Dispositivo de fijación, máquina lavadora con dispositivo de fijación y procedimiento de fabricación de dispositivo de fijación.
La invención se refiere a un dispositivo de fijación, a una máquina lavadora con dispositivo de fijación y a un procedimiento de fabricación de dispositivo de fijación.
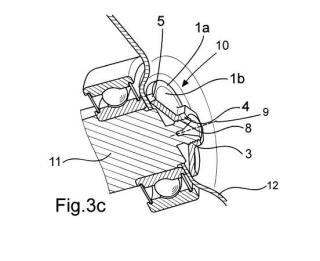
El dispositivo de fijación (10) comprende una porción tubular (3) roscada, un paso axial (2) dispuesto en una zona central de la porción tubular, que define un eje de roscado (9), y medios de apriete (6) para facilitar el roscado del dispositivo donde el dispositivo de fijación está realizado mediante estampación de chapa de metal.
Para un mejor ajuste y bloqueo del dispositivo de fijación, este comprende medios de bloqueo (4) y/o medios de ajuste (5).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231894.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: GRACIA BOBED,ISMAEL, RECIO FERRER,EDUARDO, MARTINEZ PEREZ,GERARDO, GRACIA CANO,Eduardo.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16D1/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 1/00 Acoplamientos para establecer una unión rígida entre dos ejes coaxiales u otros elementos móviles de una máquina (montaje de las ruedas en los ejes de vehículos ferroviarios F16C 3/10). › para montaje de un órgano en un eje o en la extremidad de un eje (fijación de hélices de buques a los ejes B63H 23/34).
Fragmento de la descripción:
La presente invención se refiere a un dispositivo de fijación.
El dispositivo de fijación de la invención encuentra aplicación por ejemplo en la fijación de componentes de máquina lavadora, tal como en la fijación de una polea de transmisión a un eje de tambor o de un contrapeso a una cuba.
La unión de la polea de transmisión al eje del tambor de una máquina lavadora es un punto clave, ya que si no es una fijación firme se corre el riesgo de que se suelte e inutilice la máquina lavadora. Se requieren por ello fijaciones que eviten completamente el movimiento relativo entre la polea y el eje del tambor.
Los dispositivos de fijación de poleas son generalmente caros y complejos, ya que requieren un par de apriete muy alto para garantizar la buena transmisión de los pares generados por el motor. Actualmente se utilizan los tres sistemas siguientes:
- Tuercas rígidas de métrica muy grande y pares de torsión altos.
- Eje del tambor con un extremo dotado de chaflanes y fijaciones que clavan o sujetan las poleas que, a su vez, disponen de chaflanes complementarios como en GB2412711. En su conexión inevitablemente hay una tolerancia que con el tiempo puede soltar la fijación.
- Mediante una arandela elástica y una tuerca que aplica el par. La arandela elástica mantiene el par y elimina las pérdidas por relajación de los materiales que componen la unión. Es una conexión fiable pero requiere la arandela adicional, lo que encarece el producto y los posibles errores de montaje.
Los dispositivos de fijación del estado de la técnica basados en una tuerca rígida tienen el problema de que pierden par de apriete con el uso. Por ejemplo, un par de apriete inicial de 90 Nm puede disminuir hasta 70 Nm. La sección del eje del tambor donde se une la polea, tiene por ello un chaflán donde encaja la polea, para evitar el giro relativo entre ambos en el caso de que la tuerca pierda par de apriete. Este chaflán implica tener que alargar el eje unos milímetros más.
La fijación con chaflán necesita una tolerancia para introducir el orificio de la polea, lo que provoca que en ocasiones se monte la polea girada respecto al eje todo lo que permite la tolerancia. Si se enrosca la tuerca en esa posición, durante el funcionamiento de la máquina, la polea tenderá a ocupar su posición correcta al poco tiempo, aflojando la tuerca y desmontando la fijación, lo que acaba dañando la máquina lavadora.
Actualmente todas o la mayoría de las tuercas se fabrican partiendo de bloques de acero y realizándolas mediante estampación y/o mecanizado. Dentro de estas tuercas hay una subclase que son las auto bloqueantes, frenantes o anti vibración.
Prácticamente todos los fabricantes consiguen estas tuercas añadiendo material y deformándolas, con lo que se necesita otro espesor de material más débil (tuercas conocidas como Cleveloc) o añadiendo o enjaulando un material rozante normalmente plástico (conocidas como Nyloc).
El auto bloqueo de las tuercas se consigue por el ajuste del cuello de la tuerca contra el tornillo por la deformación al aplicar el par de apriete. Las tuercas Cleveloc presentan el inconveniente frente a las Nyloc del excesivo par de apriete necesario para conseguir el mismo ajuste. Estos dos dispositivos de apriete resultan bastante costosos en su producción.
Existen dispositivos de fijación elásticos en el estado de la técnica como el descrito en el documento ES2399121A1 realizados por embutición de chapa metálica que comprenden un paso axial roscado dispuesto en una zona central del dispositivo de fijación, que define un eje de roscado, una sección de arandela elástica, que se extiende desde el paso axial en una dirección radial de alejamiento respecto al eje de roscado, y medios de apriete para facilitar el roscado del dispositivo.
Este dispositivo aunque mejorado respecto al anteriormente mencionado, sigue presentando el problema de pérdidas de apriete.
La presente invención proporciona una solución a la problemática anteriormente expuesta, mediante un dispositivo de fijación según la reivindicación 1 que comprende una porción tubular roscada, un paso axial dispuesto en una zona central de la porción tubular, que define un eje de roscado, y medios de apriete para facilitar el roscado del dispositivo donde el dispositivo de fijación está realizado mediante estampación de chapa de metal y además comprende medios de bloqueo y/o ajuste.
Así, en un primer aspecto inventivo, se define un dispositivo de fijación, que comprende una porción tubular roscada, un paso axial dispuesto en una zona central de la porción tubular, que define un eje de roscado, y medios de apriete para facilitar el roscado del dispositivo donde el dispositivo de fijación está realizado mediante estampación de chapa de metal y además comprende medios de bloqueo y/o ajuste.
El dispositivo de fijación de la invención permite una unión correcta de componentes mediante una única pieza, con el par de apriete adecuado y que además está fabricada de una única lámina de chapa estampada incorporando medios para el bloqueo anti giro ysu auto ajuste. De este modo el dispositivo de fijación de la invención proporciona un mejor comportamiento en uniones roscadas sometidas a vibraciones y en las cuales el mantenimiento del par de apriete es esencial. El medio de bloqueo evita el giro de desenroscado del dispositivo de apriete a la vez que garantiza una presión estable y reduce las vibraciones.
Además, el uso de un dispositivo de fijación como el de la invención, permite la fijación de la polea sin necesidad de chaflán ya que no pierde par de apriete, sino que lo mantiene constantemente durante la vida de la máquina.
Otras ventajas que presenta el dispositivo de fijación de la invención son la disminución del coste, la facilidad de montaje, la eliminación de referencias de piezas y la garantía de la unión de los componentes.
Ventajosamente, los medios de apriete proporcionados en el dispositivo de fijación permiten un fácil roscado a la contra-rosca donde vaya a ser instalado mediante una herramienta adecuada, manual o automática.
En una realización el que el paso axial está roscado interiormente en la pared interior de la porción tubular y los medios de apriete dispuestos en la pared exterior de la porción tubular. En este caso, va a ser roscado a una contra-rosca macho de un tornillo.
Y en otra realización el que el paso axial está roscado exteriormente en la pared exterior de la porción tubular y los medios de apriete están dispuestos en el paso axial en la pared interior de la porción tubular. En este caso va a ser roscado a la contra-rosca de un orificio roscado hembra.
En una realización los medios de bloqueo comprenden al menos una deformación dispuesta en la pared roscada de la porción tubular. Esto es, la deformación bien puede ser por adición de material a la rosca o por una deformación del cuello de la porción tubular. De este modo, aunque la fuerza requerida para el apriete va a ser mayor, la presión con la contra-rosca va a asegurar un apriete duradero. Una realización particular de la deformación, prevé que la deformación está realizada como un corte de la chapa que está doblado hacia la pared roscada. De este modo, se crea un enclavamiento mecánico de la deformación en la contra-rosca.
Los medios de ajuste comprenden una sección de arandela, realizada de la misma pieza de chapa que el cuerpo tubular, que se extiende desde el paso axial en una dirección radial de alejamiento respecto al eje de roscado y una lengüeta dispuesta en el perímetro de la sección de arandela doblada en una dirección de alejamiento de la porción tubular.
De esta forma se proporciona las características de un tipo de rosca conocida como rosca Grower en el dispositivo de fijación. De este modo se garantiza una presión estable que se acomoda a cambios de temperatura y/o presión reduciéndose las vibraciones y facilitando el ajuste preciso de la presión final.
En una realización, los medios de apriete están configurados como una pared de apriete que tiene un contorno poligonal, preferentemente hexagonal. En este tipo de medios de apriete más usuales cabe utilizar herramientas muy comunes del tipo llave inglesa o llave Alien.
En una realización, el dispositivo de fijación elástico comprende una sección de arandela que presenta un perfil transversal con simetría de revolución respecto al eje de roscado. En este caso, el perfil transversal de la sección de arandela puede comprender preferentemente una porción de apoyo y una porción inclinada sustancialmente respecto a la porción de apoyo.
En una realización preferida, la porción de apoyo presenta un...
Reivindicaciones:
1. Dispositivo de fijación (10, 10), que comprende una porción tubular (3) roscada, un paso axial (2) dispuesto en una zona central de la porción tubular, que define un eje de roscado (9), y medios de apriete (6) para facilitar el roscado del dispositivo donde el dispositivo de fijación está realizado mediante estampación de chapa de metal,
caracterizado porque el dispositivo de fijación comprende medios de bloqueo (4).
2. Dispositivo de fijación (10) según la reivindicación 1, caracterizado porque en la pared interior (3b) de la porción tubular (3) del paso axial (2) tiene una rosca (7) y los medios de apriete (6) dispuestos en la pared exterior (3a) de la porción tubular (3).
3. Dispositivo de fijación (10) según la reivindicación 1, caracterizado porque en la pared exterior de la porción tubular (3) tiene una rosca (7) y los medios de apriete (6) están dispuestos en el paso axial (2) en la pared interior (3b) de la porción tubular (3).
4. Dispositivo de fijación según una de las reivindicaciones anteriores, caracterizado porque los medios de bloqueo (4) comprenden al menos una deformación (4) de la porción tubular (3).
5. Dispositivo de fijación según la reivindicación 4, caracterizado porque la deformación (4) está realizada como un corte de la chapa que está doblado hacia la pared (3a, 3b) que tiene la rosca (7).
6. Dispositivo de fijación según una cualquiera de las reivindicaciones anteriores, caracterizado porque comprende medios de ajuste (5) con una sección de arandela (1), que se extiende desde el paso axial (2) en una dirección radial de alejamiento respecto al eje de roscado (9) y una lengüeta dispuesta en el perímetro de la sección de arandela (1) doblada en una dirección de apriete del dispositivo de fijación.
7. Dispositivo de fijación según la reivindicación 6, caracterizado porque la sección de arandela (1) es flexible y presenta un perfil transversal con simetría de revolución respecto al eje de roscado (9), el perfil transversal con una porción de apoyo (1a) y una porción inclinada (1b) sustancialmente respecto a la porción de apoyo (1a).
8. Dispositivo de fijación según una cualquiera de las reivindicaciones anteriores, caracterizado porque los medios de apriete (6) están realizados como una pared de apriete que tiene un contorno poligonal, preferentemente hexagonal.
9. Dispositivo de fijación elástico según una cualquiera de las reivindicaciones anteriores, caracterizado porque está realizado en acero templado o acero muelle.
10. Máquina lavadora que comprende un dispositivo de fijación de un componente de máquina lavadora según una de las reivindicaciones anteriores.
11. Procedimiento de fabricación de un dispositivo de fijación según una de las reivindicaciones 1 a 9, que comprende las siguientes etapas:
estampación de una chapa metálica, que comprende la obtención de una sección de arandela (1) y/o una porción tubular (3);
laminado de la porción tubular (3), que comprende la obtención de una rosca (7); mecanizado de los medios de bloqueo (4) y/o medios de ajuste (5); y
tratamiento térmico, preferentemente templado, de la chapa metálica estampada y laminada.
Patentes similares o relacionadas:
Acoplamiento para compresor directamente accionado, del 11 de Marzo de 2020, de PRAXAIR TECHNOLOGY, INC.: Una disposición de acoplamiento configurada para unir un impulsor de un compresor a un eje de un motor eléctrico , comprendiendo dicha disposición de […]
Acoplamiento dentado de árbol-cubo y procedimiento de fabricación para un conector árbol-cubo, del 5 de Febrero de 2020, de KABA GALLENSCHUTZ GMBH: Acoplamiento dentado para la unión de dos secciones de árbol, que comprende un conector árbol-cubo , en donde el conector árbol-cubo comprende: - una primera pieza […]
Conexión árbol-cubo, del 20 de Noviembre de 2019, de Walzengießerei Coswig GmbH: Conexión árbol-cubo en la que, en una zona central situada entre los extremos axiales del cubo , el cubo presenta un rebaje orientado hacia […]
Cubo de acoplamiento, del 1 de Mayo de 2019, de Flender GmbH: Dispositivo de acoplamiento con dos mitades (1a, 1b) de acoplamiento que están unidas entre sí, siendo al menos una de las dos mitades (1a, 1b) […]
Sistema para ensamblar un piñón en un eje de turbina de un motor de combustión interna, del 20 de Marzo de 2019, de FPT Motorenforschung AG: Un método de fabricación de un piñón para ser montado en un eje de turbina de un motor de combustión interna, que comprende al menos una etapa para […]
 Sistema para ensamblar un piñón en un eje de una turbina de un motor de combustión interna, del 27 de Febrero de 2019, de FPT Motorenforschung AG: Método de fabricación de un piñón para ensamblarse en un eje de turbina de un motor de combustión interna, que comprende al menos una etapa de fabricación […]
Sistema para ensamblar un piñón en un eje de una turbina de un motor de combustión interna, del 27 de Febrero de 2019, de FPT Motorenforschung AG: Método de fabricación de un piñón para ensamblarse en un eje de turbina de un motor de combustión interna, que comprende al menos una etapa de fabricación […]
Disposición de árbol para una transmisión, del 28 de Diciembre de 2016, de GETRAG B.V. & Co. KG: Disposición de árbol para una transmisión que comprende un árbol y una disposición de rueda fija que está sujeta al árbol por medio […]
 Acoplamiento de árboles, del 23 de Diciembre de 2015, de Brevini Wind Deutschland GmbH: Acoplamiento para dos árboles que van a unirse entre sí por momentos de torsión con un manguito de acoplamiento dispuesto entre los extremos […]
Acoplamiento de árboles, del 23 de Diciembre de 2015, de Brevini Wind Deutschland GmbH: Acoplamiento para dos árboles que van a unirse entre sí por momentos de torsión con un manguito de acoplamiento dispuesto entre los extremos […]