DISPOSITIVO PARA LA COLOCACIÓN DE MANGUITOS SOBRE OBJETOS EN DESLIZAMIENTO.
Dispositivo de colocación de manguitos sobre objetos en deslizamiento,
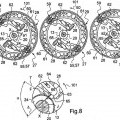
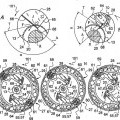
estando dichos manguitos tronzados a partir de un tubo continuo (13) pasando sobre un conformador (20) de abertura de tubo que tiene un eje central (X), dicho conformador (20) está mantenido flotando entre unos primeros rodillos exteriores (30,31) y unos contrarodillos (25,26) de ejes paralelos llevados por dicho conformador (20), hasta y más allá de un medio de corte (27), estando unos segundos rodillos exteriores (32,33) previstos más abajo del medio de corte (27) para eyectar el trozo de tubo cortado (15) sobre un objeto (10) llegando aplomo del conformador (20) como consecuencia del paso de dicho objeto delante de una célula (80), comprendiendo el medio de corte (27) al menos una cuchilla (28) montada sobre un soporte (29) que está dispuesto para girar alrededor del conformador (20), pudiendo la o cada cuchilla pivotar sobre dicho soporte giratorio quedando en un plano (P) esencialmente perpendicular al eje (X) del conformador (20), enfrente de una garganta (24) de dicho conformador, alternativamente entre una posición de retirada y una posición de corte en la cual penetra en parte en dicha garganta del conformador, caracterizado porque el pivoteo alternado de la o de cada cuchilla (28) entre su posición de retirada y su posición de corte está asegurado mediante un sistema de leva (59) por la diferencia de rotación de coronas giratorias superpuestas (55,57) constituyendo el soporte de dicha cuchilla, una de la cual (55) presenta un camino de leva (60) paralelo al plano de corte (P) y de dirección oblicua, en el cual se desliza una leva (59.1) que es solidaria en rotación a un portacuchilla (62) mediante un eje (61) paralelo al eje común (X) de las coronas (55,57) y enclavijado sobre la otra corona (57), y porque la o cada cuchilla (28) presenta una extremidad libre (65) que está dispuesta para perforar la pared del tubo (13) y cortar dicha pared ejerciendo a la vez sobre ésta una fuerza (F) dirigida radialmente hacia el exterior
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09290553.
Solicitante: SLEEVER INTERNATIONAL COMPANY.
Nacionalidad solicitante: Francia.
Dirección: 15 AVENUE ARAGO 91420 MORANGIS FRANCIA.
Inventor/es: FRESNEL, ERIC.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Julio de 2009.
Clasificación Internacional de Patentes:
- B65B61/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › por corte.
- B65B9/14 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Dispositivos para hinchar las bandas tubulares.
- B65C9/00F
Clasificación PCT:
- B65B61/06 B65B 61/00 […] › por corte.
- B65B9/14 B65B 9/00 […] › Dispositivos para hinchar las bandas tubulares.
- B65C9/00 B65 […] › B65C MAQUINAS, APARATOS O PROCEDIMIENTOS DE ETIQUETADO (clavado o grapado en general B25C, B27F; procedimientos para aplicar calcomanías B44C 1/16; aplicación de etiquetas para embalaje B65B; etiquetas, placas de identificación G09F). › Partes constitutivas o detalles de las máquinas o aparatos de etiquetar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356417_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a la colocación de manguitos, en particular la colocación de manguitos termoretractables sobre objetos en deslizamiento, pasando después los objetos revestidos de su manguito a nivel de un horno de retracción. 5
SEGUNDO PLANO DE LA INVENCIÓN
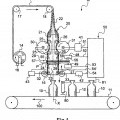
Para la colocación de manguitos termoretractables sobre objetos en deslizamiento, se utiliza clásicamente una técnica según la cual los manguitos están tronzados a partir de un tubo que está mantenido flotando por cooperación entre los rodillos exteriores y unos contrarodillos de ejes paralelos llevados por el conformador, dichos rodillos exteriores aseguran el avance del tubo a lo largo del conformador, en general vertical, 10 hasta y más allá de un medio de corte. Otros rodillos están generalmente previstos más abajo del medio de corte para eyectar el trozo de tubo cortado sobre el objeto llegando perpendicularmente al conformador.
Así, en la mayoría de las técnicas utilizadas, se encuentran unos primeros rodillos exteriores destinados a asegurar el avance del tubo sobre el conformador, y unos segundos rodillos exteriores que sirven a eyectar el trozo de tubo cortado sobre el objeto considerado. Todos estos rodillos exteriores están evidentemente 15 motorizados, y su motorización ha dado lugar a diferentes tipos de disposiciones.
Se ha así propuesto tener una motorización completamente independiente para los segundos rodillos y los primeros rodillos con el fin de poder hacer girar los segundos rodillos más rápidamente que los primeros, esto para precipitar la caída vertical del trozo de tubo cortado sobre el objeto considerado. Este enfoque está ilustrado en el documento EP-A-0.109.105. Según otro enfoque, se ha previsto una sincronización del accionamiento en 20 rotación de los primeros y segundos rodillos, como está ilustrado en el documento EP-A-0 000 851.
Sin embargo se ha visto que las técnicas precitadas imponía unos límites en términos de cadencia, puesto que cuando se llega a cadencias elevadas, se ha observado que unos manguitos estaban frecuentemente mal posicionados sobre los objetos, y esto principalmente cuando se trataba de manguitos de altura importante.
Recientemente se ha dado un paso importante con una técnica poniendo en práctica un mando de los 25 motores eléctricos considerados, realizada en sincronismo por un programador electrónico común dispuesto para determinar un perfil continuo de variación de las velocidades, con el fin de pilotar la eyección de cada trozo de tubo, incluyendo dicho programador al menos una tarjeta de mando que coopera con un codificador adyacente montado al final de un árbol accionado en rotación por un grupo motoreductor central. Esto se ilustra en el documento W0-A-99/59871 de la solicitante. Con esta ultima técnica, la sincronización ha permitido considerar 30 unas cadencias más elevadas que anteriormente, y esto con un diámetro de manguito apenas superior al diámetro máximo de los objetos.
Existe sin embargo una necesidad creciente de cadencias más y más elevadas, alcanzando corrientemente unos valores de 300 a 600 golpes por minuto.
Se ha entonces preferido utilizar unas máquinas más perfeccionadas abandonando el sistema de 35 avance paso a paso de los objetos, así como el sistema de codificador montado al final de un árbol accionado en rotación por un grupo motoreductor central como descrito en el documento W0-A-99/871 precitado), y utilizar un programador eléctrico común de árbol virtual para accionar todos los motores eléctricos, siendo dada la instrucción de eyección del trozo de tubo cortado por una célula delante de la cual pasan los objetos en deslizamiento.
Paralelamente a esta búsqueda de cadencias muy elevadas, existe igualmente una tendencia en utilizar 40 tubos constituidos a partir de una película termoretractable de menos y menos espesor. A título indicativo, las técnicas clásicas utilizaban películas termoretractables cuyo espesor era del orden de 50µm, cuando ahora se busca utilizar unas películas de materia plástica termoretractable de menor espesor, es decir pudiendo bajar hasta 25µm, y también de menor densidad.
La doble exigencia precitada complica también considerablemente la disposición de los dispositivos de 45 colocación de los manguitos, y se puede observar un tipo de problema técnico que se plantea de manera más y más aguda, y que concierna el proceso de corte del tubo inmovilizado sobre el conformador de abertura del tubo.
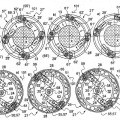
En efecto, el medio de corte tradicionalmente utilizado pone en práctica al menos una cuchilla que gira alrededor del conformador a nivel de una garganta profunda de éste que está asociada a un ligamento reuniendo las dos partes constitutivas del conformador, el pivoteo alternado de la o de cada cuchilla entre su posición de 50 retirada y su posición de corte está asegurado mediante un sistema de leva de tipo circunferencial según el cual un rodillo asociado a la o a cada cuchilla circula en un camino de leva delimitado sobre 360º por unas pistas coaxiales de una corona fija. Ahora bien, se ha observado que tal disposición se volvía impracticable a las cadencias muy elevadas, y que el desgaste rápido de los rodillos era difícil de controlar. Se ha ilustrado a título de ejemplo tal disposición en la figura 2. 55
Además, durante el proceso de corte, el borde de corte de la cuchilla ataca la pared del tubo a nivel de la garganta precitada del conformador, ejerciendo un esfuerzo de empuje importante con el fin de atravesar la pared del tubo. Ahora bien se ha constatado que este esfuerzo radial tiene por efecto rechazar los labios de corte en la garganta precitada, lo que ocasiona un borde de corte que no es perfectamente rectilíneo pero presenta unas irregularidades, y genera además un riesgo inherente a las deformaciones de hundimiento sufridas por el tubo que 5 solo pueden perturbar el proceso normal de avance del tubo y de eyección del trozo cortado. Este efecto negativo de empuje de la pared de tubo durante el corte se vuelve aún más agudo cuando se utilizan manguitos realizados a partir de una película termoretractable de poco espesor y de poca densidad.
El estado de la técnica refiriéndose en particular a los sistemas de corte del tubo continuo que equipan las máquinas de colocación de manguitos sobre unos objetos en deslizamiento, se ilustra igualmente en los 10 documentos mencionados a continuación.
El documento US-A-5.566.527 ilustra un sistema de corte de hoja de cuchilla montada sobre un plató giratorio, con un ataque puramente radial de la pared del tubo a cortar.
El documento DE-A-297 16 624 ilustra un sistema de corte de cuchillas múltiples coplanarias que están accionadas individualmente por unos medios neumáticos. Aquí también el ataque de la pared del tubo por cada 15 cuchilla se efectúa ejerciendo un esfuerzo de empuje con el fin de atravesar dicha pared.
El W0-A-2008/076718 describe finalmente dos sistemas de corte diferentes, uno con un montaje de platós giratorios, y el otro con un sistema de coronas superpuestas cuya diferencia de rotación actúa sobre un dedo de maniobra de cada cuchilla pivotante, con un ataque de la pared del tubo que es para cada cuchilla puramente radial, de lo que resulta un esfuerzo de empuje importante ejercido sobre dicha pared. Nos 20 encontramos con una disposición análoga al sistema precitado, con los mismos inconvenientes, en el documento EP-A-1 797 984.
OBJETO DE LA INVENCIÓN
La invención tiene por objeto un dispositivo de colocación de manguito sobre objetos en deslizamiento que no presente los inconvenientes y limitaciones precitados frente al problema técnico expuesto arriba, en 25 relación con el proceso de corte del tubo inmovilizado sobre el conformador de abertura de tubo.
La invención tiene igualmente por objeto proponer un dispositivo de colocación de manguitos dispuesto para permitir unas cadencias muy elevadas, pudiendo alcanzar 600 golpes por minuto, y esto incluso utilizando unos tubos continuos realizados a partir de película de poco espesor, por ejemplo pudiendo bajar hasta 25µm, y de baja densidad, en particular de densidad inferior a 1. 30
DEFINICIÓN GENERAL DE LA INVENCIÓN
El problema precitado se resuelve de conformidad con la invención gracias a un dispositivo de colocación de manguitos sobre objetos en deslizamiento, estando dichos manguitos cortados a partir de un tubo continuo que pasa sobre un conformador de abertura de tubo teniendo... [Seguir leyendo]
Reivindicaciones:
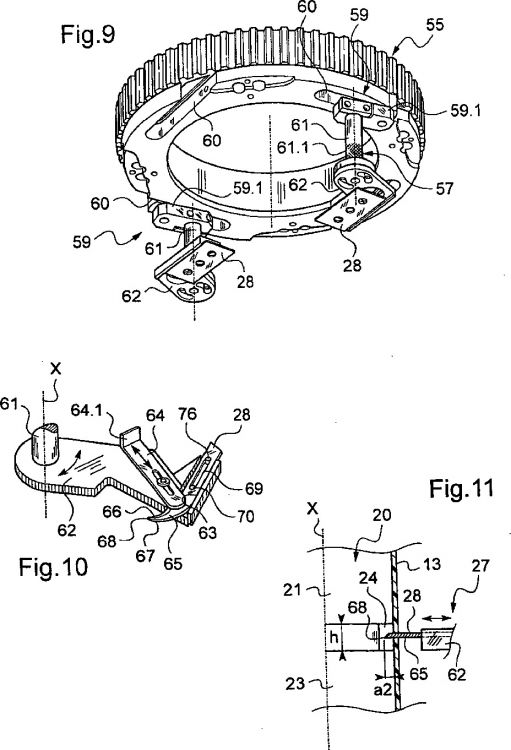
1. Dispositivo de colocación de manguitos sobre objetos en deslizamiento, estando dichos manguitos tronzados a partir de un tubo continuo (13) pasando sobre un conformador (20) de abertura de tubo que tiene un eje central (X), dicho conformador (20) está mantenido flotando entre unos primeros rodillos exteriores (30,31) y unos contrarodillos (25,26) de ejes paralelos llevados por dicho conformador (20), hasta y más allá de un medio de corte (27), estando unos segundos rodillos exteriores (32,33) previstos más abajo del medio de corte (27) para 5 eyectar el trozo de tubo cortado (15) sobre un objeto (10) llegando aplomo del conformador (20) como consecuencia del paso de dicho objeto delante de una célula (80), comprendiendo el medio de corte (27) al menos una cuchilla (28) montada sobre un soporte (29) que está dispuesto para girar alrededor del conformador (20), pudiendo la o cada cuchilla pivotar sobre dicho soporte giratorio quedando en un plano (P) esencialmente perpendicular al eje (X) del conformador (20), enfrente de una garganta (24) de dicho conformador, 10 alternativamente entre una posición de retirada y una posición de corte en la cual penetra en parte en dicha garganta del conformador, caracterizado porque el pivoteo alternado de la o de cada cuchilla (28) entre su posición de retirada y su posición de corte está asegurado mediante un sistema de leva (59) por la diferencia de rotación de coronas giratorias superpuestas (55,57) constituyendo el soporte de dicha cuchilla, una de la cual (55) presenta un camino de leva (60) paralelo al plano de corte (P) y de dirección oblicua, en el cual se desliza una leva (59.1) que 15 es solidaria en rotación a un portacuchilla (62) mediante un eje (61) paralelo al eje común (X) de las coronas (55,57) y enclavijado sobre la otra corona (57), y porque la o cada cuchilla (28) presenta una extremidad libre (65) que está dispuesta para perforar la pared del tubo (13) y cortar dicha pared ejerciendo a la vez sobre ésta una fuerza (F) dirigida radialmente hacia el exterior.
2. Dispositivo de colocación de manguitos según la reivindicación 1, caracterizado porque la o cada 20 cuchilla (28) está dispuesta de manera que su extremidad (65) corte la pared del tubo (13) conservando una orientación tal que la tangente al borde de corte (Δ) forma con la tangente a la pared de tubo (T), en el sentido de rotación (101) del soporte (29) de dicha cuchilla, un ángulo (α) inferior a 90º.
3. Dispositivo de colocación de manguitos según la reivindicación 2, caracterizado porque el ángulo (α) entre las dos tangentes (Δ,T) está elegido cerca de 75º. 25
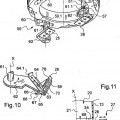
4. Dispositivo de colocación de manguitos según la reivindicación 2 o la reivindicación 3, caracterizado porque la extremidad libre (65) de la o de cada cuchilla (28) está conformada en pico encorvado.
5. Dispositivo de colocación de manguitos según la reivindicación 4, caracterizado porque la extremidad libre en forma de pico encorvado (65) de la o de cada cuchilla (28) presenta un borde de corte (66) en forma de arco cóncavo que se extiende hasta una punta (68) de dicha cuchilla cuyo otro borde (67) tiene forma de arco 30 convexo.
6. Dispositivo de colocación de manguitos según la reivindicación 2 o la reivindicación 3, caracterizado porque la extremidad libre (65) de la o de cada cuchilla (28) presenta un borde de corte (66) que es rectilíneo, y cuya dirección define la tangente al borde de corte (Δ).
7. Dispositivo de colocación de manguitos según una de las reivindicaciones 1 a 6, caracterizado porque 35 la o cada cuchilla (28) está fijada sobre su portacuchilla (62) por un medio individual de fijación de desmontaje rápido (64).
8. Dispositivo de colocación de manguitos según la reivindicación 7, caracterizado porque el medio individual de fijación de desmontaje rápido comprende una barrita deslizante (64) dispuesta para pasar sobre la cuchilla (28) con el fin de asegurar el mantenimiento, o para liberar dicha cuchilla con el fin de permitir su retirada. 40
9. Dispositivo de colocación de manguitos según una de las reivindicaciones 1 a 8, caracterizado porque el soporte (29) lleva una pluralidad de cuchillas (28) angularmente repartidas y dispuestas para pivotar en un plano común (P).
10. Dispositivo de colocación de manguitos según la reivindicación 9, caracterizado porque el sistema de levas (59) está dispuesto de tal manera que las cuchillas (28) pivotan en un sincronismo según un mismo 45 movimiento entre su posición de retirada y su posición de corte.
11. Dispositivo de colocación de manguitos según la reivindicación 10, caracterizado porque el pivoteo alternado de las cuchillas (28) está regulado para que la distancia de penetración (a2) de la extremidad (65) de ésta en la garganta (24) del conformador (20) sea justo suficiente para garantizar el traspaso de la pared del tubo (13), en particular de 2 a 3mm aproximadamente. 50
Patentes similares o relacionadas:
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Máquina de recubrimiento con dispositivo de almacenamiento de película, del 1 de Enero de 2020, de MESSERSI' PACKAGING S.R.L.: Una máquina de recubrimiento que comprende un almacén para alimentar una tira de película para enrollarla en un paquete que está dispuesto […]
Dispositivo de ultrasonido para sellar y cortar, del 1 de Enero de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un dispositivo de ultrasonido para sellar y cortar material en láminas o tiras para cerrar recipientes para productos de infusión o extracción, […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
MÉTODO Y MÁQUINA DE ENVASADO, del 21 de Noviembre de 2019, de Ulma Packaging Technological Center, S.Coop: Máquina y método de envasado que comprende disponer un conjunto de bandejas con al menos una hilera formada por una pluralidad de bandejas […]
DISPOSITIVO DE PRECORTE DE ENVASES, del 8 de Noviembre de 2019, de INDUSTRIAS TECNOLÓGICAS DE MECANIZACIÓN Y AUTOMATIZACIÓN, S.A: Dispositivo de precorte de envases: que comprende una placa matriz y una placa porta punzones provista de unos cuchillos superiores […]