DISPOSITIVO PARA DEPOSITAR UNA CAPA DE SILICIO POLICRISTALINO SOBRE UN SOPORTE.
Dispositivo (100, 200, 300) para depositar una capa (20) a base de silicio policristalino sobre un soporte (4) móvil,
alargado, sensiblemente plano, y que comprende dos caras longitudinales (43, 44) y dos bordes laterales longitudinales (41,42), que comprende:
- un crisol (1) que contiene un baño (2) de silicio fundido, estando destinado dicho soporte (4) a sumergirse al menos parcialmente en el baño y a atravesar de forma sensiblemente vertical, en el sentido de la longitud, la superficie de equilibrio (21) del baño,
- al menos un elemento de control (5, 5'', 15, 15'') de los bordes, manteniéndose cada elemento de control de los bordes de manera sensiblemente vertical en la proximidad de uno de los dos bordes laterales longitudinales (41,42),
comprendiendo cada elemento de control de los bordes unas paredes (51 a 53'', 151 a 153'') que delimitan una abertura longitudinal (54, 54'', 154, 154'') que bordea el borde lateral longitudinal correspondiente, sumergiéndose parcialmente cada abertura en el baño (2) con el fin de elevar el nivel del baño por capilaridad en la proximidad del borde lateral longitudinal correspondiente,
caracterizado porque al menos una de las paredes (51 a 52'', 151 a 152''), denominada de inserción, parcialmente enfrentada a una de las caras longitudinales, es sensiblemente plana
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2004/050674.
Solicitante: SOLARFORCE.
Nacionalidad solicitante: Francia.
Dirección: 25/29, CHEMIN SAINT-ANDRE,69760 LIMONEST.
Inventor/es: BELOUET, CHRISTIAN, REMY,CLAUDE.
Fecha de Publicación: .
Fecha Concesión Europea: 28 de Abril de 2010.
Clasificación Internacional de Patentes:
- C23C2/00D
- C30B15/00F
- C30B28/10 QUIMICA; METALURGIA. › C30 CRECIMIENTO DE CRISTALES. › C30B CRECIMIENTO DE MONOCRISTALES (por sobrepresión, p. ej. para la formación de diamantes B01J 3/06 ); SOLIDIFICACION UNIDIRECCIONAL DE MATERIALES EUTECTICOS O SEPARACION UNIDIRECCIONAL DE MATERIALES EUTECTOIDES; AFINAMIENTO DE MATERIALES POR FUSION DE ZONA (afinamiento por fusión de zona de metales o aleaciones C22B ); PRODUCCION DE MATERIALES POLICRISTALINOS HOMOGENEOS DE ESTRUCTURA DETERMINADA (colada de metales, colada de otras sustancias por los mismos procedimientos o aparatos B22D; trabajo de materias plásticas B29; modificación de la estructura física de metales o aleaciones C21D, C22F ); MONOCRISTALES O MATERIALES POLICRISTALINOS HOMOGENEOS DE ESTRUCTURA DETERMINADA; TRATAMIENTO POSTERIOR DE MONOCRISTALES O DE MATERIALES POLICRISTALINOS HOMOGENEOS DE ESTRUCTURA DETERMINADA (para la fabricación de dispositivos semiconductores o de sus partes constitutivas H01L ); APARATOS PARA ESTOS EFECTOS. › C30B 28/00 Producción de materiales policristalinos homogéneos de estructura determinada. › por retirado a partir de un baño fundido.
Clasificación PCT:
- C23C2/40 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Placas; Bandas.
Clasificación antigua:
- C23C2/40 C23C 2/00 […] › Placas; Bandas.
Fragmento de la descripción:
Dispositivo para depositar una capa de silicio policristalino sobre un soporte.
La presente invención concierne a un dispositivo para depositar una capa de silicio policristalino sobre un soporte móvil alargado sensiblemente plano, del tipo que comprende un crisol que contiene un baño de silicio fundido, y un soporte sumergido al menos parcialmente en el baño y que atraviesa la superficie de equilibrio del baño de manera sensiblemente vertical, en el sentido de la longitud del soporte.
En un dispositivo conocido de este tipo, por ejemplo descrito en el documento FR2386359, el fondo del crisol comprende una fina abertura por la cual el soporte, que es una cinta de carbono, penetra en el baño y lo atraviesa verticalmente circulando de abajo arriba.
No obstante, se constata que el espesor de la capa de silicio depositada sobre las caras de la cinta decrece rápidamente cuando uno se aproxima a los dos bordes laterales de la cinta. Resulta de esto que la capa de silicio depositada presenta a lo largo de estos bordes laterales, respectivamente, dos bandas laterales cuyas características físicas están deterioradas con respecto a las de la parte mediante de la capa. Estas bandas laterales son prácticamente inutilizables, en particular para realizar células fotovoltaicas y son fuentes de fracturas en las capas de silicio.
En efecto, en los bordes de la cinta de carbono, el menisco de silicio líquido pasa de una geometría bidimensional, con una línea de unión sólido-líquido situada a alrededor de 6,8 mm por encima del baño, a una geometría de revolución. En este último caso, la línea de unión sólido-líquido, función de primer orden del espesor de la cinta de carbono en ausencia de medio de control particulares, está situada a una altura muy pequeña por encima del baño. En la zona de "transición" hasta el borde de la cinta, o sea, sobre una anchura del orden de 5 mm, la línea de unión sólido-líquido baja de 6,8 mm a típicamente 1-2 mm. En esta zona, el espesor del depósito se reduce rápidamente. El depósito se vuelve frágil y su calidad cristalina se degrada (granos de pequeña dimensión).
Para intentar controlar los bordes, un dispositivo divulgado en el documento FR2550965 comprende además dos canalillos de sección semicircular mantenidos en posición vertical, respectivamente, a una y otra parte de los dos bordes laterales de la cinta que atraviesa el baño. La concavidad de los dos canalillos está vuelta hacia los dos bordes laterales respectivos de la cinta. Estos canalillos están parcialmente sumergidos en el baño con el fin de elevar su nivel por capilaridad en la proximidad de los bordes laterales de la cinta.
Para controlar la subida capilar del silicio líquido a lo largo de los canalillos, deben hacerse variar los parámetros siguientes: diámetro interior de los canalillos, distancia y orientación de los canalillos con respecto a los bordes de la cinta.
Ciertamente, este último dispositivo permite realizar depósitos de silicio sobre una cinta de carbono con una superficie útil de depósito aumentada, que presenta menos fracturas, y con unas propiedades eléctricas mejoradas de las capas de silicio depositadas.
No obstante, este dispositivo no está optimizado todavía. La elevación de la línea de unión sólido-líquido sobre los bordes sigue siendo pequeña y la zona de transición es todavía demasiado larga. Además, la reducción de espesor en los bordes sigue siendo importante y esta zona perdura como fuente de generación de fracturas en el curso del enfriamiento y también de las manipulaciones ulteriores de la cinta.
El objetivo de la invención es controlar más el espesor y la calidad del depósito sobre los bordes del soporte, de preferencia por unos medios fiables y simples a escala industrial.
A este efecto, la invención propone un dispositivo para depositar una capa a base de silicio policristalino sobre un soporte móvil, alargado, sensiblemente plano, y que comprende dos caras longitudinales y dos bordes laterales longitudinales, que comprende:
comprendiendo cada elemento de control de los bordes unas paredes que delimitan una abertura longitudinal que bordea el borde lateral longitudinal correspondiente, sumergiéndose parcialmente cada abertura en el baño con el fin de elevar el nivel del baño por capilaridad en proximidad al borde lateral longitudinal correspondiente,
caracterizado porque al menos una de las paredes, denominada de inserción, parcialmente enfrentada a una de las caras longitudinales, es sensiblemente plana.
Por control de los bordes, se entiende extender las condiciones del crecimiento en las partes laterales lo más cerca posible de los bordes: mantenimiento del espesor y de la textura cristalina del depósito.
La abertura según la invención es más fácilmente ajustable que la abertura semicircular de la técnica anterior. En efecto, en lugar de ajustar el diámetro interior de una abertura semicircular, se pueden ajustar independientemente varios parámetros: la separación de las paredes, la longitud de cada pared de inserción, incluso también la forma de una pared "de fondo" (curvada o igualmente plana).
La presencia de un elemento de control de los bordes actúa sobre la temperatura en la napa líquida en la proximidad inmediata al borde correspondiente del soporte modificando localmente los intercambios térmicos en el baño y en una cierta medida en el soporte (intercambio radiactivo con el exterior modificado por la presencia de los elementos).
Por lo demás, la forma de la superficie externa del elemento de control, situada en el lado opuesto a la abertura, puede también elegirse libremente.
El dispositivo según la invención comprende ventajosamente dos elementos de control de los bordes, comprendiendo cada elemento de control de los bordes dos paredes de inserción sensiblemente planas. Tal dispositivo permite elevar el nivel del baño sobre cada cara longitudinal del soporte y en cada borde lateral longitudinal.
No obstante, la presente invención no está limitada por un número de paredes de inserción igual a cuatro. Un dispositivo según la invención puede comprender, por ejemplo, un solo elemento de control de los bordes en una sola pared de inserción enfrentada a una de las caras longitudinales y sensiblemente plana.
De preferencia, las paredes de inserción pueden ser paralelas o estar ensanchadas hacia el exterior.
Ventajosamente, la profundidad media de cada abertura puede ser inferior a 1 cm y, por lo demás, la separación media entre las paredes de inserción puede ser inferior a 7 mm. Por supuesto, tales características no son limita- tivas.
En un primer modo de realización, en el que el crisol comprende un fondo y unas paredes laterales, cada uno de los elementos de control de los bordes está fijo y mantenido verticalmente por el fondo. El mantenimiento puede efectuarse, por ejemplo, por atornillamiento. Por supuesto, la presente invención no está limitada por la manera en que se realiza el mantenimiento.
En este primer modo de realización, los elementos de control de los bordes no son desplazables. Esto se adapta particularmente para una producción en la que el arrastre es automático e incluso sin vigilancia. Además, tal dispositivo es robusto y está estabilizado.
Además, cada uno de los elementos de control de los bordes puede extenderse longitudinalmente hasta el fondo y, de preferencia, formar una estructura monolítica con el fondo. Cada uno de los elementos de control puede presentar también al menos un orificio sumergido en el baño y apto para la alimentación de silicio a dicho elemento a fin de permitir alimentar el baño sobre los bordes. El orificio es de preferencia milimétrico y está situado en la proximidad del fondo.
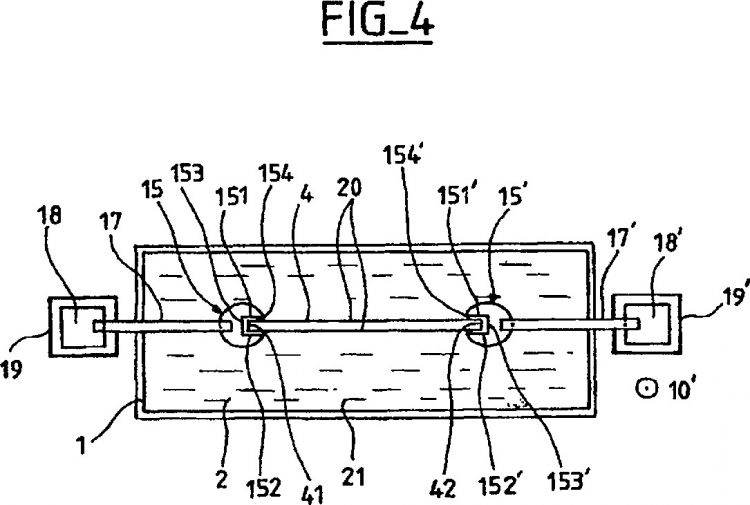
En un segundo modo de realización, cada uno de los elementos de control de los bordes comprende una plaquita con dicha abertura, la cual es puesta en contacto con la superficie de equilibrio del baño.
El contacto...
Reivindicaciones:
1. Dispositivo (100, 200, 300) para depositar una capa (20) a base de silicio policristalino sobre un soporte (4) móvil, alargado, sensiblemente plano, y que comprende dos caras longitudinales (43, 44) y dos bordes laterales longitudinales (41,42), que comprende:
- un crisol (1) que contiene un baño (2) de silicio fundido, estando destinado dicho soporte (4) a sumergirse al menos parcialmente en el baño y a atravesar de forma sensiblemente vertical, en el sentido de la longitud, la superficie de equilibrio (21) del baño,
- al menos un elemento de control (5, 5', 15, 15') de los bordes, manteniéndose cada elemento de control de los bordes de manera sensiblemente vertical en la proximidad de uno de los dos bordes laterales longitudinales (41,42),
comprendiendo cada elemento de control de los bordes unas paredes (51 a 53', 151 a 153') que delimitan una abertura longitudinal (54, 54', 154, 154') que bordea el borde lateral longitudinal correspondiente, sumergiéndose parcialmente cada abertura en el baño (2) con el fin de elevar el nivel del baño por capilaridad en la proximidad del borde lateral longitudinal correspondiente,
caracterizado porque al menos una de las paredes (51 a 52', 151 a 152'), denominada de inserción, parcialmente enfrentada a una de las caras longitudinales, es sensiblemente plana.
2. Dispositivo (100, 200, 300) para depositar una capa a base de silicio policristalino según la reivindicación 1, que comprende dos elementos de control de los bordes, y en el que cada elemento de control de los bordes comprende dos paredes de inserción sensiblemente planas.
3. Dispositivo (100, 200, 300) para depositar una capa a base de silicio policristalino según la reivindicación 2, caracterizado porque las paredes de inserción son paralelas (51 a 52', 151 a 152') o están ensanchadas hacia el exterior.
4. Dispositivo (100, 200, 300) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 2 o 3, caracterizado porque la profundidad media de cada abertura (54 a 154') es inferior a 1 cm.
5. Dispositivo (100, 200, 300) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 2 a 4, caracterizado porque la separación media entre las paredes de inserción (51 a 52', 151 a 152') es inferior a 7 mm.
6. Dispositivo (100, 200) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 2 a 5, caracterizado porque el crisol (1) comprende un fondo (11) y unas paredes laterales (12), estando fijo cada uno de los elementos de control (5, 5') de los bordes y siendo mantenido verticalmente por el fondo.
7. Dispositivo (100, 200) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 2 a 5, caracterizado porque el crisol comprende un fondo (11) y unas paredes laterales (12), y cada uno de los elementos de control (5, 5') de los bordes se extiende longitudinalmente hasta el fondo y forma de preferencia una estructura monolítica con el fondo.
8. Dispositivo (100, 200) para depositar una capa a base de silicio policristalino según la reivindicación 7, caracterizado porque cada uno de los elementos de control (5, 5') de los bordes presenta al menos un orificio (7, 7') sumergido en el baño (2) y apto para la alimentación de silicio a dicho elemento, y, de preferencia, milimétrico y situado en la proximidad del fondo.
9. Dispositivo (300) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 2 a 6, caracterizado porque cada uno de los elementos de control (15, 15') de los bordes comprende una plaquita con dicha abertura (154, 154'), siendo puesta la plaquita en contacto con la superficie de equilibrio (21) del baño.
10. Dispositivo (300) para depositar una capa a base de silicio policristalino según la reivindicación 9, caracterizado porque el contacto de la superficie del baño (21) se efectúa por una unión (17,17') entre la plaquita y unos medios de desplazamiento (19, 19') exteriores al crisol (1) y que autorizan de preferencia únicamente un desplazamiento vertical.
11. Dispositivo (300) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 9 o 10, caracterizado porque cada plaquita (15, 15') comprende un disco con dicha abertura (154, 154') y presenta un diámetro efectivo superior a 10 mm y, de preferencia, del orden de 12 mm.
12. Dispositivo (300) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 9 a 11, caracterizado porque la separación media entre las paredes de inserción (151 a 152') es del orden de 2 mm.
13. Dispositivo (100, 200, 300) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 1 a 12, caracterizado porque cada uno de los elementos de control (5, 5', 15, 15') de los bordes es a base de un material no reactivo al silicio, de preferencia elegido entre el grafito, el carburo de silicio y el nitruro de silicio.
14. Dispositivo (100, 200, 300) para depositar una capa a base de silicio policristalino según una de las reivindicaciones 1 a 13, caracterizado porque cada uno de los elementos de control (5, 5', 15, 15') de los bordes es a base de un material que tiene una emisividad superior a la emisividad del silicio.
Patentes similares o relacionadas:
 Aparato de fabricación de un sustrato de silicio para células solares usando colada continua para facilitar el control de la temperatura y procedimiento de fabricación de un sustrato de silicio usando el mismo, del 18 de Diciembre de 2013, de KOREA INSTITUTE OF ENERGY RESEARCH: Un aparato de fabricación de un sustrato de silicio usando colada continua, que comprende:
una unidad de crisol configurada para recibir silicio en bruto […]
Aparato de fabricación de un sustrato de silicio para células solares usando colada continua para facilitar el control de la temperatura y procedimiento de fabricación de un sustrato de silicio usando el mismo, del 18 de Diciembre de 2013, de KOREA INSTITUTE OF ENERGY RESEARCH: Un aparato de fabricación de un sustrato de silicio usando colada continua, que comprende:
una unidad de crisol configurada para recibir silicio en bruto […]
Método y reactor de crisol para producir silicio o un metal reactivo, del 21 de Junio de 2013, de REC Silicon Inc: Un método para producir silicio o un metal reactivo, que comprende: introducir una alimentación que contiene silicio o una alimentación que contiene […]
Tira de acero recubierta de metal, del 1 de Julio de 2020, de Bluescope Steel Limited: Un procedimiento de formación de un recubrimiento de aleación de Al-Zn-Si-Mg sobre una tira, con el procedimiento que incluye pasar una tira de acero a […]
Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura y línea de tratamiento para su implementación, del 3 de Junio de 2020, de Arcelormittal: Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura que contiene al menos un elemento fácilmente oxidado, que comprende […]
Composición en solución para tratamiento superficial de lámina de acero, superficie de lámina de acero chapada a base de zinc, tratada con la misma, y su procedimiento de fabricación, del 20 de Mayo de 2020, de POSCO: Una composición en solución para el tratamiento superficial de lámina de acero, que comprende: 30 % en peso a 60 % en peso de un compuesto de cromo trivalente […]
Procedimiento de producción de una lámina de acero TWIP que tiene una microestructura austenítica, del 13 de Mayo de 2020, de Arcelormittal: Procedimiento de producción de una lámina de acero TWIP laminada en frío, recuperada y recubierta que comprende las siguientes etapas sucesivas: A. alimentación de […]
Método de fabricación para láminas de acero de alta resistencia, del 15 de Abril de 2020, de Samhwa Steel Co., Ltd: Método de fabricación una lámina de acero de alta resistencia, comprendiendo dicho método: calentamiento rápido por inducción de alta […]
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]