Detección de la introducción de energía en un cuerpo sólido o una pieza de trabajo.
Procedimiento para la introducción de debilitamientos (2) en un cuerpo sólido o una pieza de trabajo (1),
preferiblemente una cerámica o un vidrio, por medio de una fuente de energía que, a través de un aporte de energíadirigido que actúa localmente, se debilita el cuerpo sólido o la pieza de trabajo (1) en el punto de introducción de laenergía, caracterizado por que antes y/o simultáneamente con el aporte de energía, en el punto de introducción deenergía se aplican sustancias cromóforas, de manera que se produce una modificación física, química obiológicamente visible del cuerpo sólido o de la pieza de trabajo (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/054879.
Solicitante: CERAMTEC GMBH.
Inventor/es: KLUGE,CLAUS PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- B26F3/00 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › Separación por medios distintos al corte; Aparatos a este efecto (seccionamiento a la muela B24B 27/06).
- B26F3/16 B26F […] › B26F 3/00 Separación por medios distintos al corte; Aparatos a este efecto (seccionamiento a la muela B24B 27/06). › por radiaciones.
- C03B33/08 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 33/00 Seccionamiento del vidrio enfriado (seccionamiento de las fibras de vidrio C03B 37/16). › por fusión.
PDF original: ES-2445043_T3.pdf
Fragmento de la descripción:
Detección de la introducción de energía en un cuerpo sólido o una pieza de trabajo La invención se refiere a un procedimiento para la introducción de debilitamientos en un cuerpo sólido o una pieza de trabajo, preferiblemente una cerámica o un vidrio, por medio de una fuente de energía que, a través de un aporte de energía que actúa a nivel local, debilita el cuerpo sólido o la pieza de trabajo en el punto de aporte de energía, así como a un cuerpo sólido o pieza de trabajo tratados de esta forma.
Por el preámbulo de la reivindicación 1 del documento EP 1270519 A2 se conoce un procedimiento de este tipo.
Existen diferentes procedimientos para efectuar marcajes sobre o bajo la superficie de materiales sólidos tales como la realización de incisiones superficiales con objetos duros y puntiagudos, o el procedimiento THERMARK (documento DE 19541453 A1) , en el que con un láser se transfieren y fijan partículas de color, por ejemplo desde una cinta adhesiva, sobre la superficie de una pieza de trabajo.
El procedimiento requiere una cuidadosa adaptación del material de la cinta, del cuerpo coloreado, y de la distancia desde la cinta hasta la superficie plana de la pieza de trabajo.
De manera alternativa, las sustancias coloreadas (vidrios, partículas) también se pueden imprimir o pulverizar antes de que se solidifiquen sobre la superficie de la pieza de trabajo.
El procedimiento determina una solidificación al menos temporal del cuerpo coloreado sobre la superficie de la pieza de trabajo, de manera que resulta inevitable que se produzca una cierta falta de nitidez local no sólo por la pulverización del material. El material superfluo se debe retirar nuevamente.
Estos procedimientos no ofrecen el efecto de profundidad requerido (penetración de cromóforos en las fisuras) .
Asimismo, el estado de la técnica comprende la introducción en una pieza de trabajo de una estructura de incisión o muesca, mediante un láser, con retirada de material que, en general, es fácilmente reconocible a simple vista o mediante sistemas de reconocimiento de imágenes, y que de este modo facilita la separación.
La invención describe, entre otros, un método de marcaje de una pieza de trabajo de cualquier forma, fabricada de cerámica, vidrio, metal o sus combinaciones. La estructura se introduce de manera secuencial específica con una fuente de energía enfocada, o a través de un enmascaramiento temporal, con ayuda de una fuente de energía dispersiva apropiada en la dirección x, y, y opcionalmente, z.
El marcaje, en sí mismo, puede ser irreversible, reversible o solamente temporal (pasajero) .
En este sentido, el marcaje se puede introducir directamente en los sitios deseados o se puede realizar de forma sustractiva, después de haber procesado completamente la pieza de trabajo, retirando nuevamente de manera específica las estructuras negativas en puntos no previstos.
El marcaje se lleva a cabo por medio de una reacción química de una sustancia con la pieza de trabajo, intercalando materialmente una sustancia en la pieza de trabajo, por una modificación de la estructura, o por la modificación local de determinadas propiedades químicas, físicas o biológicas de la pieza de trabajo.
La fuente de energía puede ser un quemador, un dispositivo de radiación UV, VIS o IR, o también una fuente de energía mecánica tal como un estiramiento local.
La detección de la estructura incorporada se puede llevar a cabo, por ejemplo, a simple vista mediante variaciones del color en el intervalo visible, o con ayuda de detectores físico-químicos.
Por lo tanto, la invención se refiere en una realización a un procedimiento para introducir debilitamientos en un cuerpo sólido o una pieza de trabajo, preferiblemente una cerámica o un vidrio, a través de una fuente de energía que, mediante el aporte específico de energía que actúa a nivel local, debilita el sólido en el punto de aporte de la energía.
Según la invención, antes y/o simultáneamente con el aporte de energía, se aplican sustancias cromóforas en el punto de aporte de energía, de manera que en el cuerpo sólido o en la pieza de trabajo se produce una modificación física, química o biológicamente visible en el punto de aporte de energía.
En otra realización, la invención se refiere a un cuerpo sólido o una pieza de trabajo, preferiblemente una cerámica o un vidrio, con un debilitamiento introducido localmente, que se extiende desde la superficie de la pieza de trabajo (1) hasta su interior.
De acuerdo con la invención, el debilitamiento es detectable por sustancias cromóforas introducidas o infiltradas y/o está marcado con un color.
Ejemplos:
A) Si se utiliza un procedimiento de láser no ablativo que, por ejemplo, produce solamente una línea de rotura bidimensional, sin eliminación de material, o si la energía del rayo láser se reduce en tal medida que en la estructura no se genera un punto de separación, o no se produce ningún daño de la superficie de la pieza de trabajo con el láser u otra fuente de energía que trabaje de forma puntiforme, lineal o superficial, este efecto sólo se puede identificar con una iluminación adaptada de manera exacta o no se puede reconocer en absoluto.
Para un procedimiento de marcaje o separación de este tipo se desea también que sea sencillo volver a identificar las posiciones atravesadas de manera rápida, precisa y sin necesidad de instrumentos, así como sin tener que aplicar materiales ajenos que, como resultado de su propio volumen, modifiquen la geometría de la pieza de trabajo.
Si la superficie de la pieza de trabajo se enfría de forma súbita, inmediatamente después del aporte de energía, con un líquido refrigerante que en el caso más sencillo es un medio acuoso, pero la energía aportada se utiliza, además, para generar una reacción entre el líquido refrigerante o las sustancias (por ejemplo, cromóforas) disueltas en el mismo, y la superficie de la pieza de trabajo (cerámica, metal-cerámica, vidrio) , se puede llevar a cabo un seguimiento de la huella de la fuente de energía después del tratamiento.
De manera similar al aporte de energía que produce fisuras, las sustancias cromóforas penetran en una superficie mecánicamente intacta, recorren estas fisuras y humectan la superficie interna de dichas fisuras y, si el aporte de energía es suficiente, reaccionan también con la superficie. En este caso, estas sustancias cromóforas son absorbidas por la pieza de trabajo o reaccionan con la misma (a diferencia del procedimiento THERMARK) , sin que se produzca una variación mensurable del volumen. No es necesario retirar mecánica o químicamente el exceso de cromóforos.
Para una pieza de trabajo de óxido de aluminio blanco son especialmente apropiadas, por ejemplo, las sustancias que bajo la acción del calor forman espinelas intensamente coloreadas tales como sales de cobalto, sales de cromo, sales de hierro o sales de cinc, o combinaciones de al menos dos sales. Con una dosificación adecuada (aproximadamente 0, 01 a 50 g/litro de líquido refrigerante) se obtienen líneas finas de color gris, resistentes al agua, a lo largo de las fisuras introducidas, que son visibles a simple vista y que facilitan, por ejemplo, el ajuste para etapas de trabajo adicionales o una posterior separación.
B) Con un láser se introducen finos daños estructurales en una pieza de trabajo. El líquido refrigerante o sus componentes cromóforos penetran igualmente en las fisuras y permanecen en las mismas, incluso tras la evaporación de los componentes volátiles del líquido refrigerante.
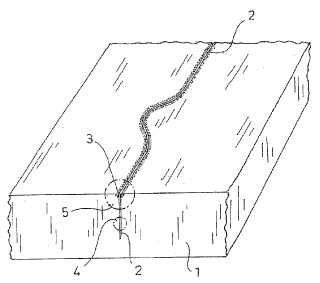
En consecuencia, la invención se refiere a cuerpos sólidos, preferiblemente cerámicas o vidrios, en los que por medio de fuentes de energía que actúan localmente, por ejemplo un rayo láser o un quemador, se introduce una línea de rotura que, por lo general, no es visible. Por medio de esta línea de rotura se facilita la separación del cuerpo sólido en unidades de menor tamaño.
Según la invención, junto con el aporte de energía, se colorea el punto de introducción de la energía con sustancias que producen color, es decir, sustancias cromóforas, de manera que se obtiene un cambio que es física, química o biológicamente visible en la línea de rotura.
De esta forma, la línea de rotura queda marcada de manera permanente y detectable.
Si la aplicación de sustancias colorantes en el punto de aporte de la energía no se llevara a cabo al mismo tiempo o inmediatamente después de la introducción de energía, la línea de rotura volvería a cerrarse y sólo sería posible el marcaje sobre la superficie del cuerpo sólido.
Como ejemplo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la introducción de debilitamientos (2) en un cuerpo sólido o una pieza de trabajo (1) , preferiblemente una cerámica o un vidrio, por medio de una fuente de energía que, a través de un aporte de energía dirigido que actúa localmente, se debilita el cuerpo sólido o la pieza de trabajo (1) en el punto de introducción de la energía, caracterizado por que antes y/o simultáneamente con el aporte de energía, en el punto de introducción de energía se aplican sustancias cromóforas, de manera que se produce una modificación física, química o biológicamente visible del cuerpo sólido o de la pieza de trabajo (1) .
2. Procedimiento según la reivindicación 1, caracterizado por que el cuerpo sólido o la pieza de trabajo (1) se aplican sustancias cromóforas sobre una parte de la superficie o sobre toda la superficie.
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que las sustancias cromóforas se utilizan en solución, suspensión, dispersión o en polvo, o en combinaciones de estos estados.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que las sustancias cromóforas son elementos, o sus compuestos, de vanadio, manganeso, cobre, plata, tungsteno, níquel, cobalto, cromo, hierro o cinc, o combinaciones de al menos dos de estos elementos o compuestos de al menos uno de estos elementos, o combinaciones de compuestos y/o elementos.
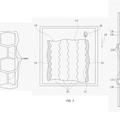
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que se utilizan líquidos portadores
(8) en los que están mezcladas las sustancias cromóforas, y los líquidos portadores (8) son soluciones, suspensiones o dispersiones, o sus combinaciones, de las sustancias cromóforas, con concentraciones de al menos 0, 01 gramo de una sustancia cromófora por litro de líquido portador.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que se utilizan sustancias portadoras (9) en las que están mezcladas sustancias cromóforas en polvo, y la concentración de la sustancia cromófora es de al menos una parte de 0, 001% en peso en la sustancia portadora (9) , y la sustancia portadora (9) contiene al menos un adhesivo y/o al menos un aglutinante y/o al menos un aditivo suplementarios, o combinaciones de los mismos.
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que para cada cuerpo sólido o pieza de trabajo (1) se utilizan líquidos portadores (8) o sustancias portadoras (9) en cualquier orden secuencial, una
o múltiples veces y con composiciones iguales o diferentes.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que para los líquidos portadores (8) y/o las sustancias portadoras (9) , la intensidad de la coloración se ajusta mediante concentraciones diferentes de sustancias cromóforas en el líquido portador (8) y/o la sustancia portadora (9) , en donde un aumento de la concentración de las sustancias cromóforas en el líquido portador (8) y/o la sustancia portadora (9) es proporcional a la intensidad de la coloración obtenida en el cuerpo sólido o la pieza de trabajo (1) .
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que para un líquido portador (8) y/o una sustancia portadora (9) , la intensidad de la coloración se ajusta mediante un aporte de energía diferente de la fuente de energía, en donde a iguales concentración y composición del líquido portador (8) y/o de la sustancia portadora (9) , un aumento del aporte de energía da lugar a una variación de la intensidad de coloración.
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que para ajustar la coloración se modifican la concentración de las sustancias cromóforas en el líquido portador (8) y/o la sustancia portadora (9) , y/o la intensidad del aporte de energía.
11. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que la variación de la intensidad de la coloración se utiliza para evaluar el debilitamiento (2) y/o el grado de debilitamiento (2) del cuerpo sólido o la pieza de trabajo (1) .
12. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que antes y/o durante el aporte de energía se pone en contacto al menos una sustancia sólida o líquida adicional con el punto de aporte de energía, y la sustancia penetra en el debilitamiento (2) durante o después del aporte de energía.
13. Procedimiento según la reivindicación 12, caracterizado por que como sustancia adicional se utiliza fluoresceína, resorcina o fucsina, o sus combinaciones.
14. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que se agrega al menos un líquido portador (8) y/o una sustancia portadora (9) a través de al menos un dispositivo de alimentación (12) al punto de aporte de energía, de forma sincronizada con el aporte de energía.
15. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que al punto de aporte de energía se agregan de forma dosificada o no dosificada al menos un líquido portador (8) y/o una sustancia portadora (9) que se mezclan o agitan activamente en un depósito de reserva (7) .
16. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que para cada líquido portador (8)
y/o sustancia portadora (9) se utiliza un depósito de reserva (7) separado, y las salidas (11) de los depósitos de reserva (7) están unidas entre sí en paralelo y/o en serie y, durante el procedimiento, se extraen cantidades iguales o diferentes desde los depósitos de reserva (7) , de manera dosificada o no dosificada.
17. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que al menos un líquido portador
(8) y/o una sustancia portadora (9) se mezclan o agregan de forma paralela con al menos una sustancia adicional, 10 líquida o gaseosa o combinaciones de estos estados, que es necesaria para el procedimiento.
18. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que la fluorescencia de las sustancias se estimula por radiación, preferiblemente luz UV.
19. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que el material del cuerpo sólido o de la pieza de trabajo (1) está compuesto por uno de los siguientes grupos de sustancias o sus combinaciones: 15 a) “Óxido de aluminio”, con una fracción del componente principal de >50, 1% en peso de óxido de aluminio. b) “Óxido de circonio”, con una fracción del componente principal de >50, 1% en peso de óxido de circonio. c) “Nitruro de aluminio”, con una fracción del componente principal de >50, 1% en peso de nitruro de aluminio. d) “Nitruro de silicio”, con una fracción del componente principal de >50, 1% en peso de nitruro de silicio,
y el material contiene, como aditivo, preferiblemente CaO, SiO2, MgO, B2O3, Y2O3, Sc2O3, CeO2 u óxidos de cobre, o 20 metales o impurezas ! 2% en peso, o sus combinaciones.
20. Procedimiento según una de las reivindicaciones 1 a 19, para determinar la intensidad y/o la variación de la intensidad de al menos una fuente de energía.
21. Procedimiento según una de las reivindicaciones 1 a 19, para ajustar al menos un proceso de aporte de energía, y/o para evaluar la constancia del proceso de aporte de energía, y/o para archivar el resultado del aporte de energía.
Patentes similares o relacionadas:
Diamante policristalino, del 24 de Junio de 2020, de SUMITOMO ELECTRIC INDUSTRIES, LTD.: Diamante policristalino obtenido por conversión y sinterizado de carbono no diamantado bajo una presión de entre 12 y 25 GPa y a una temperatura de entre 1800ºC y 2600ºC […]
Procedimiento y dispositivo para hacer funcionar una instalación hidráulica de alta presión, del 6 de Mayo de 2020, de Gruber, Reinhard: Procedimiento para hacer funcionar una instalación hidráulica de alta presión, con un intensificador de presión al que puede aplicarse una unidad hidráulica […]
 Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Dispositivo de recolección y descarga para el haz de medios de corte de una unidad de corte de líquido y unidad de corte de líquido, del 25 de Marzo de 2020, de NIENSTEDT GMBH: Sistema de refrigeración que comprende: un circuito de refrigeración que comprende: un enfriador/condensador de gas configurado […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
MÁQUINA PARA CORTE DE LÁMINAS POR PROYECCIÓN DE FLUIDOS, del 10 de Diciembre de 2019, de GOITI, S.COOP: Máquina para corte de láminas por proyección de fluidos que comprende un cabezal desplazable en tres dimensiones, dispuesto sobre una mesa de apoyo de láminas a […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 13 de Noviembre de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para representar una trayectoria de mecanizado de un […]
Actuador electromecánico lineal, preferiblemente para corte de agua, del 14 de Octubre de 2019, de Umbragroup S.p.A: Un actuador lineal preferiblemente para el corte de agua, que comprende un motor asociado de forma operativa a una tuerca de husillo de manera que provoca una […]