longitudes que pueden alcanzar hasta 12 metros.
Por esta razón, las estructuras de las piscinas presentan habitualmente una geometría, a nivel del borde de piscina, que es generalmente rectangular, circular, ovoide o incluso en forma de judía.
A fin de aumentar el atractivo y las dimensiones de las piscinas de materiales compuestos y responder así a la demanda de los clientes, se han desarrollado técnicas de fabricación y de ensamblaje de elementos prefabricados aplicados a unas estructuras tradicionales de piscinas. Gracias a dichas técnicas, resulta posible ensamblar in situ sobre la estructura de la piscina que se está instalando unos elementos prefabricados tales como una o más escaleras de acceso u otras piscinas pequeñas, orillas o rebordes anexos, realizados preferentemente en un material idéntico al de la estructura principal de la piscina.
Una primera técnica consiste en fabricar independientemente una estructura de piscina tradicional y los elementos prefabricados, y a continuación, durante la instalación, en practicar en una primera etapa, en la pared de la estructura de piscina principal, un recorte con una forma complementaria del borde de ensamblaje de cada elemento prefabricado a aplicar sobre la estructura principal. Una vez se ha realizado dicho recorte, se pulen los bordes del mismo y a continuación se realiza el ensamblaje mediante la fijación con pernos del(o de los) elemento(s) prefabricado(s) sobre los bordes recortados realizados en la estructura principal de la piscina.
Tras el ensamblaje, se procede a la estanqueidad de la conexión realizada entre la estructura y el(o los) elemen- to(s) prefabricado(s) aplicado(s) a la estructura principal mediante una estratificación sobre la juntura para evitar la infiltración de agua una vez se ha llenado con agua la piscina.
Dicha técnica de ensamblaje de elementos prefabricados adolece de diversos inconvenientes. En primer lugar, los recortes de la estructura principal suponen un desperdicio de material, un alargamiento y una complicación de instalación de la piscina en su sitio. Efectivamente, las partes recortadas de la estructura no son reciclables y las operaciones de recorte se deben realizar con el máximo cuidado a fin de que el ensamblaje posterior se pueda realizar apropiadamente y con precisión.
Además, aparte de un potencial debilitamiento de la estructura de la piscina a causa de microfisuras, la realización de recortes requiere una estratificación adicional tras el ensamblaje de los elementos aplicados sobre la estructura, a nivel de la unión entre la estructura y los elementos aplicados. Ahora bien, dicha estratificación únicamente se puede realizar correctamente respetando determinadas condiciones climáticas de temperatura y de higrometría, lo que a veces obliga a los responsables de la instalación de la piscina a esperar varios días antes de poder continuar con la instalación de la piscina tras la estratificación.
Otra técnica consiste en sustituir la realización de los recortes de la estructura principal en el lugar de instalación de la piscina por la formación, durante el moldeado de la estructura principal de la piscina, de una(s) reserva(s) con una forma complementaria de la del borde de los elementos prefabricados a ensamblar en las paredes laterales de dicha estructura principal. Dichas reservas permiten evitar los inconvenientes inherentes a la realización de los recortes en el lugar de instalación de la piscina, en particular los relacionados con el debilitamiento de la estructura principal. Sin embargo, dicha técnica de fabricación exige tantos moldes de fabricación de las estructuras principales como posiciones pretendidas de las reservas en función de los deseos de instalación de los elementos prefabricados aplicados por los clientes, lo que representa para el fabricante de estructuras un coste excesivo y unos plazos de fabricación importantes.
Por otra parte, para que el ensamblaje, que siempre se realiza mediante fijación con pernos, resulte bien estanco entre los elementos aplicados y el depósito principal de la piscina, resulta a menudo necesario prever unas inserciones de ensamblaje tales como las descritas en la patente francesa n.º 9611451, que se realizan según el perímetro de la reserva y en las que se introducen los pernos de los que únicamente sobresale el vástago roscado y que se utilizan según un procedimiento descrito en dicha patente. Ahora bien, el empleo de dichas inserciones de ensamblaje, aunque eficaces, resulta limitado puesto que, antes de la instalación de la piscina, resulta necesario realizar una inserción adaptada especialmente, a continuación disponerla en su lugar con precisión entre la estructura de la piscina y los bordes de ensamblaje del elemento aplicado, y por último realizar la fijación con pernos para unir el conjunto. Dichas operaciones complican y alargan considerablemente la duración del montaje de piscinas con los elementos aplicados.
El problema planteado, en el que se basa la presente invención, consiste por lo tanto en encontrar un modo de fabricación de estructuras de piscina que permita y facilite el ensamblaje en la zona de construcción de los elementos complementarios prefabricados, tales como escaleras u orillas, en cualquier posición sobre la estructura de la piscina sin que se necesite por lo tanto una pluralidad de moldes distintos.
Un problema adicional es encontrar un modo de fabricación de estructuras de piscinas que permita un ensamblaje en la zona de construcción de dichos elementos prefabricados en la estructura de la piscina realizando los esfuerzos necesarios y asegurando una buena estanqueidad y rigidez del conjunto, garantizando al mismo tiempo una buena estética de conjunto, sin utilizar elementos de unión o ensamblaje adicionales.
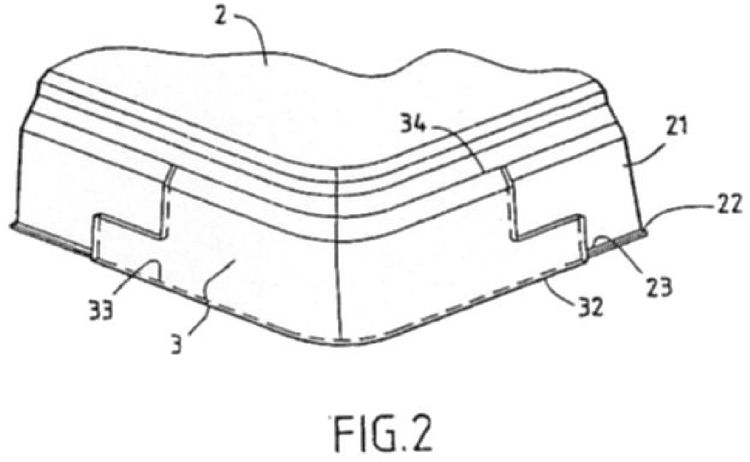
La solución a dichos problemas consiste en un dispositivo de moldeado de una estructura de piscina constituida por un material compuesto estratificado, comprendiendo el dispositivo una contrahuella de dicha estructura a moldear, presentando dicha contrahuella en su periferia por lo menos una parte de pared sustancialmente vertical con una altura constante, así como un reborde periférico sustancialmente perpendicular a dicha parte de pared vertical y solidaria de ésta en su base para formar el reborde superior de dicha estructura durante el moldeado, caracterizado porque comprende por lo menos un órgano de reserva apropiado para cooperar con dicha pared vertical de la contrahuella a lo largo de toda la altura de ésta para formar una excrecencia prominente en la superficie de dicha pared apropiada para formar por lo menos una reserva en una pared lateral de dicha estructura durante el moldeado, permitiendo dicha reserva el ensamblaje de un elemento prefabricado con una forma complementaria de dicha reserva sobre dicha estructura.
Según una primera característica particular del dispositivo de la presente invención, dicho órgano de reserva comprende una cara de chapado con una altura igual a la altura de la pared lateral de dicha contrahuella y un pie solidario y sustancialmente perpendicular a dicha cara de chapado, estando dicha cara de chapado y dicho pie conformados para apoyarse de un modo continuo...
Reivindicaciones:
1. Dispositivo de moldeado (1) de una estructura de piscina (4) constituida por un material compuesto estratificado, comprendiendo el dispositivo una contrahuella (2) de dicha estructura a moldear, presentando dicha contrahuella en su periferia por lo menos una parte de pared (22) sustancialmente vertical con una altura constante (H), así como un reborde periférico (23) sustancialmente perpendicular a dicha parte de pared vertical (22) y solidaria de ésta en su base para formar el reborde superior de dicha estructura durante el moldeado, caracterizado porque comprende por lo menos un órgano de reserva (3) apropiado para cooperar con dicha pared vertical (22) de la contrahuella a lo largo de toda la altura (H) de ésta para formar una excrecencia prominente en la superficie de dicha pared, siendo dicha excrecencia apropiada para formar por lo menos una reserva (41) en una pared lateral de dicha estructura durante el moldeado, permitiendo dicha reserva el ensamblaje de un elemento prefabricado con una forma complementaria de dicha reserva sobre dicha estructura.
2. Dispositivo de moldeado según la reivindicación 1, caracterizado porque dicho órgano de reserva comprende una cara de chapado (31) con una altura (h) igual a la altura (H) de la pared (22) de dicha contrahuella (2) y un pie (32) solidario y sustancialmente perpendicular a dicha cara de chapado (31), estando dicha cara de chapado y dicho pie conformados para apoyarse de forma continua contra dicha pared lateral (22) y dicho reborde periférico (23) de dicha contrahuella (2) durante el moldeado.
3. Dispositivo de moldeado según la reivindicación 1 ó 2, caracterizado porque dicho órgano de reserva (3) es móvil sobre dicha contrahuella (2) a lo largo de dicha pared vertical (21) y de dicho reborde periférico (22) a fin de permitir la formación de dicha reserva (41) en cualquier lugar de la periferia de dicha estructura (4) moldeada sin modificar dicha contrahuella.
4. Dispositivo de moldeado según una de las reivindicaciones 1 a 3, caracterizado porque dicho órgano de reserva (3) es amovible con respecto a dicha contrahuella (2) de tal modo que permite el moldeado de dicha estructura (4) desprovista de reserva sin modificar la contrahuella.
5. Dispositivo según una de las reivindicaciones 2 a 4, caracterizado porque dicho órgano de reserva (3) comprende sobre por lo menos un lado de dicha cara de chapado (31) un plano inclinado (33) solidario de dicha cara de chapado para formar durante el moldeado de dicha estructura (4) un labio de ensamblaje (42) a lo largo de dicha reserva (41), estando dicho labio conformado para soportar o apoyarse contra un labio o pared de ensamblaje complementario de dicho elemento prefabricado a ensamblar sobre dicha estructura.
6. Procedimiento de fabricación de una estructura de piscina (4) constituida por un material compuesto estratificado, caracterizado porque se realiza el moldeado de dicha estructura con la ayuda de un dispositivo (1) según una de las reivindicaciones 1 a 5 y en el que sucesivamente:
Patentes similares o relacionadas:
Planta y método para aplicar un material de refuerzo provisto de una pluralidad de filamentos, preferentemente una tela de refuerzo hecha de fibra de vidrio, a un producto cerámico, del 27 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Una planta para aplicar un material de refuerzo, que está provisto de una pluralidad de filamentos, en particular una tela de refuerzo, en al menos una superficie […]
Componente compuesto fibroso con cuerpo de relleno reticulado por radiación, del 29 de Abril de 2020, de Airbus Defence and Space GmbH: Procedimiento para la producción de un componente compuesto fibroso , comprendiendo el procedimiento: producción de un cuerpo de relleno para una preforma del […]
Método para fabricar estructuras huecas de refuerzo que se cortan entre sí, del 15 de Abril de 2020, de Leonardo S.p.A: Método para fabricar paneles o aeroestructuras (P) asociados con una pluralidad de estructuras huecas de refuerzo en el que al menos dos de dichas estructuras […]
Textiles compuestos, que incluyen filamentos extendidos, del 15 de Abril de 2020, de THE BOEING COMPANY: Un artículo que comprende un textil multidireccional de primeras estopas de fibra de refuerzo que se extienden en una primera dirección y segundas […]
Proceso de cocurado para la unión de estructuras de material compuesto, del 8 de Abril de 2020, de THE BOEING COMPANY: Un método para fabricar un ensamblaje de material compuesto, que incluye: disponer una pluralidad de primeras capas de material compuesto para formar una […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
Método para conformar y montar vigas de material compuesto, del 6 de Noviembre de 2019, de Leonardo S.p.A: Un método para conformar y montar vigas en H, comprendiendo el método las etapas de: - proporcionar un primer y un segundo mandriles […]