DISPOSITIVO CONTROLADOR DE DIAMETRO Y PASO EN LA FABRICACION DE ROSCA ARQUIMEDES LAMINADA.
Dispositivo controlador de los diámetros y del paso en la fabricación por laminado en frío de roscas helicoidales,
que se compone de tres controladores, que trabajan por presionado sobre una rosca helicoidal elaborada por dos conos giratorios laminadores. El primer controlador, formado por un cilindro longitudinal ajustable en todas direcciones, que se sitúa dentro de la rosca laminada, corrige las posibles desviaciones en la medida del diámetro interior de la rosca; el segundo, compuesto por dos rodinas montadas sobre dicho cilindro longitudinal, enmienda las eventuales desviaciones en la medida del paso de la rosca, y el tercero, formado por una rodina acanalada, a modo de polea, corrige las posibles desviaciones en la medida del diámetro exterior de la rosca. El dispositivo es aplicable a la fabricación de roscas helicoidales laminadas en frío destinadas a ser soldadas a tubos de diámetro exterior igual al interior de las roscas controladas
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702899.
Solicitante: COMES LLIBERIA,AGUSTIN.
Nacionalidad solicitante: España.
Provincia: TARRAGONA.
Inventor/es: COMES LLIBERIA,AGUSTIN.
Fecha de Solicitud: 2 de Noviembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 1 de Julio de 2010.
Clasificación Internacional de Patentes:
- B21C37/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › de tubos con nervios helicoidales.
Clasificación PCT:
- B21C37/26 B21C 37/00 […] › de tubos con nervios helicoidales.
Descripción:
Dispositivo controlador de diámetro y paso en la fabricación de rosca arquímedes laminada.
En la actualidad, la fabricación de roscas helicoidales (también llamadas de Arquímedes) ha progresado muy poco desde sus orígenes; se sigue utilizando el mismo proceso tradicional de conformado: laminación en frío, enrollado y curvado en función de las características finales que se pretendan dar al producto elaborado, y estirado de la rosca -para acoplarla a un tubo al que se suelda- para conseguir las medidas finales correctas en cuanto a paso, diámetro interior y diámetro exterior, corrigiendo así todos los desajustes dimensionales que se puedan haber generado en las etapas anteriores del proceso de conformado.
Por lo que respecta al laminado en frío, hay que apuntar que, hoy por hoy, es el sistema más utilizado para fabricar roscas helicoidales. Y ello por su sencillez y por las inmejorables características mecánicas de dureza y resistencia que confiere al producto obtenido. Y parece ser que este sistema seguirá vigente en tanto en cuanto no aparezca otro que ofrezca un balance más favorable entre ventajas e inconvenientes.
Tal sistema consiste en hacer pasar la materia prima (metales o sus aleaciones) en forma de fleje (tiras de anchura y espesor predeterminados) entre dos conos giratorios laminadores que, mediante fuerzas de compresión y de cizallamiento al pasar el fleje entre ellos, conforman plásticamente el material, fluyendo éste de forma continua y en una dirección preferente, aunque en mayor medida en su parte exterior que en su parte interior, lo que hace que el fleje se enrolle.
Cabe señalar que, como en cualquier laminación, la forma de los elementos giratorios laminadores determina la forma final del producto obtenido.
Descripción de la invención
Los desajustes que presenta la rosca helicoidal después de laminada, y que se corrigen en la etapa de estirado, pueden ser ocasionados por las siguientes causas:
a) Pequeñas desviaciones prácticas en el giro y en los ángulos de los ejes de los elementos giratorios laminadores con respecto al funcionamiento teórico de estos. Así, la compresión y el cizallamiento sobre el material no son uniformes, con lo cual las medidas de la rosca elaborada tampoco lo son.
b) Falta de homogeneidad metalúrgica de los flejes, con lo que las reacciones del material tratado no serán constantes ni, por ende, las correspondientes deformaciones.
c) Falta de estabilidad dimensional de los flejes en cuanto a su anchura y espesor, con lo cual la compresión y el cizallamiento efectuados sobre el material ofrecerán resultados variables.
Para absorber los eventuales defectos, actualmente las roscas se fabrican semiencogidas, ya que de esta manera al estirarlas se pueden ajustar las posibles desviaciones que presenten en cuanto a paso y diámetros, aunque esta operación no pueda siempre garantizar la pretendida uniformidad de todas las espiras del tramo roscado.
Sería, pues, deseable obtener un producto final laminado de carácter uniforme, sin necesidad de practicar tales ajustes, de paso y diámetros, que lógicamente no aportan ningún valor añadido a dicho producto final.
Para ello, la presente invención, que se intenta proteger como modelo de utilidad, pretende corregir cualquier desviación que pueda presentar la rosca, por cualquiera de las causas antes reseñadas, y de esta manera fabricarla sin que ofrezca apreciables desviaciones dimensionales.
El dispositivo que se describe y reivindica consiste en un cilindro longitudinal de diámetro igual o inferior al diámetro interior de la rosca a fabricar, ajustable en altura y profundidad, y que se sitúa dentro de la rosca laminada, incidiendo en un punto de ésta que le permite mantener o variar el diámetro interior de la espira que se va generando por los conos giratorios laminadores, y evitar así la eventual disminución de dicho diámetro para cualquier espira en el curso de su elaboración.
Este cilindro longitudinal incorpora dos rodinas ajustables en la misma dirección en la que avanza el material laminado, y ello con el fin de controlar el previsto paso de rosca, y lograr así que éste sea constante.
Controlando las dos variables anteriores diámetro interior y paso de rosca- se logra también controlar la disminución del diámetro exterior.
Para controlar el crecimiento de este último diámetro, se prevé otra rodina que se sitúa presionado la parte exterior de la rosca justo inmediatamente después de su salida de los conos giratorios laminadores, consiguiendo así un radio exterior constante.
El dispositivo objeto de la invención, controlador de diámetros y paso en la fabricación de rosca helicoidal mediante laminación en frío, se caracteriza por ser un útil de ayuda a la máquina laminadora, a la que le evita que produzca desviaciones de las correctas medidas correspondientes a la rosca por ella fabricada.
Descripción de los dibujos
Para una mejor comprensión de cuanto hasta aquí se ha descrito, se incluyen unos dibujos, correspondientes a una realización preferida de la invención, en los cuales puede ser observado lo que sigue:
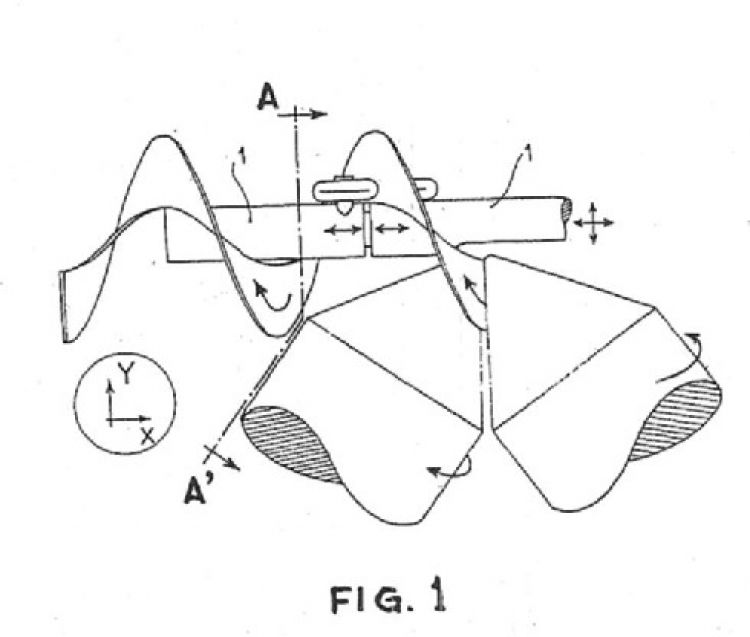
En la figura 1, una vista en alzado del dispositivo de la invención, en la que se ven los conos giratorios laminadores.
En la figura 2, una vista en planta del mismo dispositivo, en la que no se han representado dichos conos, por no ser ello necesario.
En la figura 3, una vista de una sección, por A-A', del repetido dispositivo indicada en la figura 1.
En ellas, se designan los distintos elementos con las siguientes referencias numéricas:
Realización preferente de la invención
El dispositivo que se preconiza, en una posible realización preferente, se compone de un cilindro longitudinal (1), que se sitúa en la zona interior de la rosca helicoidal, a modo de eje de la misma, el cual es ajustable, dentro de ciertos límites, en todas las direcciones del espacio conformado por los planos x-y, x-z e y-z.
La misión de este cilindro longitudinal es la de limitar la posibilidad de disminución del diámetro interior de la rosca helicoidal, a la salida de los conos giratorios laminadores, actuando mediante presión, en un punto de contacto (5), a efectos de corregir posibles desviaciones con respecto al diámetro previsto.
Al mismo tiempo, este cilindro longitudinal sirve de soporte a dos rodinas (2), que se sitúan cerca del mencionado punto de contacto, las cuales controlan el paso de la rosca helicoidal, a la que presionan en uno u otro sentido, evitando la primera que el paso disminuya y la segunda que aumente con respecto a la oportuna medida preestablecida.
La separación entre rodinas es ajustable, según el eje x, para adaptar la distancia entre sus puntos de contacto (3) a los diferentes espesores de la rosca elaborada.
Por último, el dispositivo en cuestión, cerca de la salida de los conos giratorios laminadores, dispone de una rodina acanalada (4) para el control del diámetro exterior de la rosca fabricada, a la que presiona, impidiendo que la misma exceda la correspondiente dimensión prefijada y ofrezca, en todo momento, un diámetro exterior constante para todas sus espiras.
No se considera necesario hacer más extensa esta descripción para que cualquier experto en la materia comprenda el alcance de la presente invención, así como los efectos técnicos y los beneficios nuevos que de la misma se puedan derivar.
Los términos en los que se ha redactado la presente memoria técnica deberán ser tomados siempre en el sentido más amplio y menos limitativo que resulte compatible con la esencialidad de la invención que en ella se describe y reivindica.
Reivindicaciones:
1. Dispositivo controlador de los diámetros y del paso en la fabricación por laminado de roscas helicodales, que se caracteriza por tener tres controladores específicos que trabajan por presionado sobre la rosca elaborada a partir de flejes metálicos por dos conos giratorios laminadores, controladores que actúan sobre los diámetros interior y exterior y sobre el paso de la rosca laminada.
2. Dispositivo controlador de los diámetros y del paso en la fabricación por laminado de roscas helicodales, según reivindicación primera, que se caracteriza por que el primer controlador específico está constituido por un cilindro longitudinal que se sitúa en medio de la rosca laminada, a modo de eje de la misma, pudiendo ser orientado, dentro de ciertos límites, en todas direcciones, el cual cilindro controla, por presionado, el diámetro interior de la misma.
3. Dispositivo controlador de los diámetros y del paso en la fabricación por laminado de roscas helicodales, según reivindicaciones primera y segunda, que se caracteriza por que el segundo controlador específico está formado por dos rodinas, montadas sobre el cilindro longitudinal, entre las cuales discurren las espiras de la rosca laminada, las cuales rodinas, por presionado de una o de otra, controlan el paso de la rosca que surge de los conos giratorios laminadores.
4. Dispositivo controlador de los diámetros y del paso en la fabricación por laminado de roscas helicoidales, según reivindicaciones primera, segunda y tercera, que se caracteriza por que el tercer controlador específico está constituido por una tercera rodina acanalada, a modo de polea, la cual controla, por presionado, el diámetro exterior de la rosca laminada por los conos giratorios laminadores.
Patentes similares o relacionadas:
Procedimiento para la producción de un tubo con aletas usando un rayo láser y tubo con aletas correspondiente, del 10 de Junio de 2020, de Schmöle GmbH: Procedimiento para producir un tubo con aletas , en el cual un cuerpo base del tubo se equipa con con aletas en su exterior , en particular helicoidalmente, […]
Barrena para suelo y método de fabricación, del 27 de Mayo de 2020, de SENTEK PTY LTD: Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye: conformar mediante torneado de metal […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
 METODO Y PIEZA EN BRUTO PARA LA FABRICACION DE UN TRANSPORTADOR TUBULAR DE TORNILLO SIN FIN Y UN TRANSPORTADOR TUBULAR DE TORNILLO SIN FIN FABRICADO DE ESE MODO, del 1 de Julio de 2010, de STRICKER IRD-PATENT GBR: Método de fabricación de un transportador tubular de tornillo sin fin en forma de un tubo rotatorio cilíndrico con una espiral de un tornillo sin fin […]
METODO Y PIEZA EN BRUTO PARA LA FABRICACION DE UN TRANSPORTADOR TUBULAR DE TORNILLO SIN FIN Y UN TRANSPORTADOR TUBULAR DE TORNILLO SIN FIN FABRICADO DE ESE MODO, del 1 de Julio de 2010, de STRICKER IRD-PATENT GBR: Método de fabricación de un transportador tubular de tornillo sin fin en forma de un tubo rotatorio cilíndrico con una espiral de un tornillo sin fin […]
TUBO DE ALETAS., del 1 de Febrero de 2005, de BRUNDERMANN, GEORG: Procedimiento para la fabricación de tubos de aletas de metal, en particular tubos de intercambiadores de calor, en donde a un cuerpo tubular que se […]
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON ALETAS., del 16 de Mayo de 2002, de KME SCHMOLE GMBH: LA INVENCION TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE ALETAS EN EL QUE UN TUBO DE ACERO FINO ES CORRUGADO ENROLLANDOLO EN ESPIRAL CON UNA BANDA […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL ARROLLADO DE TUBOS CON SECCION TRANSVERSAL PREFERENTEMENTE OVALADA O ELIPTICA, del 16 de Diciembre de 1996, de BDAG BALCKE-DURR AKTIENGESELLSCHAFT: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL ARROLLADO DE TUBOS CON SECCION TRANSVERSAL PREFERENTEMENTE OVALADA O ELIPTICA CON […]