Método de detección de arrugas en una estructura laminada reforzada con fibras.
Método de detección de arrugas (3) en una estructura (1) laminada reforzada con fibras en el que
- la estructura (1) se calienta o enfría localmente,
- la temperatura de la estructura (1) se mide en una ubicación de medición que es diferente de la ubicación del calentamiento o enfriamiento, y
- se detectan arrugas (3) a partir de anomalías de temperatura halladas a lo largo del trayecto (7) definido en comparación con el producto laminado circundante;
caracterizado porque
- la estructura (1) se calienta o enfría localmente desde el exterior de la estructura (1),
- la ubicación del calentamiento o enfriamiento se mueve a lo largo de al menos dos trayectos definidos (7A, 7B) y
- la ubicación de medición se mueve a lo largo de los mismos dos trayectos definidos (7A, 7B) que la ubicación del calentamiento o enfriamiento.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11156216.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: NIELSEN,PER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01N25/72 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 25/00 Investigación o análisis de materiales mediante la utilización de medios térmicos (G01N 3/00 - G01N 23/00 tienen prioridad). › Investigación de la presencia de grietas.
PDF original: ES-2541221_T3.pdf
Fragmento de la descripción:
MÉTODO DE DETECCIÓN DE ARRUGAS EN UNA ESTRUCTURA LAMINADA REFORZADA CON FIBRAS
La presente invención se refiere a un método de detección de arrugas en una estructura laminada reforzada con fibras en el que las arrugas se detectan a partir de anomalías de temperatura halladas en esta estructura.
Las características estructurales de las estructuras laminadas reforzadas con fibra están dictadas habitualmente por la cantidad, tipo y orientación de las fibras de refuerzo. Normalmente, la rigidez y resistencia de las fibras sólo puede tenerse en cuenta en la medida en que la carga se produzca en la dirección longitudinal de las fibras. Por tanto, un diseño tradicional supone que las fibras del producto laminado acabado estarán orientadas en la misma dirección que la dirección de las fibras cuando se coloca en el molde. Sin embargo, en algunos casos pueden producirse arrugas en las capas de fibras como resultado del proceso de fabricación. En tales casos las fibras arrugadas ya no tienen la orientación deseada y como resultado puede producirse una sobrecarga del producto laminado.
Las arrugas pueden producirse por varias razones. La dilatación térmica de un producto laminado durante el curado puede superar la dilatación térmica del molde, en cuyo caso el producto laminado puede sufrir una presión de compresión antes de que el material de matriz, normalmente un material termoplástico o termoendurecible, se cure suficientemente para mantener las fibras en la orientación deseada. Las estructuras irregulares por debajo del producto laminado o las ondulaciones en la superficie sobre la que se forma el producto laminado también pueden conducir a arrugas.
Las arrugas en los productos laminados reforzados con fibras se impiden normalmente mediante una combinación de disposiciones. El grosor del producto laminado se mantiene por debajo de determinados límites con el fin de minimizar la generación de calor exotérmica. Los moldes y otras superficies sobre las que se forma el producto laminado se mantienen a una calidad elevada. El curado se lleva a cabo a gradientes de temperatura controlados con cuidado para minimizar las diferencias en la dilatación térmica.
Otro método para evitar arrugas en las capas de fibras consiste en incluir capas de material para la prevención de arrugas entre las capas de fibras. El material para la prevención de arrugas se fabrica de modo que es más rígido que el material de fibra normal. Cuando se coloca entre capas de, por ejemplo, planchas de fibra de vidrio, se evita en gran parte que se arrugue la fibra en las planchas, porque las planchas se mantienen planas mediante el material para la prevención de arrugas. Un método de este tipo se describe por ejemplo en el documento EP 2 113 373 A1 y los documentos citados en el mismo. El material para la prevención de arrugas puede ser un producto laminado de tipo malla, perforado, sólido previamente curado o un material sólido, perforado o de tipo malla diferente de un producto laminado, por ejemplo madera o metal.
Si se producen arrugas en los productos laminados reforzados con fibras a pesar de la acción preventiva, habitualmente se requerirá una reparación o un rechazo del producto laminado, puesto que la pérdida de rigidez y/o resistencia en las arrugas superará a menudo cualquier margen de seguridad realista.
A partir del documento EP 0 304 708 A2, por ejemplo, se conocen diversos métodos de detección no destructiva de defectos en estructuras. En particular, este documento describe la detección de partes defectuosas en el lado interno de una tubería mediante el calentamiento o enfriamiento de la tubería y midiendo las diferencias de temperatura producidas entre una parte de la superficie externa de la tubería correspondiente a una acumulación de material extraño (en el interior de la pared) o correspondiente a un grosor de pared reducido y una parte de la superficie externa correspondiente a un grosor de pared normal sin material extraño acumulado.
A partir del documento WO 03/069324 A1 por ejemplo también se conocen métodos de pruebas térmicas para someter a prueba palas de rotor de turbinas eólicas. Este documento da a conocer un método y un aparato de inspección de la calidad de una pala de turbina eólica que incluye una carcasa de pala de un polímero reforzado con fibras y zonas a las que se ha suministrado un compuesto polimérico curable viscoso o fluido. La pala de turbina eólica se expone al calor o al frío y las variaciones de temperatura se miden por una zona de la superficie de la pala de turbina eólica. Se determinan aquellas partes de la zona con presencia insuficiente del polímero por su diferencia de temperatura con respecto a aquellas partes que contienen polímero suficiente.
El documento US 2008/0304539 A1 describe el calentamiento electromagnético de un medio conductor en un componente de aeronave de material compuesto. Mediante el calentamiento del componente pueden hallarse arrugas, grietas y otros defectos o daños mediante la inducción de corrientes de Foucault en el material compuesto mediante el calentamiento electromagnético.
El documento US 7.119.338 B2 describe un aparato de inspección por termografía de ultrasonidos que puede trasladarse y un método correspondiente. En este documento, se describe un bastidor de traslación que pretende aumentar la velocidad para el uso a modo de estudio de un aparato de termografía de ultrasonidos en el análisis y la inspección de la integridad estructural de estructuras de material compuesto o metal, en particular componentes para aviones. El calentamiento de la estructura sometida a prueba se realiza a través de vibraciones inducidas
dentro de la estructura por medio de impulsos de ultrasonidos. El transductor usado para introducir los impulsos de ultrasonidos en la estructura sometida a prueba se ubica en el bastidor de traslación. Según una realización, el bastidor puede moverse a lo largo de carriles guía por medio de un motor de posicionamiento. Durante el funcionamiento, se evita que el transductor rebote y/o se deslice a lo largo de la muestra.
S. Sugimoto et al. "Study on non-destructive inspection for VARTM composite wing structures", ICCM International Conferences on Composite Materials -Proceedings of the 16th International Conference on Composite Materials, ICCM-16 -"A giant step towards environmental awareness: from green composites to aerospace", 2007 International Commitee, 2007 describen el uso de termografía pulsada para detectar vacíos, delaminaciones y material extraño retenido en una estructura laminada de panel de ala de avión inferior. Las arrugas se detectan mediante pruebas mecánicas.
El documento US 6.000.844 describe la detección de imperfecciones en estructuras laminadas moviendo una fuente de calor y un dispositivo de formación de imágenes térmicas en conjunto a una velocidad constante. En una configuración instrumental, el dispositivo de formación de imágenes térmicas se fija por detrás de la fuente de calor mediante un elemento portátil que puede fijarse a una diversidad de distancias. El movimiento de la fuente de calor y del dispositivo de formación de imágenes térmicas con respecto a la estructura laminada sometida a prueba se realiza por medio de una mesa de exploración.
Con respecto a la técnica anterior mencionada es un objetivo de la presente invención proporcionar un método ventajoso de detección de arrugas en una estructura laminada reforzada con fibras.
El objetivo se soluciona mediante un método de detección de arrugas en una estructura laminada reforzada con fibras según la reivindicación 1. Las reivindicaciones dependientes contienen desarrollos adicionales de la invención.
En el método según la invención de detección de arrugas en una estructura laminada reforzada con fibras, la estructura se calienta o enfría localmente moviendo la ubicación del calentamiento o enfriamiento a lo largo de un trayecto definido. El calentamiento o enfriamiento se realiza desde el exterior de la estructura. Ventajosamente, la distancia entre el equipo de calentamiento o enfriamiento con respecto a la superficie que va a calentarse o enfriarse puede mantenerse constante durante el movimiento a lo largo del trayecto definido. La temperatura de la estructura se mide en una ubicación de medición que es diferente de la ubicación del calentamiento o enfriamiento. La ubicación de medición se mueve a lo largo del mismo trayecto que la ubicación del calentamiento o enfriamiento. Como el calentamiento o enfriamiento, la medición de la temperatura de la estructura puede realizarse, en particular, desde el exterior de la estructura. Las arrugas se detectan a partir de anomalías de temperatura halladas a lo largo del trayecto... [Seguir leyendo]
Reivindicaciones:
1. Método de detección de arrugas (3) en una estructura (1) laminada reforzada con fibras en el que -la estructura (1) se calienta o enfría localmente, -la temperatura de la estructura (1) se mide en una ubicación de medición que es diferente de la ubicación del calentamiento o enfriamiento, y -se detectan arrugas (3) a partir de anomalías de temperatura halladas a lo largo del trayecto (7) definido en comparación con el producto laminado circundante;
caracterizado porque -la estructura (1) se calienta o enfría localmente desde el exterior de la estructura (1) , -la ubicación del calentamiento o enfriamiento se mueve a lo largo de al menos dos trayectos definidos (7A, 7B) y -la ubicación de medición se mueve a lo largo de los mismos dos trayectos definidos (7A, 7B) que la ubicación del calentamiento o enfriamiento.
2. Método según la reivindicación 1, en el que la ubicación de medición se mueve a lo largo del mismo trayecto (7) que la ubicación del calentamiento o enfriamiento con una distancia fija con respecto a la 25 ubicación del calentamiento o enfriamiento.
3. Método según la reivindicación 1 o la reivindicación 2, en el que la ubicación del calentamiento o enfriamiento y/o la ubicación de medición se mueve/n con una velocidad constante.
4. Método según cualquiera de las reivindicaciones 1 a 3, en el que los al menos dos trayectos (7A, 7B) se recorren uno detrás de otro.
5. Método según cualquiera de las reivindicaciones 1 a 3, en el que los al menos dos trayectos (7A, 7B) se recorren simultáneamente. 35
6. Método según cualquiera de las reivindicaciones 1 a 5, en el que la temperatura de la estructura se mide desde el exterior de la estructura (1) .
7. Método según cualquiera de las reivindicaciones 1 a 6, en el que los trayectos se definen mediante un carril
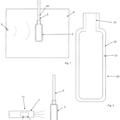
(21) al que está conectado de manera móvil un brazo (31) portador para poder moverse a lo largo del carril (21) , en el que un portador (17) en el que están montados el emisor (9) térmico y el receptor (15) térmico, se monta en el brazo (31) portador y en el que se varía la ubicación del carril (21) manipulando dos conexiones de cuatro barras, estando formada cada una por un soporte (27) , un pie (23) con discos (25) de succión para fijar el pie a la estructura laminada reforzada con fibras y dos brazos (29) conectados de 45 manera pivotante a ubicaciones separadas del respectivo soporte (27) y ubicaciones separadas del respectivo pie (23) .
Patentes similares o relacionadas:
Procedimiento de inspección de una superficie metálica y dispositivo asociado, del 17 de Junio de 2020, de FRAMATOME: Procedimiento de inspección de una superficie metálica de una pieza , comprendiendo el procedimiento las etapas siguientes: - procurarse una primera […]
 Procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio, del 25 de Marzo de 2020, de Bormioli Pharma S.p.A: Un procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio para contener alimentos o productos […]
Procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio, del 25 de Marzo de 2020, de Bormioli Pharma S.p.A: Un procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio para contener alimentos o productos […]
SISTEMA Y MÉTODO PARA LA DETECCIÓN Y DIGITALIZACIÓN DEL HORMIGÓN EN ESTADO FRESCO USANDO TECNOLOGÍA INFRARROJA Y FUNCIONES MATEMÁTICAS DE TENDENCIA, del 5 de Marzo de 2020, de SOLUCIONES DE INNOVACIÓN DIGITAL SPA: La presente invención se relaciona con el uso de medios térmicos para el análisis de materiales y en específico proporciona un sistema para la detección […]
Procedimiento de fabricación de un módulo optoelectrónico que tiene un soporte que comprende un sustrato metálico, un recubrimiento dieléctrico y una capa conductora, del 12 de Febrero de 2020, de Arcelormittal: Procedimiento de fabricación de un módulo optoelectrónico que comprende un soporte y una capa suplementaria situada en el soporte , estando el soporte constituido […]
Método y sistema de inspección no destructiva termográfica para detectar y medir defectos volumétricos en estructuras de material compuesto, del 1 de Enero de 2020, de Leonardo S.p.A: Método de inspección no destructiva termográfica de una estructura de material compuesto, que incluye una superficie de incidencia y una superficie inferior dispuesta […]
Procedimiento para supervisar un intercambiador de calor, del 6 de Noviembre de 2019, de Knew Value LLC: Un procedimiento para supervisar un intercambiador de calor configurado para transferir calor entre un primer fluido y un segundo fluido , […]
Detector de deterioro y dispositivo de inspección de termopar, del 6 de Noviembre de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un dispositivo de detección de deterioro provisto de un termopar de tubo de protección para detectar deterioro del termopar de tubo de protección […]
Un método de inspección y a un dispositivo de inspección para contenedores, del 4 de Noviembre de 2019, de KRONES AG: Un método para inspeccionar los contenedores de bebidas de vidrio, en el que el contenedor se transporta a lo largo de una ruta de […]