DISPOSITIVO DE DESBOBINADO AUTOMATICO Y CONTINUO PARA SUMINISTRAR MATERIAL EN FORMA DE BANDA A PARTIR DE BOBINAS.
Dispositivo de desbobinado para desbobinar bobinas de material en forma de banda (N1,
N2) que comprende una estación de desbobinado (7), con elementos de desbobinado para desbobinar dichas bobinas y un dispositivo de unión (151) para unir entre sí materiales en forma de banda (N1 y N2) procedentes de una primera bobina (B1) y de una segunda bobina (B2), en el que: en dicha estación de desbobinado se disponen por lo menos dos soportes (49; 51) para las bobinas de material en forma de banda respectivas; cada uno de dichos soportes está asociado con unos elementos de desbobinado (83, 99) respectivos, que confieren el movimiento giratorio a la bobina dispuesta en el soporte respectivo, estando dichos soportes construidos y dispuestos para soportar de forma simultánea dos bobinas que se están desbobinando, durante por lo menos una etapa de desbobinado, y estando cada uno de dichos soportes dispuesto y construido para cargar una bobina nueva en una posición de acoplamiento, soportándola durante el desbobinado y descargándola en una posición de liberación; en el que el dispositivo de unión (151) está dispuesto y controlado para unir entre sí un primer material en forma de banda (N1) desbobinado a partir de una primera bobina (B1) soportada por un primero de dichos soportes (49 ó 51) y un segundo material en forma de banda (N2) desbobinado a partir de una segunda bobina (B2) soportada por un segundo de dichos soportes cuando la velocidad periférica de dichas dos bobinas es sustancialmente la misma; y en el que cada uno de dichos soportes se desplaza verticalmente desde dicha posición de acoplamiento hasta dicha posición de liberación, estando dicha posición de liberación sobre dicha posición de acoplamiento
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2004/000090.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: ZONA IND.LE P.I.P. MUGNANO SUD,55100 LUCCA.
Inventor/es: BENVENUTI, ANGELO, MORELLI, ROBERTO, MADDALENI,ROMANO.
Fecha de Publicación: .
Fecha Concesión Europea: 24 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B65H19/12D
Clasificación PCT:
- B65H19/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Elevación, transporte o inserción de la bobina; Retirada del núcleo vacío.
Clasificación antigua:
- B65H19/12 B65H 19/00 […] › Elevación, transporte o inserción de la bobina; Retirada del núcleo vacío.
Fragmento de la descripción:
Dispositivo de desbobinado automático y continuo para suministrar material en forma de banda a partir de bobinas.
Campo técnico
La presente invención se refiere a un dispositivo de desbobinado para desbobinar bobinas de material en forma de banda enrollado alrededor de un husillo central para el suministro de material en forma de banda a una línea de transformación o de procesado.
La invención se refiere asimismo a un procedimiento para desbobinar bobinas de material en forma de banda y para alimentar el material desbobinado hasta una línea de transformación o de procesado.
Estado de la técnica
En muchas aplicaciones industriales, existe una necesidad de alimentar una línea de producción con material en forma de banda que se desbobine a partir de una o de varias bobinas dispuestas en paralelo. Típicamente, se precisa la alimentación del material en forma de banda en la industria papelera. Por ejemplo, para la producción de servilletas de papel, rollos de papel higiénico, rollos de papel de cocina, o similares, se prevén unas líneas de transformación en las que se suministra un material en forma de banda a partir de una bobina de diámetro grande y longitud de eje muy larga hasta una serie de estaciones corriente abajo, en cuyo extremo se obtiene el producto final. En el caso de rollos de papel higiénico y productos similares, el material en forma de banda se suministra a partir de una o de varias bobinas principales de gran diámetro y se enrolla en rollos o rollizos de un diámetro menor, que se cortan sucesivamente de forma ortogonal con respecto a su propio eje para obtener los rollos acabados. En determinados casos, el material en forma de banda suministrado por la bobina o bobinas de gran diámetro se corta longitudinalmente para formar en paralelo una pluralidad de rollos de menor altura, es decir, de una longitud axial menor.
En el caso de la producción de servilletas, el material en forma de banda se alimenta a partir de una o varias bobinas con un diámetro mayor, se corta en tiras longitudinales si resulta necesario, se dobla longitudinalmente, se corta y se dobla transversalmente.
La producción de rollos, servilletas u otros artículos se realiza a una velocidad elevada y de un modo continuo, por lo que precisa la sustitución periódica de las bobinas de gran diámetro a medida que se acaban. En muchos casos, resulta necesario detener la línea de producción o por lo menos reducir su velocidad de forma importante, para permitir la sustitución de las bobinas vacías por otras nuevas. Esta operación reduce la productividad general de la línea con los perjuicios económicos evidentes. Por lo tanto, existe una necesidad de proporcionar dispositivos de desbobinado que permitan una sustitución rápida y fiable de las bobinas vacías por bobinas nuevas. Estos dispositivos también deberán conseguir la unión, es decir el empalme, de los materiales en forma de banda procedentes de bobinas consecutivas. El objetivo es obtener una continuidad sustancial en el suministro de material en forma de banda en la línea de producción corriente abajo. La porción en forma de banda que contiene la unión normalmente se descarta. Cuando la línea produce rollos, la porción de unión finalizará en un rollo o rollizo que posteriormente se descarta y recicla.
En el documento WO-A-9534497 se describe un dispositivo de desbobinado que permite la unión automática, rápida y fiable de dos materiales en forma de banda procedentes respectivamente de una bobina vacía y de una bobina nueva de sustitución. En este dispositivo, se prevé una lanzadera o carro que se desplaza entre una estación de carga y una estación de desbobinado, para transportar cada vez una bobina desde la estación de carga hasta la estación de desbobinado y para retirar el centro tubular vacío desde la estación de desbobinado hasta una zona de descarga. Se prevén unos medios en la lanzadera para la preparación y sujeción del borde delantero libre del material en forma de banda enrollado en la bobina cargada en la propia lanzadera. En la estación de desbobinado, se prevén un elemento de corte y un elemento de retención que sirven para producir un borde posterior libre en el material en forma de banda suministrado desde la bobina de suministro previa y para retener dicho borde libre para la posterior producción de la unión con el borde delantero libre del material en forma de banda en la bobina insertada en dicha estación mediante la lanzadera.
Por lo tanto, para llevar a cabo la sustitución de la bobina vacía por una bobina nueva es necesario detener el suministro de material en forma de banda, incluso aunque la operación de unión se lleve a cabo especialmente de forma rápida mediante la disposición innovadora de medios de corte y unión descrita anteriormente en dicha publicación.
En el documento WO-A-0056644 se describe otro dispositivo de desbobinado que puede utilizar el mismo tipo de mecanismo para la unión de dos materiales en forma de banda procedentes de dos bobinas sucesivas. También en este caso, la sustitución de las bobinas tiene lugar después de detener la alimentación de material en forma de banda a la línea de producción corriente abajo. Aunque se puede conseguir una acumulación de material en forma de banda determinada del desbobinador a la línea de producción, mediante un acumulador del tipo festón por ejemplo, no siempre es posible debido a las características del material en forma de banda, que puede no ser particularmente resistente a la tracción, o debido a la elevada velocidad de la línea de producción, que requeriría un acumulador excesivamente grande. Además, el paso tortuoso definido por el acumulador del tipo festón puede provocar el desacoplamiento de las fibras del material en forma de banda, especialmente cuando éste está realizado en papel tisú, con la consecuente producción de polvo y la disminución de las características del producto acabado.
En el documento EP-A-1136406 se describe un desbobinador con una lanzadera que transfiere las bobinas desde una o la otra de dos posiciones de carga y descarga hasta una posición de desbobinado intermedia. La lanzadera prevé un contrapunto motorizado para desbobinar la bobina. La sustitución de una bobina vacía por una bobina nueva requiere la parada de la alimentación.
Se han llevado a cabo estudios para la realización de un desbobinador que permita la sustitución automática y continua de las bobinas, es decir, sin detener el suministro del material en forma de banda a la línea de transformación o producción corriente abajo del desbobinador. En los documentos US-A-5.906.333, US-A-6.030.496, EP-A-1.270.470, EP-A-0 872 440 y WO-A-9846509 se describen ejemplos de desbobinadores que deberían funcionar de manera continua. En dichas publicaciones, se describe un desbobinador en el que la bobina se soporta mediante un par de brazos oscilantes en la etapa de suministro. Cuando dicha bobina está casi vacía, los brazos la depositan en un lecho formado por dos rodillos, uno de los cuales está motorizado, para continuar el giro de la bobina y, así, el suministro del material en forma de banda. De forma sucesiva, el par de brazos oscilantes recoge una bobina nueva de una lanzadera y empieza a desbobinar el borde delantero con la ayuda de una correa de succión. El borde delantero libre de la bobina nueva está realizado para que caiga sobre en material en forma de banda que se está desbobinando de la primera bobina, en este punto casi vacía. El contacto entre los materiales en forma de banda debería provocar el transporte del borde delantero libre del material en forma de banda hasta que se alcanza una línea de contacto formada por dos cilindros de gofrado o laminado, que debería unir las dos cintas entre sí.
El funcionamiento de este dispositivo de desbobinado es extremadamente inseguro ya que, precisamente en la etapa inicial, y más crítica, de alimentación del material en forma de banda nuevo su transporte se confía al simple contacto entre dos materiales extremadamente ligeros. Nada garantiza que el material en forma de banda procedente de la bobina nueva siga de manera efectiva el paso definido por el primer material en forma de banda procedente de la bobina que se está acabando. Además, puesto que la unión de las dos capas debe tener lugar cuando alcancen las mismas velocidades de alimentación, resulta necesario disponer los cilindros que realizan la unión a una distancia considerable de la zona de desbobinado de la bobina. De hecho, la cantidad de material en forma de banda desbobinado por la bobina nueva en la etapa de aceleración hasta que la velocidad alcanzada sea la misma que la del material...
Reivindicaciones:
1. Dispositivo de desbobinado para desbobinar bobinas de material en forma de banda (N1, N2) que comprende una estación de desbobinado (7), con elementos de desbobinado para desbobinar dichas bobinas y un dispositivo de unión (151) para unir entre sí materiales en forma de banda (N1 y N2) procedentes de una primera bobina (B1) y de una segunda bobina (B2), en el que: en dicha estación de desbobinado se disponen por lo menos dos soportes (49; 51) para las bobinas de material en forma de banda respectivas; cada uno de dichos soportes está asociado con unos elementos de desbobinado (83, 99) respectivos, que confieren el movimiento giratorio a la bobina dispuesta en el soporte respectivo, estando dichos soportes construidos y dispuestos para soportar de forma simultánea dos bobinas que se están desbobinando, durante por lo menos una etapa de desbobinado, y estando cada uno de dichos soportes dispuesto y construido para cargar una bobina nueva en una posición de acoplamiento, soportándola durante el desbobinado y descargándola en una posición de liberación; en el que el dispositivo de unión (151) está dispuesto y controlado para unir entre sí un primer material en forma de banda (N1) desbobinado a partir de una primera bobina (B1) soportada por un primero de dichos soportes (49 ó 51) y un segundo material en forma de banda (N2) desbobinado a partir de una segunda bobina (B2) soportada por un segundo de dichos soportes cuando la velocidad periférica de dichas dos bobinas es sustancialmente la misma; y en el que cada uno de dichos soportes se desplaza verticalmente desde dicha posición de acoplamiento hasta dicha posición de liberación, estando dicha posición de liberación sobre dicha posición de acoplamiento.
2. Dispositivo de desbobinado según la reivindicación 1, en el que dicho movimiento vertical de cada soporte se controla mediante un motor (53, 55) respectivo.
3. Dispositivo de desbobinado según la reivindicación 1 ó 2, en el que dicha posición de acoplamiento y dicha posición de descarga son diferentes entre sí.
4. Dispositivo de desbobinado según la reivindicación 1 ó 2 ó 3, que comprende una lanzadera (9) que se puede desplazar a lo largo de una dirección de traslación entre por lo menos una estación de carga (3) y dicha estación de desbobinado (7).
5. Dispositivo de desbobinado según la reivindicación 4, en el que dicha lanzadera soporta unos elementos para el soporte de una única bobina y se desplaza entre una única estación de carga y dicha estación de desbobinado en una dirección paralela al eje de las bobinas.
6. Dispositivo de desbobinado según la reivindicación 4 ó 5, en el que dichos dos soportes están concebidos y controlados para su desplazamiento a una y misma posición de acoplamiento, estando dicha lanzadera dispuesta y controlada para transferir cada bobina a la misma posición en el interior de la estación de desbobinado, independientemente de cuál de los dos soportes esté destinado a acoplarla.
7. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que dichos elementos de desbobinado y los soportes se controlan de un modo que, mientras los elementos de desbobinado asociados con un primero de dichos dos soportes mantienen una primera bobina (B1) de un primer material en forma de banda (N1) en rotación en la etapa de suministro, el segundo de dichos soportes acopla y hace girar una segunda bobina de un material en forma de banda (B2) de un segundo material en forma de banda (N2)
8. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que cada uno de dichos soportes (49 y 51) presenta una posición de acoplamiento en la que dichos soportes acoplan la bobina y una posición de desbobinado principal, diferente de la posición de acoplamiento, en la que tiene lugar la mayor parte del desbobinado.
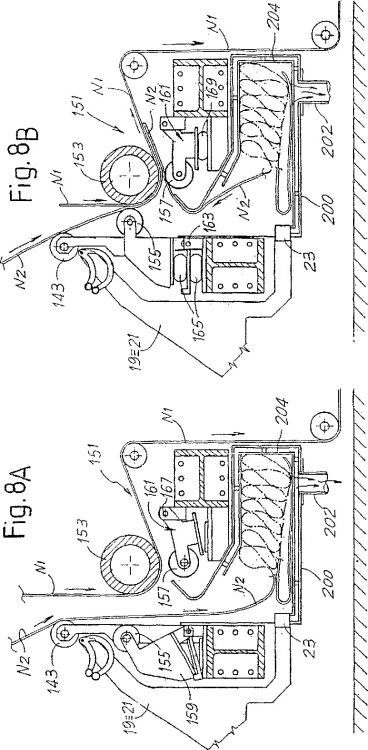
9. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, que comprende por lo menos un elemento acumulador (24; 200) para acumular el material en forma de banda (N2) suministrado por dicha segunda bobina (B2) antes de su unión a dicho primer material en forma de banda (N2).
10. Dispositivo de desbobinado según la reivindicación 9, en el que dicho elemento acumulador (24; 200) es reversible y retorna el material en forma de banda acumulado después de su unión entre el primer material en forma de banda y el segundo material en forma de banda.
11. Dispositivo de desbobinado según las reivindicaciones 4 y 9 ó 4 y 10, en el que dicho elemento acumulador se soporta mediante dicha lanzadera (9).
12. Dispositivo de desbobinado según una o varias de las reivindicaciones 9 a 11, en el que dicho elemento acumulador comprende por lo menos un rodillo (24) al que se fija el extremo libre de dicho segundo material en forma de banda (N2), bobinándose el propio segundo material en forma de banda alrededor de dicho rodillo cuando se hace girar la segunda bobina (B2) y antes de que se una el segundo material en forma de banda al primer material en forma de banda.
13. Dispositivo de desbobinado según la reivindicación 12, en el que dicho rodillo (24) está motorizado.
14. Dispositivo de desbobinado según las reivindicaciones 12 ó 13, en el que dicho rodillo (24) es un rodillo de succión.
15. Dispositivo de desbobinado según una o varias de las reivindicaciones 9 a 11, en el que dicho elemento acumulador comprende una cámara de succión (200).
16. Dispositivo de desbobinado según una o varias de las reivindicaciones 9, 10, 12 ó 15, en el que dicho elemento acumulador está dispuesto permanentemente en la estación de desbobinado.
17. Dispositivo de desbobinado según una o varias de las reivindicaciones 9 a 16, en el que durante la unión del primer material en forma de banda y el segundo material en forma de banda, dicho elemento acumulador se encuentra corriente abajo de la zona de unión inicial entre dichos primer y segundo materiales en forma de banda con respecto a la dirección de alimentación de dichos materiales en forma de banda.
18. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que dichos elementos de desbobinado (83, 99) comprenden, para cada uno de los soportes (49, 51), un elemento de desbobinado central que proporciona el movimiento de rotación a la bobina respectiva.
19. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que en dicha estación de desbobinado (7) se dispone un elemento de desbobinado de superficie (110).
20. Dispositivo de desbobinado según la reivindicación 19, en el que dichos elementos de desbobinado (83, 99) asociados con dichos soportes (49, 51) y dicho elemento de desbobinado de superficie (110) están dispuestos y controlados de manera que mientras una primera bobina (B1) en la salida y soportada por el primero de dichos soportes se mantiene en su rotación mediante los elementos de desbobinado asociados con dicho primer soporte, empezando dicho elemento de desbobinado de superficie y/o el elemento de desbobinado central del segundo de dichos soportes a hacer girar una segunda bobina (B2) soportada por el segundo de dichos soportes (49, 51).
21. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que dichos soportes (49, 51) comprenden cada uno de ellos por lo menos un brazo, que se puede desplazar desde dicha posición de acoplamiento hasta dicha posición de liberación, cuya configuración geométrica se puede intercambiar para permitir que dichos dos soportes intercambien posiciones.
22. Dispositivo de desbobinado según la reivindicación 21, en el que cada uno de dichos por lo menos dos brazos comprende un cuerpo principal (65) y un extremo (79) que se puede desplazar con respecto a dicho cuerpo principal y soporta un dispositivo de agarre (81 y 83) para la bobina respectiva.
23. Dispositivo de desbobinado según la reivindicación 22, en el que los brazos y los dispositivos de agarre están construidos y dispuestos de manera que en dicha posición de acoplamiento, los dispositivos de agarre de ambos brazos estén alineados en la misma posición para asir la bobina, en correspondencia con la posición del eje de cada bobina transportada por dicha lanzadera (9) en dicha estación de desbobinado (7).
24. Dispositivo de desbobinado según la reivindicación 22 ó 23, en el que dicho extremo móvil (79) de cada soporte oscila con respecto al cuerpo del brazo respectivo entre una posición extraída para asir la bobina y una posición retraída.
25. Dispositivo de desbobinado según una o varias de las reivindicaciones 21 a 23, en el que dichos dispositivos de agarre comprenden por lo menos un contrapunto (81 y 83).
26. Dispositivo de desbobinado según la reivindicación 25, en el que por lo menos un contrapunto para cada uno de dichos dos soportes está motorizado.
27. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que cada uno de dichos soportes comprende un par de brazos paralelos (49, 49; 51, 51), estando cada uno de los mismos equipado con un dispositivo de agarre (81 y 83) para la bobina respectiva.
28. Dispositivo de desbobinado según por lo menos la reivindicación 27, en el que dichos contrapuntos (81, 83) están provistos de una inserción axial y un movimiento de extracción en la bobina.
29. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, que comprende un elemento de desviación (139) en dicha estación de desbobinado (7), que desvía la trayectoria del material en forma de banda suministrado por una primera bobina en la etapa de suministro para permitir la inserción de una segunda bobina en dicha estación de desbobinado.
30. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que en dicha estación de desbobinado (7) se disponen dos montantes (41 y 43) a lo largo de los cuales se pueden desplazar dichos soportes (49, 51), estando prevista una separación entre ambos montantes para el paso de dicha lanzadera (9).
31. Dispositivo de desbobinado según las reivindicaciones 29 y 30, en el que dichos montantes están conectados mediante un tirante (45) y en el que dicho elemento de desviación (139) está articulado de manera oscilante a dicho tirante.
32. Dispositivo de desbobinado según la reivindicación 29 ó 30 ó 31, en el que dicho elemento de desviación comprende un brazo oscilante curvado, articulado por un extremo a un eje de oscilación y con el extremo opuesto contacta con el material en forma de banda para desviar su trayectoria, y en el que entre dichos dos extremos el brazo forma un bucle que rodea el eje de la bobina, cuyo material en forma de banda se desvía por medio de dicho brazo oscilante.
33. Dispositivo de desbobinado según la reivindicación 32, en el que dicho elemento de desviación comprende un par de brazos entre los que se soporta un rodillo de contacto para el material en forma de banda.
34. Dispositivo de desbobinado según la reivindicación 33, en el que dicho rodillo de contacto está motorizado.
35. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que en dicha estación de desbobinado está previsto un dispositivo de recogida para recoger y descargar las bobinas vacías alternativamente de uno y otro de dichos soportes.
36. Dispositivo de desbobinado según las reivindicaciones 31 y 35, en el que dicho dispositivo de recogida (131, 133) se puede desplazar a lo largo de dicho tirante (45).
37. Dispositivo de desbobinado según la reivindicación 35 ó 36, en el que dicho dispositivo de recogida (131, 133) comprende un lecho (133) en el que se depositan las bobinas vacías.
38. Dispositivo de desbobinado según la reivindicación 37, en el que dicho lecho está provisto de un movimiento vertical para descargar las bobinas vacías en un transportador (135).
39. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que dicha lanzadera comprende por lo menos un elemento de retención (24, 23) para el borde delantero libre del material en forma de banda (N1; N2) de una bobina (B1; B2) dispuesta en dicha lanzadera.
40. Dispositivo de desbobinado según la reivindicación 39, en el que en dicha estación de desbobinado está dispuesto un rodillo guía (143) para el material en forma de banda, cuyo eje es paralelo a la dirección de movimiento de dicha lanzadera (9), y en el que en dicha lanzadera, se define una trayectoria para la porción inicial de dicho material en forma de banda que se extiende desde dicho elemento de retención hasta la bobina, que pasa sobre la posición del eje de dicho rodillo guía.
41. Dispositivo de desbobinado según las reivindicaciones 39 ó 40, en el que dicho elemento de retención (23) es un elemento de succión.
42. Dispositivo de desbobinado según las reivindicaciones 10 y 38 ó 10 y 39, en el que dicho elemento de retención está asociado con dicho rodillo motorizado (24).
43. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que en dicha estación de desbobinado está dispuesto un elemento de interrupción del material en forma de banda (171).
44. Dispositivo de desbobinado según una o varias de las reivindicaciones anteriores, en el que dicho dispositivo de unión es doble.
45. Dispositivo de desbobinado según la reivindicación 44, en el que dicho dispositivo de unión comprende dos grupos de fijación de capas (159, 161) dispuestos en serie a lo largo de la trayectoria para el material en forma de banda.
46. Procedimiento para alimentar de forma continua un material en forma de banda procedente de bobinas que se están desbobinando a una línea de procesado, que comprende las etapas siguientes:
47. Procedimiento según la reivindicación 46, que comprende las etapas siguientes: transferir dicha primera bobina desde dicha posición de carga hasta una posición de desbobinado principal y desde dicha posición de desbobinado principal hasta dicha posición de descarga.
48. Procedimiento según la reivindicación 46 ó 47, en el que dicha porción inicial del segundo material en forma de banda (N2) se acumula mediante un elemento acumulador (24, 200).
49. Procedimiento según una o varias de las reivindicaciones 46 a 48, en el que dicha porción inicial del segundo material en forma de banda (N2) se acumula temporalmente y posteriormente se recupera, suministrándola a dicha línea de procesado.
50. Procedimiento según la reivindicación 48 ó 49, en el que dicha porción inicial de material en forma de banda se acumula en una posición corriente abajo, con respecto a la dirección de alimentación, de la posición en la que los primer y segundo materiales en forma de banda se llevan a un contacto mutuo para su unión.
51. Procedimiento según una o varias de las reivindicaciones 46 a 50, en el que dichos primer y segundo elementos de desbobinado son unos elementos de desbobinado centrales.
52. Procedimiento según una o varias de las reivindicaciones 46 a 51, en el que dicha segunda bobina está concebida para girar mediante un elemento de desbobinado de superficie (110) y/o mediante dicho segundo elemento de desbobinado asociado con el segundo soporte respectivo, mientras que dicha primera bobina (B1) se mantiene en rotación gracias al primer elemento de desbobinado (83 y 99) asociado con el primer soporte.
53. Procedimiento según una o varias de las reivindicaciones 46 a 52, en el que dichos primer y segundo materiales en forma de banda están unidos mediante fijación de capas.
54. Procedimiento según una o varias de las reivindicaciones 46 a 53, en el que dichos primer y segundo materiales en forma de banda están unidos en dos puntos diferentes a lo largo de la trayectoria de alimentación.
55. Procedimiento según la reivindicación 49, que comprende las etapas de: disponer dos dispositivos de fijación de capas en serie, para unir entre sí dicho primer y dicho segundo material en forma de banda; y unir la porción inicial acumulada temporalmente y posteriormente recuperada del segundo material en forma de banda (N2) al material en forma de banda que se está alimentando a la línea de procesado.
Patentes similares o relacionadas:
 DISPOSITIVO PARA LA FABRICACIÓN DE ALMOHADILLAS DE PAPEL, del 12 de Mayo de 2011, de PACK-TIGER GMBH: Dispositivo para fabricación de almohadillas de papel a partir de una banda de papel enrollada formando un rollo de material , presentando […]
DISPOSITIVO PARA LA FABRICACIÓN DE ALMOHADILLAS DE PAPEL, del 12 de Mayo de 2011, de PACK-TIGER GMBH: Dispositivo para fabricación de almohadillas de papel a partir de una banda de papel enrollada formando un rollo de material , presentando […]
 DISPOSITIVO PARA EL TRANSPORTE DE ROLLOS DE MATERIAL, del 12 de Abril de 2011, de KOENIG & BAUER AKTIENGESELLSCHAFT: Dispositivo para el transporte de rollos de material , en el que los rollos de material están dispuestos sobre un primer carro de transporte y dicho carro de transporte […]
DISPOSITIVO PARA EL TRANSPORTE DE ROLLOS DE MATERIAL, del 12 de Abril de 2011, de KOENIG & BAUER AKTIENGESELLSCHAFT: Dispositivo para el transporte de rollos de material , en el que los rollos de material están dispuestos sobre un primer carro de transporte y dicho carro de transporte […]
 DISPOSITIVO Y METODO PARA MOVER BOBINAS EN UN DESBOBINADOR, del 4 de Febrero de 2010, de FUTURA S.P.A: Dispositivo para mover bobinas de papel en un desbobinador del tipo en el que se mueve una bobina casi vacía a lo largo de una trayectoria predeterminada […]
DISPOSITIVO Y METODO PARA MOVER BOBINAS EN UN DESBOBINADOR, del 4 de Febrero de 2010, de FUTURA S.P.A: Dispositivo para mover bobinas de papel en un desbobinador del tipo en el que se mueve una bobina casi vacía a lo largo de una trayectoria predeterminada […]
 INSTALACION DE DESBOBINADO DE PAPEL DE TISU CON PORTABOBINAS BASCULANTES, del 1 de Diciembre de 2007, de TORRES MARTINEZ,MANUEL: Instalación de desbobinado de papel de tisú con portabobinas basculantes, comprendiendo conjuntos de suministro de respectivas líneas laminares (1a, 1b, 1c) hacia el proceso […]
INSTALACION DE DESBOBINADO DE PAPEL DE TISU CON PORTABOBINAS BASCULANTES, del 1 de Diciembre de 2007, de TORRES MARTINEZ,MANUEL: Instalación de desbobinado de papel de tisú con portabobinas basculantes, comprendiendo conjuntos de suministro de respectivas líneas laminares (1a, 1b, 1c) hacia el proceso […]
Dispensador, del 8 de Julio de 2020, de Melitta UK Ltd: Sistema de dispensación de hojas que tiene un rollo de material de hojas y un alojamiento para recibir el rollo, en el que: el rollo de material […]
Dispositivo de soporte de rollo de película, del 29 de Abril de 2020, de ISHIDA CO., LTD.: Un dispositivo de soporte de rollo de película que soporta un rollo de película que tiene una película enrollada alrededor de un núcleo, comprendiendo: […]
Planta de conversión de papel, del 24 de Abril de 2019, de FUTURA S.P.A: Planta de conversión de papel, que comprende medios para producir rollizos de material de papel a partir de una o varias bandas de papel alimentadas […]
Actuador lineal neumático telescópico, en particular para desbobinadoras con brazos móviles, del 24 de Octubre de 2018, de Renova S.r.l: Actuador lineal neumático telescópico para desbobinadoras con brazos móviles, que comprende un primer cilindro anular , provisto de una respectiva […]