DISPOSITIVO DE MECANIZADO Y PROCEDIMIENTO DE MECANIZADO PARA MECANIZAR OBJETOS POR MEDIO DE MEDICIÓN DEL TIEMPO.
Máquina de funcionamiento continuo que comprende una unidad de control (C;
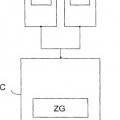
C1, C2,..., Cn; CM) con temporizador (ZG) configurado para emitir un tiempo de sistema; y al menos dos unidades de máquina (S11, A11) conectadas con la unidad de control, para recibir el tiempo de sistema, en la que la primera unidad de máquina (S11) comprende al menos un elemento de detección (SE11) y está configurada para detectar un evento y para emitir un momento de evento, basado en el tiempo de sistema, que está relacionado con la detección del evento, y la segunda unidad de máquina (A11) comprende al menos un elemento actuador (AE11) y está configurada para realizar una operación según un momento de mecanizado predeterminado por la unidad de control, basado en el tiempo de sistema y el momento de evento, estando configurada la primera unidad de máquina para detectar como evento un objeto en un dispositivo de transporte
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08001825.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: Hils,Winfried, Moritz,Frank, Tritschler,Markus.
Fecha de Publicación: .
Fecha Solicitud PCT: 31 de Enero de 2008.
Clasificación Internacional de Patentes:
- G05B19/042M
- G05B19/418C
Clasificación PCT:
- G05B19/418 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Control total de una fábrica, es decir, control centralizado de varias máquinas, p. ej. control numérico directo o distribuido (DNC), sistemas de fabricación flexibles (FMS), sistemas de fabricación integrados (IMS), fabricación integrada por computador (CIM).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362048_T3.pdf

Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se refiere a un dispositivo de mecanizado y a un procedimiento de mecanizado para mecanizar objetos en movimiento, y en particular a un dispositivo de mecanizado y a un procedimiento de mecanizado para una medición y un mecanizado continuos de objetos en movimiento en una máquina de funcionamiento continuo por medio de medición del trayecto/del tiempo en sistemas distribuidos.
ESTADO DE LA TÉCNICA
Los dispositivos y procedimientos con los que se guía un objeto, que se encuentra sobre un dispositivo de transporte, a lo largo de un tramo de mecanizado, que se detecta en una determinada posición y se mecaniza en otra posición, se denominan en general máquinas de funcionamiento continuo o procedimientos de funcionamiento continuo.
A este respecto se detectan piezas de trabajo, en este caso denominadas objetos, tal como por ejemplo material de plancha rígido, tal como planchas de madera maciza o de aglomerado, las denominadas planchas de madera estratificada, planchas de madera contrachapada, planchas de material compuesto de madera, plástico o metal, o similares, en un dispositivo de transporte y a continuación se realiza un mecanizado en las mismas.
Naturalmente, en un mecanizado de funcionamiento continuo de este tipo puede realizarse no sólo una operación de mecanizado en los objetos, sino que son posibles diversos mecanizados, tal como por ejemplo corte, fresado, pulido, taladrado, etc. Además también es posible incorporar o pegar o atornillar otras piezas sobre los objetos, tales como por ejemplo piezas de trabajo.
Así, la pieza de trabajo puede guiarse, por ejemplo durante el desarrollo automatizado de un mecanizado de piezas de trabajo, por varias estaciones de mecanizado por medio de un dispositivo de transporte con cinta transportadora
o cadena transportadora, sin que tengan que intervenir personas en el transcurso del trabajo.
A este respecto es extremadamente importante que se conozca siempre de manera precisa la posición exacta de la pieza de trabajo sobre el dispositivo de transporte, de modo que un mecanizado posterior se realice también en el lugar correcto de la pieza de trabajo.
Convencionalmente las máquinas de funcionamiento continuo están equipadas con un dispositivo de detección de piezas de trabajo y un sistema de medición del trayecto, cuyas señales se suministran a una unidad de control para su procesamiento. En la zona de entrada del dispositivo de transporte puede detectarse a este respecto una pieza de trabajo y emitirse una señal correspondiente. Dado que además puede determinarse la velocidad aproximada de la cinta transportadora o de la cadena transportadora, por ejemplo mediante la medición del trayecto recorrido en diferentes instantes, puede determinarse de ese modo la posición aproximada de la pieza de trabajo en la máquina de funcionamiento continuo.
Mediante la colocación de sensores en el dispositivo de transporte puede emitirse por consiguiente también una señal, que indica que se mide la llegada de una pieza de trabajo u objeto a un sensor, lo que corresponde a la posición de la pieza de trabajo. Después puede darse a un actuador aguas de abajo, la orden de que se encienda o se desplace, de modo que tras un determinado tramo recorrido por la pieza de trabajo desde el sensor, el actuador la mecaniza. Por consiguiente es posible un mecanizado continuo de piezas de trabajo en varias estaciones de mecanizado sin intervención humana. Por tanto un sensor indica, por ejemplo mediante una señal de activación, que ha realizado una medición y se le da la a un actuador la orden, por ejemplo mediante una señal de activación, de que debe encenderse o desplazarse.
A partir de la descripción anterior queda claro que el número de las piezas mecanizadas depende enormemente de la velocidad del dispositivo de transporte, es decir, duplicando la velocidad puede duplicarse también el rendimiento.
Sin embargo, cuanto mayor sea la velocidad, más graves serán las influencias perturbadoras sobre la posición de la pieza de trabajo y menor la precisión. Influencias perturbadoras son por ejemplo la reacción del control, el deslizamiento durante el avance de la pieza de trabajo, tolerancias en el transporte de avance y en la detección de piezas de trabajo, que sólo pueden detectarse dentro de ciertos límites de precisión.
El documento EP 1 659 465 A2 se refiere a un protocolo de red de control de desplazamiento con sello de fecha y hora. Se describe un sistema que posibilita el control de un desplazamiento en una red y comprende una interfaz y un componente de control del desplazamiento con un generador de reloj. Por ejemplo, un controlador y una unidad pueden comunicarse a través de una red basada en Ethernet, pudiendo la unidad medir propiedades físicas y el controlador generar órdenes. Los datos relativos al desplazamiento pueden contener un sello de fecha y hora, que está relacionado con un momento en el que se efectuó una medición y/o un momento en el que deben ejecutarse los datos.
El documento US 5 887 029 se refiere a un procedimiento para la planificación del desarrollo en el caso de eventos de control separados espacialmente con un controlador industrial. Se establece un tiempo de sistema adaptado mutuamente para componentes separados espacialmente de un sistema de control usando mensajes de sincronización, que se transmiten a través de un enlace de comunicación. Pueden obtenerse acciones coordinadas de manera precisa en componentes separados usando un tiempo. El tiempo de sistema puede usarse para aplicar sellos de fecha y hora a eventos de activación recibidos. Por ejemplo puede desearse que una acción se realice después de un intervalo fijo tras un evento de activación, sin que el módulo de procesador tenga ninguna información previa sobre cuándo debe realizarse la acción, sino sólo un intervalo fijo.
SUMARIO DE LA INVENCIÓN
Por consiguiente, un objetivo de la presente invención es proporcionar una máquina de funcionamiento continuo y un procedimiento de mecanizado para una máquina de funcionamiento continuo, para mejorar la precisión en la determinación de la posición y longitud de objetos en movimiento, sin que deba reducirse la velocidad de paso de los objetos.
Este se consigue mediante las características de las reivindicaciones independientes.
Según una forma de realización, el dispositivo de mecanizado comprende una unidad de control con un temporizador para emitir un tiempo de sistema y al menos dos unidades de máquina conectadas con la unidad de control configuradas para recibir el tiempo de sistema, comprendiendo la primera unidad de máquina al menos un elemento de detección y estando configurada para detectar un evento y para emitir un momento de evento, basado en el tiempo de sistema, que está relacionado con la detección del evento, y comprendiendo la segunda unidad de máquina al menos un elemento actuador, y estando configurada para realizar una operación según un momento de mecanizado predeterminado por la unidad de control, basado en el tiempo de sistema y el momento del evento. Por consiguiente una primera unidad de máquina con elemento de detección, tal como por ejemplo un sensor, indica exactamente, cuándo y cómo ha realizado una medición, y a una segunda unidad de máquina con elemento actuador, tal como por ejemplo un actuador, se le puede indicar en qué instante debe iniciar una operación. De este modo puede detectarse de manera precisa en el tiempo la posición exacta de un objeto y comunicarse a través de al menos un dispositivo de control a otras unidades de máquina. De este modo se posibilitan una detección esencialmente más precisa de un objeto y una activación esencialmente más precisa de unidades de máquina con elementos actuadores para mecanizar objetos, y trabajando de manera sencilla en el dominio del tiempo se ahorran conversiones de señales. A este respecto la precisión en un sistema de este tipo no depende del tiempo de propagación de las líneas de comunicación y buses de campo entre los componentes o el momento de ciclo del control, sino sólo de la resolución del tiempo de sistema, es decir, de la precisión de sincronización de las unidades de máquina entre sí.
Un dispositivo de mecanizado en el sentido de la invención es cualquier sistema que tenga tiempos distribuidos, y en el que el momento de aparición de un evento, tal como por ejemplo la detección de un objeto, pueda enviarse de una unidad a otra, después pueda procesarse y entonces pueda indicar la realización... [Seguir leyendo]
Reivindicaciones:
1. Máquina de funcionamiento continuo que comprende
una unidad de control (C; C1, C2,..., Cn; CM) con temporizador (ZG) configurado para emitir un tiempo de sistema; y
al menos dos unidades de máquina (S11, A11) conectadas con la unidad de control, para recibir el tiempo de sistema, en la que
la primera unidad de máquina (S11) comprende al menos un elemento de detección (SE11) y está configurada para detectar un evento y para emitir un momento de evento, basado en el tiempo de sistema, que está relacionado con la detección del evento, y
la segunda unidad de máquina (A11) comprende al menos un elemento actuador (AE11) y está configurada para realizar una operación según un momento de mecanizado predeterminado por la unidad de control, basado en el tiempo de sistema y el momento de evento,
estando configurada la primera unidad de máquina para detectar como evento un objeto en un dispositivo de transporte.
2. Máquina de funcionamiento continuo según la reivindicación 1, en la que la primera unidad de máquina (S11) está configurada para emitir el evento con el momento de evento basado en el tiempo de sistema como señal de detección a la unidad de control (C; C1, C2,..., Cn; CM).
3. Máquina de funcionamiento continuo según la reivindicación 1 ó 2, en la que la unidad de control (C; C1, C2,..., Cn; CM) está configurada para, basándose en el momento de evento, calcular el momento de mecanizado.
4. Máquina de funcionamiento continuo según la reivindicación 1, 2 ó 3, en la que la unidad de control (C; C1, C2,..., Cn; CM) está configurada para emitir el momento de mecanizado como señal de mecanizado a la segunda unidad de máquina (A11).
5. Máquina de funcionamiento continuo según la reivindicación 1, 2 ó 3, que comprende además
una tercera unidad de máquina (S12) con un segundo elemento de detección, y
una cuarta unidad de máquina (A12) con un segundo elemento actuador, en la que
la tercera y la cuarta unidad de máquina están configuradas para recibir el tiempo de sistema desde la unidad de control, y la unidad de control (C; C1, C2,..., Cn; CM) está configurada para, basándose en el evento y el momento de evento, seleccionar la unidad de máquina con elemento actuador (A11, A12), al que debe comunicarse el momento de mecanizado.
6. Máquina de funcionamiento continuo según una de las reivindicaciones 1 a 5, en la que la primera y la segunda unidad de máquina (S11, A11) forman un módulo de mecanizado (310).
7. Máquina de funcionamiento continuo según la reivindicación 6, en la que el módulo de mecanizado (310) comprende una unidad de control del módulo (C; C1,..., Cn).
8. Máquina de funcionamiento continuo según la reivindicación 7, en la que la unidad de control del módulo (C1,..., Cn) está configurada para comunicarse con la unidad de control (CM) a través de un sistema de bus y para recibir el tiempo de sistema a través del sistema de bus.
9. Máquina de funcionamiento continuo según una de las reivindicaciones 1 a 8, en la que la unidad de control está configurada para sincronizar las unidades de máquina (S11, A11, S12, A12).
10. Máquina de funcionamiento continuo según una de las reivindicaciones 1 a 9, en la que la primera unidad de máquina (S11) comprende una primera memoria para almacenar eventos y momentos de evento.
11. Máquina de funcionamiento continuo según una de las reivindicaciones 1 a 10, en la que la segunda unidad de máquina (A11) comprende una segunda memoria para almacenar momentos de mecanizado y/o datos de valores teóricos para el correspondiente mecanizado.
12. Máquina de funcionamiento continuo según una de las reivindicaciones 1 a 11, en la que el tiempo de sistema corresponde al tiempo universal real.
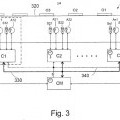
13. Máquina de funcionamiento continuo según una de las reivindicaciones 1 a 12, que comprende además un sensor de objetos (S) para detectar un objeto (O1,..., On) en un dispositivo de transporte (320) y para emitir
una señal de detección de objeto que contiene un momento de detección de objeto, basado en el tiempo de sistema.
14. Máquina de funcionamiento continuo según una de las reivindicaciones 1 a 13, que comprende además un indicador de posición (G) para emitir una señal de medición de manera correspondiente a una medición de
5 una posición de un dispositivo de transporte (320) a la unidad de control, conteniendo la señal de medición un momento de medición basado en el tiempo de sistema, que está relacionado con la medición.
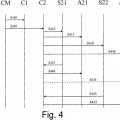
15. Máquina de funcionamiento continuo según la reivindicación 13 ó 14, en la que la unidad de control está configurada para calcular una posición de un objeto en el dispositivo de transporte en diferentes momentos mediante el uso de la señal de medición y de la señal de detección o de la señal de detección de objeto.
10 16. Procedimiento de mecanizado para una máquina de funcionamiento continuo, que comprende
emitir un tiempo de sistema definido desde una unidad de control con temporizador a al menos dos unidades de máquina, detectar un evento con la primera unidad de máquina, emitir un momento de evento basado en el tiempo de sistema, que está relacionado con la detección del evento, desde la primera unidad de máquina a la unidad de control, y
realizar una operación según un momento de mecanizado predeterminado por la unidad de control, basado en el tiempo de sistema y el momento de evento, mediante la segunda unidad de máquina, desencadenándose el evento en la primera unidad de máquina por un objeto en un dispositivo de transporte.
17. Procedimiento de mecanizado según la reivindicación 16, que comprende además calcular mediante la unidad de control (C; C1, C2,, Cn; CM) el momento de mecanizado basado en el momento de evento y el tiempo de sistema.
18. Procedimiento de mecanizado según la reivindicación 16 ó 17, que comprende además
emitir el momento de mecanizado como señal de mecanizado desde la unidad de control a la segunda unidad de máquina (A11).
Patentes similares o relacionadas:
 DISPOSITIVO DE FUNCIONAMIENTO PARA ACCIONAR UNA BARRERA TAL COMO PUERTAS, VENTANAS O SIMILARES, Y PROCEDIMIENTO ASOCIADO, del 21 de Abril de 2010, de NEKOS SRL: Procedimiento para el funcionamiento de un sistema de cierre tal como puertas, ventanas o similares con accionadores de movimiento sincronizados, que comprende las etapas […]
DISPOSITIVO DE FUNCIONAMIENTO PARA ACCIONAR UNA BARRERA TAL COMO PUERTAS, VENTANAS O SIMILARES, Y PROCEDIMIENTO ASOCIADO, del 21 de Abril de 2010, de NEKOS SRL: Procedimiento para el funcionamiento de un sistema de cierre tal como puertas, ventanas o similares con accionadores de movimiento sincronizados, que comprende las etapas […]
 SISTEMA DE CONTROL MODULAR PARA MAQUINA DE CONFORMACION DE VIDRIO, del 6 de Abril de 2010, de FUTRONIC GMBH: Un sistema de control modular para controlar una máquina de conformación de vidrio que tiene un ciclo operativo dividido en una pluralidad de subciclos […]
SISTEMA DE CONTROL MODULAR PARA MAQUINA DE CONFORMACION DE VIDRIO, del 6 de Abril de 2010, de FUTRONIC GMBH: Un sistema de control modular para controlar una máquina de conformación de vidrio que tiene un ciclo operativo dividido en una pluralidad de subciclos […]
 PROCEDIMIENTO DE INTERCAMBIO DE DATOS ENTRE SISTEMAS DE MANDO DE MAQUINAS, Y EN PARTICULAR DE ROBOTS, del 4 de Mayo de 2010, de KUKA ROBOTER GMBH: Procedimiento de intercambio de datos entre sistemas de mando de máquinas, y en particular de robots, donde un primer sistema de mando genera una instrucción a transmitir […]
PROCEDIMIENTO DE INTERCAMBIO DE DATOS ENTRE SISTEMAS DE MANDO DE MAQUINAS, Y EN PARTICULAR DE ROBOTS, del 4 de Mayo de 2010, de KUKA ROBOTER GMBH: Procedimiento de intercambio de datos entre sistemas de mando de máquinas, y en particular de robots, donde un primer sistema de mando genera una instrucción a transmitir […]
Sistema de trabajo estéril, del 1 de Julio de 2020, de Shibuya Corporation: Un sistema de trabajo estéril para permitir que un trabajador realice un trabajo estéril requerido para cultivo dentro de una cámara estéril del sistema que tiene […]
Controlador de sistema transportador, sistema transportador y método de sincronización de datos, del 1 de Julio de 2020, de EWAB Engineering AB: Un controlador de sistema transportador , que comprende: una unidad de almacenamiento de datos configurada para almacenar una […]
Procedimiento y disposición para el control remoto de dispositivos de campo de al menos un sistema de automatización, del 17 de Junio de 2020, de SCHNEIDER ELECTRIC INDUSTRIES SAS: Procedimiento para el control remoto de al menos un dispositivo de campo (D1... Dn) en al menos un sistema de automatización (P1... Pk) con una unidad de control (BG); […]
Dispositivo y método para la transmisión de datos, del 10 de Junio de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Dispositivo para la transmisión de datos con una interfaz de aparato de medición , una interfaz de control y una interfaz adicional […]
Procedimiento para hacer funcionar una planta de producción y planta de producción, del 3 de Junio de 2020, de SEW-EURODRIVE GMBH & CO. KG: Procedimiento para hacer funcionar una planta de producción son que la planta de producción tiene un sistema de control de nivel superior, estaciones de trabajo […]