Dispositivo de transporte con tope de posicionamiento.
Dispositivo (1, 110) de transporte para la transferencia de una platina (11,
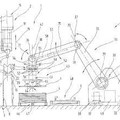
115) preparada, no deformada, a una prensa (12), comprendiendo el dispositivo (1, 110) de transporte un brazo (3) móvil o un travesaño móvil y un conjunto (4, 99, 111) de herramientas intercambiable, fijado o dispuesto en el mismo con ventosas (6, 105, 112), caracterizado porque el conjunto (4, 99, 111) de herramientas comprende, además de las ventosas (6, 105, 112), al menos un tope (5, 5a, 71, 114) que puede desplegarse entrando en el plano (20) de la platina lateralmente con respecto a la platina (11, 115).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2009/000172.
Solicitante: Schuler Pressen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Bahnhofstr. 41 73033 Göppingen ALEMANIA.
Inventor/es: SPIESSHOFER, THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D43/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › por medio de tenazas o pinzas.
PDF original: ES-2487520_T3.pdf
Fragmento de la descripción:
Dispositivo de transporte con tope de posicionamiento La invención se refiere a un dispositivo de transporte para la transferencia de una platina preparada, no deformada, a una prensa según el preámbulo de la reivindicación 1 (véase por ejemplo el documento WO 2007/082323) .
En el sector de la conformación de chapas, por ejemplo en el sector de la industria del automóvil y auxiliar, de la industria de los artículos domésticos u otros sectores industriales de conformación de chapas ya no es posible imaginarse la no utilización de sistemas de conformación mecánicos e hidráulicos así como sus dispositivos de automatización correspondientes. Un componente esencial de este tipo de sistemas de conformación lo forman los sistemas de transferencia de múltiples empujadores como, por ejemplo, trenes de prensas, en los que en el marco de varias etapas de trabajo se conforman platinas de chapa no deformadas en piezas de trabajo correspondientes. Las platinas de chapa se introducen en este caso, partiendo de su estado en bruto, no deformado, unas detrás de otras en módulos de prensa individuales, en los que tienen lugar las etapas de conformación individuales u otras etapas de mecanizado. Antes de la entrada en un tren de prensas de este tipo así como entre las estaciones de mecanizado individuales, unos dispositivos de transporte asumen la transferencia tanto de la platina no deformada a la primera estación de mecanizado como la transferencia entre las estaciones de mecanizado individuales. Un factor esencial en este caso, además del cumplimiento de la frecuencia de reloj de mecanizado y de la capacidad de guiar las piezas de trabajo conformadas siempre con seguridad y correctamente, es también la precisión necesaria al introducir las piezas de trabajo en la estación de mecanizado siguiente en cada caso.
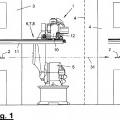
La presente invención trata de un dispositivo de transporte que está configurado para la transferencia de una platina preparada, no deformada, a una primera estación de mecanizado, en particular a una primera prensa de un tren de prensas. Un dispositivo de transporte de este tipo comprende siempre un brazo móvil, por ejemplo un brazo de robot, o un travesaño móvil, pudiendo presentar estas unidades el trayecto de desplazamiento necesario desde la recogida de la platina preparada, no deformada, hasta el área de trabajo de la prensa. El brazo móvil o el travesaño móvil sirve como base para un conjunto de herramientas intercambiable, dispuesto en el mismo, que en función del campo de aplicación puede estar equipado con diferentes medios de manipulación en las más diferentes disposiciones. Una posible combinación en el sector de los trenes de prensas de conformación de chapas la representa en este caso la combinación formada por una barra de succión, y el conjunto de herramientas dispuesto en la misma, con ventosas individuales posicionadas de manera adaptada a la pieza de trabajo, pudiendo intercambiarse el conjunto de herramientas según las necesidades dependiendo de la pieza de trabajo producida, por ejemplo cuando cambian las dimensiones de la pieza de trabajo o las propiedades mecánicas de un tipo de pieza de trabajo a otro, por ejemplo un guardabarros o una puerta.
Así, el término conjunto de herramientas representa una disposición intercambiable, dependiendo del tipo de pieza de trabajo y adaptada al tipo de pieza de trabajo, de medios auxiliares necesarios para la manipulación de piezas de trabajo, el cual, al reequipar el tren de mecanizado, simplemente puede desacoplarse de un brazo móvil o un travesaño móvil y se sustituye por un conjunto de herramientas nuevo, correspondiente a la operación de reequipamiento. Alternativamente también puede intercambiarse la combinación de conjunto de herramientas y brazo o travesaño, en particular una barra de succión, cuando el conjunto de herramientas está colocado por ejemplo de manera fija en la barra de succión.
A partir del estado de la técnica se conocen dispositivos de transporte para la transferencia de una platina preparada, no deformada, a una prensa, que presentan un conjunto de herramientas con ventosas dispuestas en el mismo. La platina no deformada se prepara tras su extracción de una pila de platinas, pudiendo pasar antes la platina, por ejemplo, por una estación de lavado, una máquina de enderezamiento o cualquier otro dispositivo necesario para preparar el mecanizado de conformación de chapas. La platina se prepara entonces en una estación de transferencia para su transferencia a la prensa, no estando determinada por regla general en el momento de la preparación de la platina no deformada su posición exacta en relación con la primera prensa del tren de prensas. Debido a la limpieza realizada antes o cualquier otra manipulación de la platina no deformada, ésta, al proporcionarse al dispositivo de transporte, puede presentar en su plano de apoyo por ejemplo un desplazamiento de varios centímetros. Sin embargo, en particular al introducirla en la primera prensa de un tren de prensas, el posicionamiento exacto de la platina no deformada es esencial porque las imprecisiones en la primera operación de conformación, en particular, en la primera operación de estiramiento, prosiguen por regla general por todas las estaciones de mecanizado de un tren de prensas.
Así, para proporcionar un posicionamiento exacto de la platina no deformada antes de su entrada en el tren de prensas, es decir, antes de su introducción en la primera prensa mediante el dispositivo de transporte, hasta ahora se han utilizado estaciones de posicionamiento que, en el área de la superficie de posicionamiento, presentan diferentes módulos desplazables que, según la forma del contorno de la platina no deformada, la deslizan en la estación de posicionamiento a una posición predeterminada, de modo que el dispositivo de transporte para la transferencia a una primera prensa siempre encuentra la platina no deformada en una posición definida. Por tanto, este tipo de estaciones de posicionamiento presentan medios que deslizan la platina en su plano y la orientan contra topes definidos de tal manera que ésta se encuentra en una posición de transferencia predeterminada para el
dispositivo de transporte.
En la estación de posicionamiento conocida, por ejemplo en estaciones de centrado, es desventajoso que ésta tenga que ajustarse y equiparse de manera diferente en función de la forma del contorno de la platina existente, es decir, para cada tipo de pieza de trabajo, teniendo que adaptarse a menudo el número de medios de deslizamiento necesarios y las posiciones de medio de deslizamiento correspondientes en el área de la estación de posicionamiento. Este tipo de estaciones de posicionamiento, en particular estaciones de centrado, están equipadas además con una mecánica muy compleja, que debe poder adaptarse a todas las circunstancias individuales, porque una estación de posicionamiento no puede extraerse fácilmente del recorrido de un tren de prensas y sustituirse por otra. Teniendo en cuenta todos estos requisitos, que han de exigirse a una estación de posicionamiento de este tipo, debe partirse además de costes de adquisición muy elevados para una estación de este tipo.
Ahora, el objetivo de la invención es garantizar que por medio de un dispositivo de transporte para la transferencia de una platina preparada, no deformada, a una prensa se consiga que la platina no deformada pueda posicionarse de manera precisa en el área de una primera prensa, y que el posicionamiento preciso se garantice evitando la necesidad de una estación de posicionamiento cara y compleja para un gran número de tipos de pieza de trabajo.
El objetivo se alcanza partiendo del preámbulo de la reivindicación 1 mediante los rasgos caracterizadores de la reivindicación 1. En las reivindicaciones dependientes se indican perfeccionamientos ventajosos así como desarrollos convenientes del objeto según la invención.
El dispositivo de transporte según la invención para la transferencia de una platina preparada, no deformada, a una prensa comprende por regla general un brazo móvil, en la configuración como robot de transferencia, o un travesaño móvil, por ejemplo en forma de una barra de succión. Sin embargo, también son concebibles disposiciones de robot de múltiples brazos u otro tipo de unidad de movimiento, que puedan superar la distancia que debe salvarse entre la posición de la platina preparada y la posición de trabajo de la primera prensa. Por lo demás, el dispositivo de transporte según la invención comprende un conjunto de herramientas fijo o intercambiable, que puede intercambiarse según el tipo de pieza de trabajo respectivo y de manera adaptada al respectivo dispositivo de mecanizado del tren de prensas con o sin el brazo móvil o el travesaño,... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo (1, 110) de transporte para la transferencia de una platina (11, 115) preparada, no deformada, a una prensa (12) , comprendiendo el dispositivo (1, 110) de transporte un brazo (3) móvil o un travesaño móvil y un conjunto (4, 99, 111) de herramientas intercambiable, fijado o dispuesto en el mismo con ventosas (6, 105, 112) , caracterizado porque el conjunto (4, 99, 111) de herramientas comprende, además de las ventosas (6, 105, 112) , al menos un tope (5, 5a, 71, 114) que puede desplegarse entrando en el plano (20) de la platina lateralmente con respecto a la platina (11, 115) .
2. Dispositivo (1, 110) de transporte según la reivindicación 1, caracterizado porque la platina (11, 115) puede deslizarse mediante un movimiento (30, 104) del tope (5, 5a, 71, 114) , en particular un movimiento (30) de desplazamiento y/o un movimiento (104) de pivotado del tope (5, 5a, 71, 114) , desde una posición (I) aleatoria, en la que se preparó la platina (11) , a una posición (II) orientada hacia el conjunto (4, 99, 111) de herramientas.
3. Dispositivo de transporte según la reivindicación 1 ó 2, caracterizado porque el tope (5, 5a, 71, 114) puede desplazarse mediante un accionamiento dispuesto en el conjunto (4, 99, 111) de herramientas, en particular un accionamiento lineal como, por ejemplo, un cilindro (7, 8, 72) , en particular linealmente.
6. Dispositivo de transporte según la reivindicación 4 ó 5, caracterizado porque los medios para controlar la 30 trayectoria del tope (5, 5a, 71, 114) comprenden al menos un resorte (77) de contrapresión. 7. Dispositivo de transporte según una de las reivindicaciones anteriores, caracterizado porque la trayectoria sobre la que puede desplazarse el tope puede estar compuesta por una combinación de movimiento lineal y movimiento de rotación y/o movimiento de pivotado. 4. Dispositivo de transporte según una de las reivindicaciones anteriores, caracterizado porque el tope (5, 5a, 71, 114) puede desplegarse mediante un deslizamiento lineal, en particular mediante un cilindro (7, 8, 72) , presentando el tope (5, 5a, 71, 114) y/o el deslizamiento lineal medios para controlar una trayectoria del tope (5, 5a, 71, 114) .
5. Dispositivo de transporte según la reivindicación 4, caracterizado porque los medios para controlar la trayectoria del tope (5, 5a, 71, 114) comprenden al menos un medio (74, 79) de guiado lineal y/o al menos una palanca (78) acodada.
Patentes similares o relacionadas:
Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento, del 1 de Abril de 2020, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento (M) que comprende al menos dos […]
PINZA MEJORADA PARA PRENSA DE ESTAMPACIÓN CON SISTEMA TRANSFER, del 6 de Julio de 2015, de SARABIA TRILLA, Miquel: 1. Pinza mejorada para una prensa de estampación con sistema transfer, que comprende unos brazos de sujeción de una chapa a estampar y un cuerpo de soporte que está […]
 Dispositivo de transporte, del 17 de Diciembre de 2014, de KUKA SYSTEMS GMBH: Dispositivo de transporte para piezas de trabajo , en particular piezas de chapa, entre depósitos o dispositivos de procesamiento contiguos, […]
Dispositivo de transporte, del 17 de Diciembre de 2014, de KUKA SYSTEMS GMBH: Dispositivo de transporte para piezas de trabajo , en particular piezas de chapa, entre depósitos o dispositivos de procesamiento contiguos, […]
 Prensa plegadora con un dispositivo de posicionamiento de piezas de trabajo así como un procedimiento para la explotación, del 9 de Julio de 2014, de Trumpf Maschinen Austria GmbH & CO. KG: Procedimiento para la explotación de un dispositivo de fabricación con al menos una prensa plegadora y un dispositivo de manipulación de piezas […]
Prensa plegadora con un dispositivo de posicionamiento de piezas de trabajo así como un procedimiento para la explotación, del 9 de Julio de 2014, de Trumpf Maschinen Austria GmbH & CO. KG: Procedimiento para la explotación de un dispositivo de fabricación con al menos una prensa plegadora y un dispositivo de manipulación de piezas […]
Instalación para la producción de forros de freno, del 8 de Enero de 2014, de IAG Industrie Automatisierungsgesellschaft mbH: Instalación para la producción de forros de freno con una pluralidad de prensas (1 a 6) dispuestas en línea, que prensan la masa de fricción rellenada en moldes […]
 Robot con brazo adicional, del 27 de Noviembre de 2013, de Strothmann Machines & Handling GmbH: Robot con un mecanismo de movimiento para desplazar unas piezas estampadas, en particular entre dosprensas consecutivas de un tren de prensas, […]
Robot con brazo adicional, del 27 de Noviembre de 2013, de Strothmann Machines & Handling GmbH: Robot con un mecanismo de movimiento para desplazar unas piezas estampadas, en particular entre dosprensas consecutivas de un tren de prensas, […]
 Prensa dobladora con dispositivo de alimentación y procedimiento para su utilización, del 19 de Marzo de 2013, de Trumpf Maschinen Austria GmbH & CO. KG: Instalación de producción para el conformado por doblado de placas o piezas , con una prensa dobladora ,con una viga de mesa […]
Prensa dobladora con dispositivo de alimentación y procedimiento para su utilización, del 19 de Marzo de 2013, de Trumpf Maschinen Austria GmbH & CO. KG: Instalación de producción para el conformado por doblado de placas o piezas , con una prensa dobladora ,con una viga de mesa […]
DISPOSITIVO DE AGARRE Y MANEJO DE RECIPIENTES METÁLICOS, del 21 de Junio de 2011, de Frattini-Tech AG: Un dispositivo para agarrar y manejar un recipiente metálico , obtenido por extrusión, estampado en frío o estampado en frío/embutición de una pieza […]