Procedimiento para disponer una plancha de impresión en un cilindro portaplanchas.
Procedimiento para disponer una plancha de impresión (73) sobre un cilindro portaplanchas (07) que presenta al menos un canal (13),
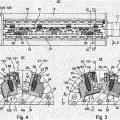
en el que se disponen al menos un dispositivo de sujeción delantero (21) y al menos un dispositivo de sujeción trasero (61), siendo el al menos un dispositivo de sujeción trasero (61) parte al menos de una corredera (102) que está dispuesta de modo que, mediante al menos un accionamiento tensor (104), puede desplazarse a lo largo de un recorrido de tensado dentro del al menos un canal (13) hacia el al menos un dispositivo de sujeción delantero (21), en el que, en una primera parte de una operación de tensado, la al menos una corredera (102), junto con un extremo trasero (76) de la plancha de impresión (73) sujeto en el al menos un dispositivo de sujeción trasero (61), se desplaza, a lo largo del recorrido de tensado, hacia el al menos un dispositivo de sujeción delantero (21) y una primera pared de canal (18), y, con ello, se tensa la plancha de impresión (73), caracterizado porque, a continuación, en una segunda parte de la operación de tensión, la plancha de impresión (73) se distiende nuevamente, desplazando la al menos una corredera (102) de modo que se aleje de la primera pared de canal (19) y se dirija hacia una segunda pared de canal (19), y en el que, a continuación, en una tercera parte de la operación de tensado, se desplaza nuevamente la al menos una corredera (102), junto con el extremo trasero (76) de la plancha de impresión (73) sujeto en el al menos un dispositivo de sujeción trasero (61), hacia el al menos un dispositivo de sujeción delantero (21) y la primera pared de canal (18), y, con ello, se tensa la plancha de impresión (73).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2012/062582.
Solicitante: KOENIG & BAUER AG.
Nacionalidad solicitante: Alemania.
Dirección: Friedrich-Koenig-Str. 4 97080 Würzburg ALEMANIA.
Inventor/es: SCHWITZKY,Volkmar,Rolf, KRESS,PATRICK, SOKOL,RALF HARALD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41F27/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › Dispositivos de fijación de los clichés o de los elementos de impresión a sus soportes (fijación por medios químicos B41N 6/00).
- B41F27/12 B41F […] › B41F 27/00 Dispositivos de fijación de los clichés o de los elementos de impresión a sus soportes (fijación por medios químicos B41N 6/00). › para fijar los clichés flexibles.
PDF original: ES-2549142_T3.pdf
Fragmento de la descripción:
Procedimiento para disponer una plancha de impresión en un cilindro portaplanchas.
La invención se refiere a un procedimiento para disponer una plancha de impresión en un cilindro portaplanchas según las características de la reivindicación 1.
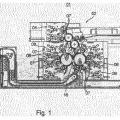
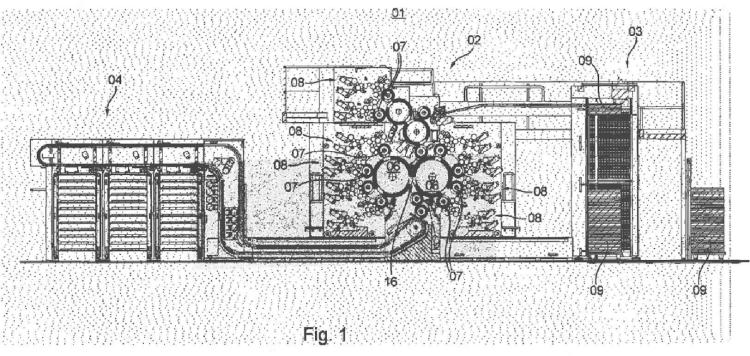
En las máquinas de impresión a menudo se emplean cilindros portaformas que están configurados como cilindros portaplanchas y portan la plancha de impresión 73en en forma de planchas de impresión. Estas planchas de 10 impresión pueden cambiarse. Para ello, es necesario un dispositivo que fije la plancha de impresión de forma de separación al cilindro portaformas. Al aumentar los requisitos de precisión de los productos impresos producidos con la máquina de impresión, también se incrementan las exigencias relativas a la precisión con la que debe disponerse la plancha de impresión sobre el cilindro portaformas. Por ejemplo, en la impresión de valores, se requiere que la precisión de la posición de las planchas de impresión al menos, relativamente unas respecto a otras se sitúe en el intervalo de los micrómetros. Tales exactitudes no pueden conseguirse con las sujeciones de las planchas de las máquinas de impresión de pliegos convencionales.
A partir de los documentos DE4129831A1 y DE19511956A1 se conoce en cada caso un cilindro portaplanchas, presentando dicho cilindro portaplanchas un canal en el que está dispuesto un dispositivo de sujeción que presenta 20 un elemento de sujeción radialmente exterior dispuesto de forma relativamente inmóvil respecto a un cuerpo de base del dispositivo de sujeción, y presentando el dispositivo de sujeción un elemento de apriete dispuesto radialmente más adentro que el elemento de sujeción radialmente exterior, así como presentando el dispositivo de sujeción un elemento de ajuste, mediante el cual el elemento de apriete puede desplazarse al menos parcialmente, y al menos en una dirección de sujeción y/o en sentido contrario a esta respecto al elemento de sujeción radialmente exterior.
Asimismo, por el documento DE4129831A1 se sabe que el dispositivo de sujeción presenta un elemento de sujeción radialmente interior que siempre se mantiene en una posición definida en relación con una dirección circunferencial mediante al menos un elemento de presión delantero.
Por el documento WO93/03925A1 se conoce un cilindro portaplanchas que presenta un canal en el que está dispuesto un dispositivo tensor que presenta un dispositivo de sujeción que puede desplazarse en una corredera dentro del canal.
Por los documentos DE4239089A1, EP0579017A1 y EP0711664A1 se conocen procedimientos y dispositivos para 35 tensar y corregir el registro de planchas de impresión.
La invención se basa en el objetivo de crear un procedimiento para disponer una plancha de impresión en un cilindro portaplanchas.
El objetivo se consigue, según la invención, gracias a las características de la reivindicación 1.
Las ventajas que pueden alcanzarse con la invención consisten especialmente en que puede colocarse una plancha de impresión, de forma sencilla y con gran precisión, en un cilindro portaformas configurado como cilindro portaplanchas. También resulta ventajosa una elevada reproducibilidad de la posición de la plancha de impresión 45 sobre el cilindro portaplanchas. Especialmente en el caso de máquinas de impresión en las que varios cilindros portaformas interactúan con un cilindro de transferencia común, se consigue con ello la ventaja de una precisión especialmente elevada dado que, en este caso, el material de impresión solo de dota de tinta de impresión en un punto y, por tanto, la precisión de la imagen de impresión depende exclusivamente de la precisión de la posición de las tintas de impresión en el cilindro de transferencia común y, por ello, en último término, de la precisión con la que 50 se dispongan las planchas de impresión en los cilindros portaformas y los cilindros portaformas unos respecto a otros.
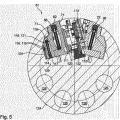
Preferiblemente, un cilindro portaplanchas en especial, un cilindro portaplanchas de una máquina de impresión que presenta preferiblemente al menos un canal en el que, preferentemente, está dispuesto al menos un dispositivo 55 de sujeción, presentando preferiblemente el al menos un dispositivo de sujeción al menos un elemento de sujeción radialmente exterior, en especial, al menos una varilla de sujeción radialmente exterior, dispuesto o dispuesta preferiblemente estacionaria respecto a un cuerpo de base del al menos un dispositivo de sujeción, presentando preferiblemente el al menos un dispositivo de sujeción al menos un elemento de apriete dispuesto radialmente más adentro que el al menos un elemento de sujeción radialmente exterior, y presentando preferiblemente el al menos un
dispositivo de sujeción al menos un elemento de ajuste, mediante el cual el al menos un elemento de apriete puede desplazarse, al menos parcialmente y al menos en una dirección de sujeción y / o en sentido contrario a esta, respecto al al menos un elemento de sujeción radialmente exterior y, de forma especialmente preferida, respecto a un cuerpo principal de cilindro del cilindro portaplanchas presenta una o varias de las características que se describen a continuación. Preferiblemente, el al menos un elemento de ajuste está configurado, por ejemplo, como accionamiento de separación de sujeción en especial, como manguera de separación de sujeción.
Preferentemente, el al menos un dispositivo de sujeción presenta al menos dos elementos de apriete, y el al menos un elemento de ajuste está dispuesto en la dirección circunferencial respecto al cilindro portaplanchas entre los 10 al menos dos elementos de apriete. Entonces, una fuerza de sujeción de dicho dispositivo de sujeción se duplica, en comparación con solo un elemento de apriete de igual fuerza elástica. No obstante, la fuerza que ejerce el elemento de ajuste es la misma dado que, por el contrario, se duplica el recorrido de ajuste del al menos un elemento de ajuste puesto que el al menos un elemento de ajuste, dispuesto entre los al menos dos elementos de apriete, puede desplazarse en cada caso hacia los dos elementos de apriete. Si se utiliza como elemento de ajuste una manguera de separación en especial, una manguera de separación de sujeción, no tiene que alcanzarse o poder alcanzarse una presión superior que con solo un elemento de apriete para obtener el doble de fuerza de ajuste en la manguera de separación de sujeción.
Preferiblemente, una línea de unión recta entre los al menos dos elementos de apriete del al menos un dispositivo de sujeción corta el al menos un elemento de ajuste de dicho al menos un dispositivo de sujeción. Preferiblemente, mediante el al menos un elemento de ajuste, el al menos un elemento de apriete puede desplazarse al menos parcialmente y al menos en la dirección de sujeción y / o en sentido contrario a esta respecto al cuerpo principal de cilindro del cilindro portaplanchas.
Preferentemente, el al menos un dispositivo de sujeción presenta al menos un elemento de sujeción radialmente interior y, de forma especialmente preferida, el al menos un elemento de sujeción radialmente interior está solicitado y / o puede solicitarse con una fuerza, mediante el al menos un elemento de apriete o los preferiblemente al menos dos elementos de apriete, en la dirección de sujeción hacia el al menos un elemento de sujeción radialmente exterior, y, preferiblemente, está dispuesto formando un intersticio de sujeción junto con el al menos un elemento de sujeción radialmente exterior. Entonces, de forma ventajosa, la forma y / o la posición de un intersticio de sujeción se define y puede reproducirse mediante al menos dos elementos de sujeción, y, preferiblemente, el intersticio de sujeción puede activarse sin movimientos indeseados de una plancha de impresión durante su sujeción. En especial, esto se cumple si, tal como se prefiere, el al menos un elemento de sujeción radialmente interior está dispuesto de modo que solo puede desplazarse de forma lineal.
Preferiblemente, el al menos un elemento de sujeción radialmente exterior es al menos una varilla de sujeción radialmente exterior que se extiende en la dirección axial respecto a un eje de rotación del cilindro portaplanchas al menos por 75 % de la longitud axial del al menos un canal, y / o el al menos un elemento de sujeción radialmente interior es al menos una varilla de sujeción radialmente interior que se extiende en la dirección axial respecto al eje de rotación del cilindro portaplanchas al menos por 75 % de la longitud axial del al menos un canal. Preferiblemente, los al menos dos elementos de apriete están configurados, en cada caso, como al menos un muelle de hojas.
Preferentemente, el... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para disponer una plancha de impresión (73) sobre un cilindro portaplanchas (07) que presenta al menos un canal (13) , en el que se disponen al menos un dispositivo de sujeción delantero (21) y al 5 menos un dispositivo de sujeción trasero (61) , siendo el al menos un dispositivo de sujeción trasero (61) parte al menos de una corredera (102) que está dispuesta de modo que, mediante al menos un accionamiento tensor (104) , puede desplazarse a lo largo de un recorrido de tensado dentro del al menos un canal (13) hacia el al menos un dispositivo de sujeción delantero (21) , en el que, en una primera parte de una operación de tensado, la al menos una corredera (102) , junto con un extremo trasero (76) de la plancha de impresión (73) sujeto en el al menos un dispositivo de sujeción trasero (61) , se desplaza, a lo largo del recorrido de tensado, hacia el al menos un dispositivo de sujeción delantero (21) y una primera pared de canal (18) , y, con ello, se tensa la plancha de impresión (73) , caracterizado porque, a continuación, en una segunda parte de la operación de tensión, la plancha de impresión (73) se distiende nuevamente, desplazando la al menos una corredera (102) de modo que se aleje de la primera pared de canal (19) y se dirija hacia una segunda pared de canal (19) , y en el que, a continuación, en una tercera parte de la operación de tensado, se desplaza nuevamente la al menos una corredera (102) , junto con el extremo trasero (76) de la plancha de impresión (73) sujeto en el al menos un dispositivo de sujeción trasero (61) , hacia el al menos un dispositivo de sujeción delantero (21) y la primera pared de canal (18) , y, con ello, se tensa la plancha de impresión (73) .
2. Procedimiento, según la reivindicación 1, caracterizado porque la plancha de impresión (73) permanece sujeta en el dispositivo de sujeción trasero (61) al menos desde el comienzo de la primera parte de la operación de tensado hasta el final de la tercera parte de la operación de tensado.
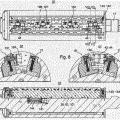
3. Procedimiento, según la reivindicación 1 o 2, caracterizado porque, en la tercera parte de la operación de tensado, primero se desplaza, mediante el al menos un accionamiento tensor (104) , la al menos una corredera (102) junto con el extremo trasero (76) de la plancha de impresión (73) sujeto en el al menos un dispositivo de sujeción trasero (61) hacia el al menos un dispositivo de sujeción delantero (21) y la primera pared de canal (18) , y porque, tras esto, al menos un distanciador trasero (131) se ajusta a una posición respecto a la al menos una corredera (102) y / o respecto a un cuerpo principal de cilindro (12) del cilindro portaplanchas (07) , que, al menos en una zona de dicho al menos un distanciador trasero (131) , define, independientemente del al menos un accionamiento tensor (104) , una separación determinada del al menos un dispositivo de sujeción trasero (61) respecto de la segunda pared de canal (19) , y porque, a continuación, el al menos un accionamiento tensor (104) se desactiva y la al menos una corredera (102) junto con el al menos un dispositivo de sujeción trasero (61) se sujeta en su posición a lo largo del recorrido de tensado porque una fuerza ejercida por la plancha de impresión (73)
tensada presiona la al menos una corredera (102) , mediante el al menos un distanciador trasero (131) , contra la segunda pared de canal (19) .
4. Procedimiento, según la reivindicación 3, caracterizado porque el al menos un distanciador trasero (131) está configurado como al menos un tornillo de ajuste trasero (131) y su posición respecto a la al menos una corredera (102) se regula girando el al menos un tornillo de ajuste trasero (131) alrededor de su eje de rosca al menos respecto a la al menos una corredera (102) , y / o porque el al menos un distanciador trasero (131) está configurado como al menos un tornillo de ajuste trasero (131) y su posición respecto al cuerpo principal del cilindro (12) se regula girando el al menos un tornillo de ajuste trasero (131) alrededor de su eje de rosca al menos respecto al cuerpo principal del cilindro (12) . 45
5. Procedimiento, según la reivindicación 3 o 4, caracterizado porque, a más tardar tras la desactivación del al menos un accionamiento tensor (104) , el al menos un distanciador trasero (131) se dispone en contacto con la segunda pared de canal (19) y, al mismo tiempo, con la al menos una corredera (102) , y porque la separación del al menos un dispositivo de sujeción trasero (61) respecto de la segunda pared de canal (19) se fija 50 independientemente del al menos un accionamiento tensor (104) .
6. Procedimiento según la reivindicación 3, 4 o 5, caracterizado porque el al menos un distanciador trasero (131) forma parte de la al menos una corredera (102) .
7. Procedimiento, según la reivindicación 1, 2, 3, 4, 5 o 6, caracterizado porque el al menos un accionamiento tensor (104) está configurado como al menos un cuerpo de ajuste (104) solicitado y / o que puede solicitarse con un medio a presión, y porque, en la primera parte de la operación de tensado y en la tercera parte de la operación de tensado, una presión en el interior del cuerpo de ajuste (104) es en cada caso igual al menos temporalmente que en la segunda parte de la operación de tensado.
8. Procedimiento, según la reivindicación 1, 2, 3, 4, 5, 6 o 7, caracterizado porque, durante toda la operación de tensado, una presión dentro de un elemento de separación trasero (64) del al menos un dispositivo de sujeción trasero (61) solicitado y / o que puede solicitarse con un medio a presión es igual a la presión ambiente.
9. Procedimiento, según la reivindicación 1, 2, 3, 4, 5, 6, 7 u 8, caracterizado porque, en una operación de sujeción delantera precedente, primero se cierra el al menos un dispositivo de sujeción delantero (21) y, con ello, se sujeta el extremo delantero (74) de la plancha de impresión (73) en el al menos un dispositivo de sujeción delantero (21) .
10. Procedimiento, según la reivindicación 1, 2, 3, 4, 5, 6, 7, 8 o 9, caracterizado porque, en una operación de sujeción trasera, se cierra el al menos un dispositivo de sujeción trasero (61) y, con ello, se sujeta el extremo trasero (76) de la plancha de impresión (73) en el al menos un dispositivo de sujeción trasero (61) .
11. Procedimiento, según la reivindicación 1, 2, 3, 4, 5, 6, 7, 8, 9 o 10, caracterizado porque, en la primera parte de la operación de tensado, la al menos una corredera (102) se desplaza con una primera fuerza hacia el al menos un dispositivo de sujeción delantero (21) y la primera pared de canal (18) , y, con ello, se tensa la plancha de impresión (73) , que es igual a una segunda fuerza con la que, en la tercera parte de la operación de tensado, la al menos una corredera (102) se desplaza hacia el al menos un dispositivo de sujeción delantero (21) , y, con ello, se tensa la plancha de impresión (73) .
3.
12. Procedimiento, según la reivindicación 11, caracterizado porque, a más tardar tras finalizar la tercera parte de la operación de tensado, la plancha de impresión (73) se tensa con una tercera fuerza que es menor que la 25 primera fuerza y / o la segunda fuerza.
13. Procedimiento, según la reivindicación 11 o 12, caracterizado porque una primera posición interior en la que se detiene la al menos una corredera (102) en la primera parte de la operación de tensado está más cerca de la primera pared de canal (18) que una segunda posición interior en la que la al menos una corredera (102) se detiene en la tercera parte de la operación de tensado.
14. Procedimiento, según la reivindicación 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 o 13, caracterizado porque, en la operación de tensado, primero al menos un elemento de ajuste de tope trasero (112) , montado en un soporte (122) dispuesto estacionario respecto al cuerpo principal del cilindro (12) , se desplaza a una posición teórica de tope respecto al cuerpo principal del cilindro (12) , y porque, entonces, mediante el al menos un accionamiento tensor (104) , se desplaza la al menos una corredera (102) , junto con el extremo trasero (76) de la plancha de impresión (73) sujeto en el al menos un dispositivo de sujeción trasero (61) , hacia el al menos un dispositivo de sujeción delantero (21) y la primera pared de canal (18) hasta que el al menos un elemento de ajuste de tope trasero (112) entra en contacto con al menos un cuerpo de tope (111) , y porque entonces se sujeta un dispositivo de fijación (109)
y la al menos una corredera (102) se mantiene en su posición.
15. Procedimiento, según la reivindicación 14, caracterizado porque entonces se desactiva el al menos un accionamiento tensor (104) .
Patentes similares o relacionadas:
Método para fabricar planchas de impresión de manga, del 22 de Abril de 2020, de Honda Carax Co., Ltd: Un método para fabricar una plancha de impresión de manga que comprende una plancha de impresión enrollada alrededor de una superficie periférica […]
Instalación de impresión y método para la disposición de camisas en dicha instalación de impresión, del 24 de Abril de 2019, de COMEXI GROUP INDUSTRIES, S.A.U: Instalación de impresión para la manipulación de una pluralidad de camisas de forma tubular y cilíndrica que incluyen cada una una superficie […]
Cinta estriada, del 27 de Febrero de 2019, de TESA SE: Cinta adhesiva que comprende al menos una capa adhesiva, en la que la capa adhesiva presenta al menos una estría y ninguna estría se extiende hasta uno de los bordes laterales […]
Unidad de plancha de impresión, dispositivo de montaje de plancha de impresión y máquina de impresión, del 12 de Noviembre de 2018, de Izume, Masayuki: Unidad de plancha de impresión que comprende: una plancha de impresión en la que está prevista una sección de plancha sobre una […]
 Módulo de impresión para imprimir a partir de clichés sobre elementos en placa y máquina de transformación que comprende un módulo de impresión de ese tipo, del 13 de Junio de 2018, de Bobst Lyon: Módulo de impresión , para realizar impresiones a partir de clichés sobre elementos en placa desplazados por un sistema de […]
Módulo de impresión para imprimir a partir de clichés sobre elementos en placa y máquina de transformación que comprende un módulo de impresión de ese tipo, del 13 de Junio de 2018, de Bobst Lyon: Módulo de impresión , para realizar impresiones a partir de clichés sobre elementos en placa desplazados por un sistema de […]
Unidad de pantalla de impresión, del 26 de Abril de 2017, de ASM Assembly Systems Weymouth Ltd: Una unidad de pantalla de impresión, que comprende: una pantalla de impresión , que comprende una hoja de forma rectangular que tiene […]
Procedimiento para la disposición de una plancha de impresión sobre un cilindro portaplanchas con corredera tensora, del 30 de Noviembre de 2016, de KOENIG & BAUER AG: Procedimiento para la disposición de una plancha de impresión sobre un cilindro portaplanchas , que presenta al menos un canal en el que […]
Cilindro portaplanchas de una máquina de impresión con dispositivo de sujeción, del 30 de Noviembre de 2016, de KOENIG & BAUER AG: Cilindro portaplanchas , en el que el cilindro portaplanchas presenta al menos un canal en el que está dispuesto al menos un dispositivo de sujeción , […]