DISPOSITIVO PARA EL AVANCE DE PIEZAS DE TRABAJO CON CARRILES DE MORDAZAS.
Dispositivo (1) para el avance paso a paso de piezas de trabajo con dos carriles de mordazas (3) móviles en vaivén en la dirección de avance y que presentan partes de mordazas o zonas de mordazas para agarrar las piezas de trabajo,
cuyos carriles de mordazas son móviles para agarrar las piezas de trabajo y para moverlas en la dirección de avance y se pueden desplazar a continuación de nuevo a la posición de partida, en el que en cada carril de mordazas (3) inciden al menos dos palancas (4) que se pueden articular paralelas o sincronizadas en simetría de imagen entre sí en el plano del movimiento de los carriles de mordazas o en un plano paralelo al mismo y distanciadas entre sí y en el que estas palancas (4) de uno de los carriles de mordazas (3) son articulables en sentido opuesto a las del otro carril de mordazas (3) y están acopladas en cada caso sobre una guía longitudinal (7) que se extiende en la dirección de la orientación de los carriles de mordazas (3) con éstos, en el que al menos una traviesa de avance (8) móvil transversalmente a sí misma incide directa o indirectamente en los carriles de mordazas (3) para el movimiento de avance y de retroceso fuera de sus zonas de agarre caracterizado porque con la traviesa de avance (8) está conectada al menos una palanca articulada (9) accionada, cuyo movimiento de articulación se puede convertir en un movimiento de avance de la traviesa de avance (8) transversalmente a sí misma y, por lo tanto, en un movimiento de avance de los carriles de mordazas (3) así como en un movimiento de retroceso respectivo, de manera que el lugar de ataque de la palanca articulada (9) incide en forma desplazable en una guía longitudinal (10), que se extiende en la dirección de orientación de la traviesa de avance (8), porque como accionamiento para el movimiento de articulación de la palanca articulada (9) está previsto un servo motor (11), porque están previstos medios para conducir el movimiento de avance de la traviesa de avance (8) transversalmente o en paralelo a sí misma, porque las palancas (4), que impulsan los carriles de mordazas (3) presentan como accionamiento para sus movimientos de articulación, respectivamente, un servo motor (12) y porque los servo motores (12) de las palancas articulables (4) para los carriles de mordazas (3) y de la o de las palancas articuladas (9) para la traviesa de avance (8) tienen un control común que sincroniza sus movimientos de articulación entre sí
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03001584.
Solicitante: ERDRICH BETEILIGUNGS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: REIERSBACHERSTRASSE 34,77871 RENCHEN-ULM.
Inventor/es: ZEIBIG, UWE, NOCK,KLEMENS.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Enero de 2003.
Fecha Concesión Europea: 3 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21D43/05B
- B23Q16/02C2
- B23Q5/34B
- B23Q5/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 5/00 Mecanismos de propulsión o de avance; Disposición de los mecanismos de control a este efecto (control automático B23Q 15/00; copiado B23Q 33/00, B23Q 35/00; especialmente adaptados a las máquinas de escariar o de taladrar B23B 39/10, B23B 47/02). › en los que un servomotor constituye un elemento esencial.
Clasificación PCT:
- B21D43/05 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › especialmente adaptados a las prensas de fases múltiples.
- B23Q16/02 B23Q […] › B23Q 16/00 Equipos no previstos en otro lugar para colocar en posición precisa la herramienta o la pieza a trabajar (control o regulación automática de la posición de la herramienta o de la pieza B23Q 15/22; dispositivos para indicar o medir la posición apropiada de la herramienta o la pieza B23Q 17/22). › Equipo de marcado (especialmente adaptado a máquinas de taller engranajes B23F 23/08).
- B23Q5/34 B23Q 5/00 […] › Avance por transmisión mecánica de otros órganos que soportan las herramientas o las piezas, p. ej. avance de los carros portaherramientas, de las guías de herramientas.
- B23Q5/36 B23Q 5/00 […] › en los que un servomotor constituye un elemento esencial.
Clasificación antigua:
- B21D43/05 B21D 43/00 […] › especialmente adaptados a las prensas de fases múltiples.
- B23Q16/02 B23Q 16/00 […] › Equipo de marcado (especialmente adaptado a máquinas de taller engranajes B23F 23/08).
- B23Q5/34 B23Q 5/00 […] › Avance por transmisión mecánica de otros órganos que soportan las herramientas o las piezas, p. ej. avance de los carros portaherramientas, de las guías de herramientas.
- B23Q5/36 B23Q 5/00 […] › en los que un servomotor constituye un elemento esencial.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para el avance de piezas de trabajo con carriles de mordazas.
La invención se refiere a un dispositivo para el avance paso a paso de piezas de trabajo con dos carriles de mordazas móviles en vaivén en la dirección de avance y que presentan partes de mordazas o zonas de mordazas para agarrar las piezas de trabajo, cuyos carriles de mordazas son móviles para agarrar las piezas de trabajo y para moverlas en la dirección de avance y que se pueden desplazar a continuación de nuevo a la posición de partida, en el que en cada carril de mordazas inciden al menos dos palancas que se pueden articular paralelas entre sí en el plano del movimiento de los carriles de mordazas o en un plano paralelo al mismo o sincronizado en simetría de imagen y distanciadas entre sí y en el que estas palancas de uno de los carriles de mordazas son articulables en sentido opuesto a las del otro carril de mordazas y están acopladas en cada caso sobre una guía longitudinal que se extiende en la dirección de la orientación de los carriles de mordazas con éstos; en el que al menos una traviesa de avance móvil transversalmente a sí misma incide directa o indirectamente en los carriles de mordazas para el movimiento de avance y de retroceso fuera de sus zonas de agarre.
Un dispositivo de este tipo se conoce a partir del documento EP 0 633 077 B1, se puede aplicar, como se describe, por ejemplo, en el documento DE 100 19 109 A1, en prensas de transformación y ha dado buen resultado, puesto que sobre todo también en la zona de agarre se posibilita una altura de construcción reducida y una disposición economizadora de espacio y la sincronización de los movimientos de las palancas es sencilla. Sin embargo, la sincronización de los movimientos de las palancas en este dispositivo conocido anteriormente requiere una conexión mecánica y los carriles de mordazas están guiados en su dirección de extensión longitudinal en una barra de tracción y/o barra de empuje, que provoca esta conexión mecánica y proporciona un movimiento sincronizado de las palancas. Para el avance común es necesaria, además, una construcción de engranaje relativamente costosa, para que se sincronicen entre sí en el tiempo los movimientos de agarre y los movimientos de avance así como los movimientos de retroceso.
Se conoce a partir del documento US-B1-6 216 523 accionar las instalaciones de movimiento de un dispositivo para el avance paso a paso de piezas de trabajo con palancas articuladas y prever servo motores como accionamiento para las palancas articuladas. Los movimientos de articulación se realizan en este caso en planos verticales y, por lo tanto, deben transmitirse sobre los carriles de mordazas a través de una barra de unión y a través de elementos de transmisión provistos con guías de taladros alargados, lo que representa un gasto mecánico relativamente grande.
Por lo tanto, existe el cometido de crear un dispositivo del tipo mencionado al principio con un accionamiento, en el que se reduce al mínimo el gasto de máquina.
Para la solución de este cometido, el dispositivo definido al principio se caracteriza porque con la traviesa de avance está conectada al menos una palanca articulada accionada, cuyo movimiento de articulación se puede convertir en un movimiento de avance de la traviesa de avance transversalmente a sí misma y, por lo tanto, en un movimiento de avance de los carriles de mordazas así como en un movimiento de retroceso respectivo, de manera que el lugar de ataque de la palanca articulada incide en forma desplazable en una guía longitudinal, que se extiende en la dirección de orientación de la traviesa de avance, porque como accionamiento para el movimiento de articulación de la palanca articulada está previsto un servo motor, porque están previstos medios para conducir el movimiento de avance de la traviesa de avance transversalmente o en paralelo a sí misma, porque las palancas, que impulsan los carriles de mordazas presentan como accionamiento para sus movimientos de articulación, respectivamente, un servo motor y porque los servo motores de las palancas articuladas para los carriles de mordazas y de la o de las palancas articuladas para la traviesa de avance tienen un control común que sincroniza sus movimientos de articulación entre sí.
A través de los servo motores se pueden ahorrar medios de transmisión considerables como engranajes, discos de levas u similares, es decir, masas considerables que deben acelerarse y frenarse durante la activación del dispositivo. Además, se reduce en una medida considerable el gasto mecánico. A través de la utilización de servo motores para el accionamiento de varias y, a ser posible, de todas las palancas y palancas articuladas, se puede realizar, por lo tanto, la sincronización de los movimientos individuales entre sí por medio de un control de manera más conveniente eléctrico o electrónico, también programable, lo que requiere un gasto mecánico considerablemente más reducido que una sincronización mecánica a través de un engranaje.
Una configuración conveniente de la invención puede consistir en que para la conducción del movimiento de avance y de retorno de la traviesa de avance transversalmente a sí misma está prevista al menos una guía mecánica, por ejemplo al menos una ranura de guía, un perfil de guía, un carril de guía o una barra de guía, en la que incide al menos una pieza de guía o elemento de guía presente en la traviesa de avance o conectada con la traviesa o porque en la traviesa de avance está prevista al menos una guía que se extiende transversalmente a su extensión, que colabora con al menos una pieza de guía o elemento de guía fijo estacionario. En este caso se prefieren dos carriles de guía o barras de guía paralelas. De esta manera se consigue que una única palanca articulada accionada por un servo motor sea suficiente para desplazar la traviesa de avance transversalmente a sí misma y de esta manera realizar el movimiento de avance y de retroceso de los carriles de mordazas.
Una forma de realización preferida de la invención se puede caracterizar porque como medios para la conducción de la traviesa de avance transversal o paralelamente a sí misma en ésta incide una segunda palanca articulada accionada con un servo motor aproximadamente en simetría de imagen con la primera palanca articulada mencionada y con dimensión coincidente, cuyo movimiento de articulación se puede convertir junto con el de la primera palanca articulada en el movimiento de avance y de retroceso de una traviesa de avance respectiva o de la traviesa de avance común y de los carriles de mordazas, de manera que el lugar de ataque de la segunda palanca articulada incide igualmente de forma desplazable en una guía longitudinal que se extiende en la dirección de orientación de la traviesa de avance respectiva. De una manera similar a la manera en que se pueden mover los carriles de mordazas propiamente dichos, por medio de palancas dispuestas aproximadamente en simetría de imagen entre sí de forma sincronizada para aproximarse o separarse unos de los otros, también se pueden desplazar sobre una traviesa de avance común o, dado el caso, sobre dos traviesas de avance separadas y dos palancas articuladas que inciden en sentido opuesto allí, del mismo tamaño y accionadas por medio de servo motores en la dirección de avance y de retroceso. Esto da como resultado una construcción sencilla de poco gasto mecánico con pocas partes a acelerar. Para una regulación precisa, se puede prever también en este caso adicionalmente una guía mecánica. El árbol de salida del servo motor puede estar acoplado en este caso directamente con el eje de articulación de la o de las palancas articuladas o puede formarlo -especialmente en una sola pieza-. El movimiento del servo motor se puede convertir, por lo tanto, de esta manera directamente en el movimiento de articulación de la palanca articulada respectiva, de manera que para el ajuste de la traviesa de avance no se requieren multiplicaciones o transmisiones de fuerza adicionales. El gasto mecánico se reduce en una medida correspondiente.
La traviesa de avance puede pasar transversalmente a los carriles de mordazas en o a través de escotaduras de guía u orificios de guía que se extienden a través de aquéllos y los carriles de mordazas pueden ser relativamente móviles durante sus movimientos de abertura y de cierre en la dirección longitudinal de la traviesa de avance transversalmente a ésta. De esta manera, los carriles de mordazas pueden realizar sus movimientos de apertura y de cierre y, sin embargo, se pueden ajustar con la ayuda de la traviesa de avance también en la dirección de avance y en sentido opuesto a ella.
Reivindicaciones:
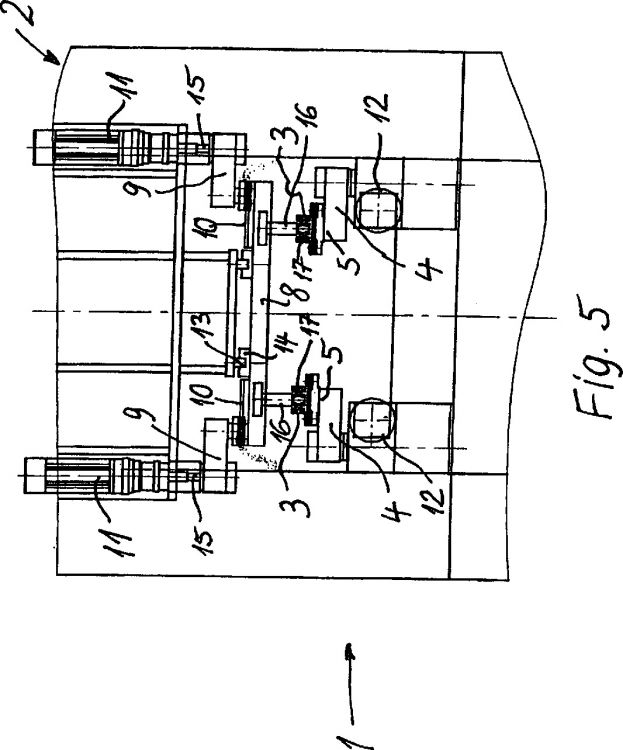
1. Dispositivo (1) para el avance paso a paso de piezas de trabajo con dos carriles de mordazas (3) móviles en vaivén en la dirección de avance y que presentan partes de mordazas o zonas de mordazas para agarrar las piezas de trabajo, cuyos carriles de mordazas son móviles para agarrar las piezas de trabajo y para moverlas en la dirección de avance y se pueden desplazar a continuación de nuevo a la posición de partida, en el que en cada carril de mordazas (3) inciden al menos dos palancas (4) que se pueden articular paralelas o sincronizadas en simetría de imagen entre sí en el plano del movimiento de los carriles de mordazas o en un plano paralelo al mismo y distanciadas entre sí y en el que estas palancas (4) de uno de los carriles de mordazas (3) son articulables en sentido opuesto a las del otro carril de mordazas (3) y están acopladas en cada caso sobre una guía longitudinal (7) que se extiende en la dirección de la orientación de los carriles de mordazas (3) con éstos, en el que al menos una traviesa de avance (8) móvil transversalmente a sí misma incide directa o indirectamente en los carriles de mordazas (3) para el movimiento de avance y de retroceso fuera de sus zonas de agarre caracterizado porque con la traviesa de avance (8) está conectada al menos una palanca articulada (9) accionada, cuyo movimiento de articulación se puede convertir en un movimiento de avance de la traviesa de avance (8) transversalmente a sí misma y, por lo tanto, en un movimiento de avance de los carriles de mordazas (3) así como en un movimiento de retroceso respectivo, de manera que el lugar de ataque de la palanca articulada (9) incide en forma desplazable en una guía longitudinal (10), que se extiende en la dirección de orientación de la traviesa de avance (8), porque como accionamiento para el movimiento de articulación de la palanca articulada (9) está previsto un servo motor (11), porque están previstos medios para conducir el movimiento de avance de la traviesa de avance (8) transversalmente o en paralelo a sí misma, porque las palancas (4), que impulsan los carriles de mordazas (3) presentan como accionamiento para sus movimientos de articulación, respectivamente, un servo motor (12) y porque los servo motores (12) de las palancas articulables (4) para los carriles de mordazas (3) y de la o de las palancas articuladas (9) para la traviesa de avance (8) tienen un control común que sincroniza sus movimientos de articulación entre sí.
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque para la conducción del movimiento de avance y de retorno de la traviesa de avance (8) transversalmente a sí misma está prevista al menos una guía mecánica, por ejemplo al menos una ranura de guía, un perfil de guía, un carril de guía o una barra de guía, en la que incide al menos una pieza de guía o elemento de guía presente en la traviesa de avance (8), o porque en la traviesa de avance (8) está prevista al menos una guía que se extiende transversalmente a su extensión y en dirección de orientación de los carriles de mordazas (3), que colabora con al menos una pieza de guía o elemento de guía fijo estacionario.
3. Dispositivo de acuerdo con la reivindicación 1 ó 2, caracterizado porque en la traviesa de avance (8) incide una segunda palanca articulada (9) accionada con un servo motor (11) aproximadamente en simetría de imagen con la primera palanca articulada (9) mencionada y con dimensión coincidente, cuyo movimiento de articulación se puede convertir junto con el de la primera palanca de articulación (9) en el movimiento de avance y de retroceso de una traviesa de avance (8) respectiva o de la traviesa de avance común y de los carriles de mordazas (3), de manera que el lugar de ataque de la segunda palanca articulada (9) incide igualmente de forma desplazable en una guía longitudinal (10) que se extiende en la dirección de orientación de la traviesa de avance (8) respectiva.
4. Dispositivo de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el árbol de salida (15) del servo motor (11) está acoplado en unión positiva con el eje de articulación de la o de las palancas articuladas (9) o forma dicho eje.
5. Dispositivo de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque la traviesa de avance (8) atraviesa las escotaduras de guía o bien los orificios de guía que se extienden transversalmente a los carriles de mordazas (3) junto o a través de éstos y los carriles de mordazas (3) son relativamente móviles durante sus movimientos de abertura y de cierre en la dirección longitudinal de la traviesa de avance (8) transversalmente a ésta.
6. Dispositivo de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque para el acoplamiento de la traviesa de avance (8) con los carriles de mordazas (3), en la traviesa de avance (8) en su dirección de orientación están dispuestos unos linguetes de guía (16) o similares desplazables, por ejemplo, en taladros alargados, que se extienden desde la traviesa de avance (8) en escotaduras (17) opuestas de los carriles de mordazas (3).
7. Dispositivo de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque las palancas articulables (4) están dispuestas para el movimiento de los carriles de mordazas (3) por encima y/o por debajo de los carriles de mordazas (3) y la traviesa de avance (8) así como su palanca articulada (9) están dispuestas por debajo y/o por encima de los carriles de mordazas (3).
8. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque los servo motores (12) de las palancas giratorias (4) y del o de los servo motores (11) de la o de las palancas articuladas (9) tienen un control común sincronizado en el tiempo en entre sí.
9. Dispositivo de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque las palancas articulables (4) y la/las palanca(s) articulada(s) (9) inciden con sus extremos articulados en tacos de corredera, que encajan en taladros alargados en los carriles de mordazas (3) o bien en la traviesa de avance (8) de forma desplazable y guiada.
Patentes similares o relacionadas:
Máquina de fresado de pórtico, del 21 de Noviembre de 2019, de INNSE-BERARDI S.P.A. SOCIETA' UNIPERSONALE: 1. Máquina de fresado de pórtico , provista de: - un par de montantes separados entre sí en una dirección transversal (Y), en la que cada montante se […]
Máquina herramienta con motor a bordo, del 11 de Enero de 2017, de Innse-Berardi S.p.A: Máquina herramienta que comprende: - un montante que tiene una extensión predominante a lo largo de un eje vertical (Y) perpendicular […]
NUEVO METODO DE COMPENSACION DE ERROR PARA ERRORES ANGULARES EN EL MECANIZADO (COMPENSACION DE INCLINACION)., del 1 de Julio de 2004, de UNOVA IP CORP.: Sistema de compensación de error para máquina herramienta, que comprende: un plato , sobre el cual se monta una máquina herramienta , unos medios de guía […]
UNIDAD DE MECANIZACION CONVERTIBLE DE UN MANDO MANUAL A UN MANDO NUMERICO., del 1 de Agosto de 1990, de SOMEX S.A.: UNIDAD DE MECANIZACION CONVERTIBLE DE UN MANDO MANUAL A UN MANDO NUMERICO, QUE INCLUYE AL MENOS UN CONJUNTO MOVIL MONTADO SOBRE UN ORGANO DE […]
Procedimiento de transporte para la transferencia de piezas de trabajo, del 10 de Junio de 2020, de HATEBUR UMFORMMASCHINEN AG: Procedimiento de transporte para la transferencia de piezas de trabajo entre varias etapas sucesivas de una instalación […]
Método y disposición para generar y probar trayectorias de transporte de piezas de trabajo candidatas en una prensa con varias estaciones, del 22 de Abril de 2020, de GUDEL GROUP AG: Método para la generar y probar trayectorias de transporte de piezas de trabajo candidatas en una prensa de estación múltiple, comprendiendo los […]
Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento, del 1 de Abril de 2020, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento (M) que comprende al menos dos […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]