CUCHILLA REBANADORA MULTI-GRANO DE ALTA PRECISION.
Un método para fabricación de una herramienta de corte abrasivo (10),
comprendiendo el método:
(a) depositar una primera capa (14) de un abrasivo de grano fino y material de electrochapado sobre una superficie de un miembro de deposición;
(b) depositar una segunda capa (12) de un abrasivo de segundo tamaño de grano mayor que el abrasivo de grano fino y someter a electrochapado el material sobre la primera capa (14);
(c) depositar una tercera capa (16) de un abrasivo de tercer tamaño de grano menor que el abrasivo de segundo tamaño de grano y someter a electrochapado el material sobre la segunda capa (12);
(d) configurar al menos dos de los tamaños primero, segundo, y tercero de modo que sean mutuamente distintos uno de otro; y
(e) retirar el miembro de deposición de la primera capa (14), para producir una herramienta de corte multicapa (10) que tiene material particulado abrasivo dispersado de modo sustancialmente completo en toda ella;
comprendiendo adicionalmente el método activar una superficie de la primera capa (14) antes de la deposición (b) o activar una superficie de la segunda capa (12) antes de la deposición (c)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/006578.
Solicitante: SAINT-GOBAIN ABRASIVES, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1 NEW BOND STREET BOX NO. 15138,WORCESTER, MA 01615-0138.
Inventor/es: CORCORAN, ROBERT, F.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B24D18/00C
- B24D5/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › B24D 5/00 Muelas aglomeradas, muelas que comportan segmentos abrasivos incorporados, concebidas para trabajar solamente por su periferia; Anillos o accesorios para el montaje de estas muelas. › Muelas de dureza variable; Muelas compuestas comprenden diversos abrasivos.
- C25D15/00 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › Producción electrolítica o electroforética de revestimientos que contienen materiales incorporados, p. ej. partículas, laminillas, hilos.
- C25D5/10 C25D […] › C25D 5/00 Revestimientos electrolíticos caracterizados por el proceso; Pretratamiento o tratamiento posterior de las piezas. › Deposiciones con más de una capa de iguales o diferentes metales (para cojinetes C25D 7/10).
Clasificación PCT:
- B24D5/12 B24D 5/00 […] › Muelas de trocear.
- B24D5/14 B24D 5/00 […] › Muelas de dureza variable; Muelas compuestas comprenden diversos abrasivos.
- C25D15/00 C25D […] › Producción electrolítica o electroforética de revestimientos que contienen materiales incorporados, p. ej. partículas, laminillas, hilos.
Clasificación antigua:
- B26D1/00 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › Corte de una pieza caracterizado por la naturaleza o por el movimiento del elemento cortante; Aparatos o máquinas a este efecto; Elementos cortantes a este efecto.
Fragmento de la descripción:
Cuchilla rebanadora multi-grano de alta precisión.
Esta invención se refiere a herramientas abrasivas mejoradas de metales aglutinados. Más particularmente, la presente invención se refiere a herramientas de corte abrasivas de diamante mejoradas que tienen dos o más capas electrochapadas de partículas de diamante, en las cuales cada capa tiene partículas de diamante de tamaño diferente, para proporcionar los beneficios de un acabado superficial relativamente satisfactorio y alta velocidad de alimentación.
Los superabrasivos tales como diamante y nitruro de boro cúbico (CBN) han sido utilizados ampliamente en sierras, perforadoras, y otras herramientas para cortar, conformar o pulimentar otros materiales duros.
Las herramientas de diamante son particularmente útiles en aplicaciones en las cuales otras herramientas carecen de la resistencia y durabilidad para ser sustitutos prácticos. Por ejemplo, las sierras de diamante se utilizan rutinariamente en la industria de corte de piedras debido a su dureza y durabilidad. Si no se utilizaran superabrasivos, muchas industrias de este tipo serían económicamente inviables.
A pesar de las mejoras proporcionadas por el diamante y el nitruro de boro cúbico para herramientas de corte, perforación y trituración, existen todavía desventajas que, si se resolvieran, podrían mejorar notablemente la eficiencia de la herramienta, y/o reducir su coste.
Una herramienta superabrasiva típica, tal como la cuchilla de sierra de diamante, se fabrica mezclando partículas de diamante con un polvo de matriz (aglutinante) adecuado. La mezcla se comprime luego en un molde para conformar la forma deseada (v.g., un segmento de sierra). La forma "cruda" se consolida luego por sinterización a una temperatura adecuada para formar un solo cuerpo con una pluralidad de partículas superabrasivas dispuestas en el mismo. Finalmente, el cuerpo consolidado se fija (v.g., por soldadura) a un cuerpo de herramienta, tal como a la cuchilla redonda de una sierra circular, para formar el producto final.
Herramientas abrasivas que utilizan material de aglutinación de metales han sido utilizadas para fabricar discos de rebanado o corte. Una herramienta de este tipo, a la que se hace referencia comúnmente como herramienta compuesta de matriz metálica (MMC), puede formarse por moldeo de una mixtura de material abrasivo y material de aglutinación de metales. Un ejemplo de una herramienta de este tipo se describe en la Patente U.S. No. 5.313.742, asignada a Norton Company de Worcester, Massachusetts. Como se describe en dicho lugar, tales discos pueden incluir porosidad que varía desde esencialmente porosidad cero en volumen a tanto como 40 ó 50% de porosidad en volumen. La composición porcentual en volumen preferida de los discos es 5 a 50% en volumen de abrasivo, 50 a 95% en volumen de aglutinante, y 0 a 25% en volumen de poros. El aglutinante incluye cualquiera de los aglutinantes de metales bien conocidas en la industria, utilizadas fundamentalmente para unir granos abrasivos de diamante y nitruro de boro cúbico (CBN).
Ejemplo de dicho material de aglutinación de metales son aleaciones tales como Cu-Zn-Ag, Co-WC, Cu-Ni-Zn, Cu-Ni-Sb, Ni-Cu-Mn-Si-Fe, y Ni-Cu-Sb-TaC.
US-A-6.286.498 se refiere a una herramienta de corte que comprende tres capas y un método para su producción. Cada una de sus capas está constituida por partículas abrasivas retenidas en una matriz metálica. Las partículas retenidas en la capa central tienen un tamaño de grano que es capa (sic) que el de las partículas contenidas en una de las capas exteriores.
Otro tipo de herramienta unida con metal está formado por electrochapado, tal como se indica en la Patente U.S. No. 4.381.227, asignada también a Norton Company. Esta referencia describe la colocación de un sustrato dentro de un baño de chapado no electrolítico que tiene granos abrasivos dispersados en él. Se aplica una corriente continua a través del baño con el sustrato como cátodo y un electrodo que contiene el metal de chapado posicionado en el baño como ánodo. Esta referencia establece que la densidad de corriente en el caso de un baño no electrolítico de chapado de níquel puede ser tan baja como 1,5 a 5 amperios por pie cuadrado (1,4 a 4,6 mA/cm2), pero debería ser preferiblemente de 50 a 100 amperios/ft2.
Los granos abrasivos, que pueden ser de diamante, nitruro de boro cúbico, carburo de silicio, alúmina, alúmina-óxido de circonio fundidos conjuntamente, o incluso sílex, pueden dejarse sedimentar a partir de una suspensión sobre el sustrato, o pueden estar dispuestos adyacentemente al sustrato por ejemplo por un portador o cesto.
Variaciones de las herramientas anteriores se utilizan a menudo como discos de rebanado o corte para cortar transversalmente materiales duros tales como acero endurecido, o para el corte de materiales cerámicos utilizados típicamente en la industria electrónica. La elección del tamaño del abrasivo (tamaño de los granos) implica generalmente un compromiso entre la velocidad de alimentación y el acabado de la superficie. Por ejemplo, pueden utilizarse tamaños de grano mayores en aplicaciones de corte en las cuales la velocidad de alimentación tiene importancia primaria. Las herramientas MMC mencionadas anteriormente se han visto favorecidas por regla general por tales aplicaciones. Inversamente, los tamaños de grano menores, utilizados a menudo con las ruedas de electrochapado mencionadas anteriormente, pueden utilizarse en aplicaciones que requieran un acabado de superficie de alta calidad.
Existe necesidad de una herramienta de corte abrasiva que proporcione los beneficios, hasta ahora mutuamente excluyentes, de velocidad de alimentación alta y acabado de superficie de alta calidad.
Un aspecto de la presente invención incluye un método para fabricar una herramienta abrasiva de corte, que incluye depositar una primera capa de un abrasivo de grano fino y depositar por electrochapado material sobre una superficie de un miembro de deposición; depositar una segunda capa de un abrasivo de segundo tamaño de grano mayor que el abrasivo de grano fino y depositar por electrochapado material sobre la primera capa; depositar una tercera capa de un abrasivo de tercer tamaño de grano menor que el abrasivo de segundo tamaño de grano y depositar por electrochapado material sobre la segunda capa, y configurar al menos dos de los tamaños primero, segundo y tercero para que sean mutuamente distintos unos de otros. El miembro de deposición se retira luego de la primera capa, para producir una herramienta de corte multicapa que tiene un material particulado abrasivo dispersado de modo sustancialmente completo por toda ella.
El método comprende o bien activar una superficie de la primera capa o activar una superficie de la segunda capa antes de depositar la capa inmediatamente siguiente.
En un aspecto adicional de la presente invención, una herramienta abrasiva de corte en rebanadas incluye una primera capa de metal electrochapado que tiene un material particulado abrasivo de primer tamaño dispersado en el mismo, estando comprendido el primer tamaño dentro de un intervalo de aproximadamente 4-8 micrómetros; una segunda capa de metal electrochapado que tiene un material particulado abrasivo de segundo tamaño dispersado en el mismo, estando el segundo tamaño comprendido dentro de un intervalo de aproximadamente 10-20 micrómetros; y una tercera capa de un metal electrochapado que tiene un material particulado abrasivo de tercer tamaño dispersado en él. La segunda capa está dispuesta entre las capas primera y tercera.
Las anteriores y otras características y ventajas de esta invención se comprenderán más fácilmente a partir de una lectura de la descripción detallada que sigue de diversos aspectos de la invención tomados en asociación con los dibujos que se adjuntan, en los cuales:
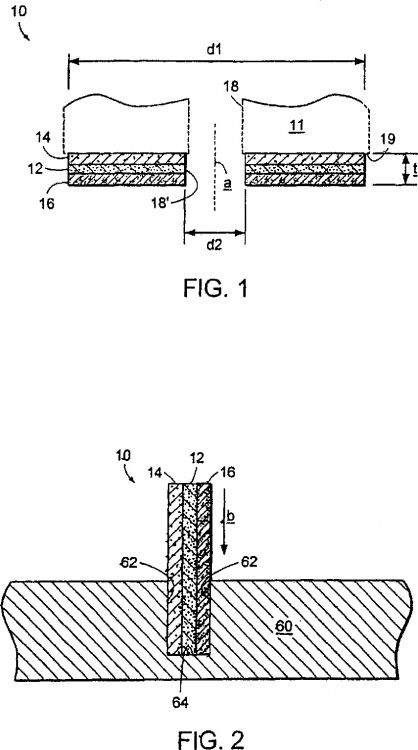
Fig. 1 es una vista en corte transversal de una herramienta de corte abrasivo circular de la presente invención, representándose en líneas imaginarias una porción de un aparato utilizado durante la fabricación de la herramienta; y
Fig. 2 es una vista en corte transversal de una porción de la herramienta de corte de Fig. 1, durante una operación de corte abrasivo.
En la descripción detallada que sigue, se hace referencia a los dibujos que se adjuntan que forman parte de la misma, y en los cuales se muestran, a modo de ilustración, realizaciones específicas en las cuales puede practicarse la invención. Estas realizaciones se describen con detalle suficiente para permitir a los...
Reivindicaciones:
1. Un método para fabricación de una herramienta de corte abrasivo (10), comprendiendo el método:
comprendiendo adicionalmente el método activar una superficie de la primera capa (14) antes de la deposición (b) o activar una superficie de la segunda capa (12) antes de la deposición (c).
2. El método de la reivindicación 1, en donde dicha configuración (d) comprende configurar el tercer tamaño de modo que sea sustancialmente equivalente al primer tamaño.
3. El método de la reivindicación 1, en donde la deposición (c) comprende disponer la segunda capa (12) en un primer baño que incluye el material particulado abrasivo de tamaño de grano fino dispersado en él.
4. El método de la reivindicación 3, que comprende mezclar el primer baño.
5. El método de la reivindicación 1, que comprende pasivar la superficie del miembro de deposición antes de la deposición (a).
6. El método de la reivindicación 5, en donde el miembro de deposición es un disco catódico (11).
7. El método de la reivindicación 5, en donde la pasivación de la superficie del miembro de deposición se realiza introduciendo el miembro de deposición en solución de ácido nítrico.
8. El método de la reivindicación 1, en donde la deposición de (a) comprende introducir el miembro de deposición en un primer baño que incluye el material particulado abrasivo dispersado en él.
9. El miembro de la reivindicación 8, que comprende mezclar el primer baño.
10. El método de la reivindicación 1, en donde la deposición (b) comprende disponer la primera capa (14) en un segundo baño que incluye el segundo material particulado abrasivo de segundo tamaño dispersado en él.
11. El método de la reivindicación 10, que comprende mezclar el segundo baño.
12. El método de la reivindicación 1, en el cual la deposición (a), (b) y (c) comprende adicionalmente hacer girar el miembro de deposición alrededor de un eje central.
13. El método de la reivindicación 1, en el cual la deposición (a) comprende depositar la primera capa (14) en un espesor mayor que el espesor final deseado.
14. El método de la reivindicación 13, que comprende acabar la herramienta (10) por eliminación del material de la primera capa (14) hasta que se alcanza el espesor final deseado.
15. El método de la reivindicación 1, en el cual la deposición (b) comprende depositar la segunda capa (12) en un espesor final deseado.
16. El método de la reivindicación 1, en el cual la deposición (c) comprende depositar la tercera capa (16) en un espesor mayor que el espesor final deseado.
17. El método de la reivindicación 16, que comprende acabar la herramienta (10) por eliminación de material de la tercera capa (16) hasta que se alcanza el espesor final deseado.
18. El método de la reivindicación 1, en el cual la deposición de (a), (b), y (c) comprende depositar un material de electrochapado seleccionado del grupo constituido por níquel, cobre, cobalto, plata, paladio, y combinaciones de los mismos.
19. El método de la reivindicación 18, en el cual el material de electrochapado comprende níquel.
20. El método de la reivindicación 1, en el cual el material particulado abrasivo se selecciona del grupo constituido por diamante, CBN, alúmina fundida, alúmina sinterizada, carbono de silicio y combinaciones de los mismos.
21. El método de la reivindicación 1, que comprende pasivar la superficie de deposición antes de dicha deposición (a).
22. El método de la reivindicación 1, en donde el tamaño de grano fino y el tercer tamaño de grano están comprendidos dentro de un intervalo de tamaños de al menos aproximadamente 2 micrómetros; y hasta aproximadamente 10 micrómetros.
23. El método de la reivindicación 22, en donde el grano fino y el tercer tamaño de grano están comprendidos dentro de un intervalo de tamaños de al menos aproximadamente 4 micrómetros; y hasta aproximadamente 8 micrómetros.
24. El método de la reivindicación 22, en donde el segundo tamaño de grano está comprendido dentro de un intervalo de al menos aproximadamente 6 micrómetros; y hasta aproximadamente 60 micrómetros.
25. El método de la reivindicación 22, en donde el segundo tamaño de grano está comprendido dentro de un intervalo de al menos aproximadamente 10 micrómetros; y hasta aproximadamente 20 micrómetros.
26. El método de la reivindicación 1, que comprende:
27. El método de la reivindicación 26, que comprende adicionalmente pasivar la superficie de deposición antes de dicha introducción (b).
28. Una herramienta abrasiva de corte en rebanadas (10) que comprende:
29. La herramienta (10) de la reivindicación 28, que está fabricada totalmente a partir de metal electrochapado cargado con abrasivo.
30. La herramienta (10) de la reivindicación 28, en la cual el tercer tamaño es sustancialmente equivalente al primer tamaño.
31. La herramienta (10) de la reivindicación 28, en la cual una combinación del abrasivo de primer tamaño y el abrasivo de segundo tamaño está dispersada de modo sustancialmente completo en todo el disco.
32. La herramienta (10) de la reivindicación 28, que está exenta de un cubo sin carga de material abrasivo.
33. La herramienta (10) de la reivindicación 28, en la cual el metal electrochapado se selecciona del grupo constituido por níquel, cobre, cobalto, plata, paladio, y combinaciones de los mismos.
34. La herramienta (10) de la reivindicación 33, en donde el metal electrochapado comprende níquel.
35. La herramienta (10) de la reivindicación 28, en la cual dicha herramienta carece de cubo.
Patentes similares o relacionadas:
Lámina metálica para separadores de pilas de combustible de electrolito polimérico, del 17 de Junio de 2020, de JFE STEEL CORPORATION: Lámina metálica para separadores de pilas de combustible de electrolito polimérico, que comprende: un sustrato hecho de una lámina de acero inoxidable […]
Electrodepósitos basados en cromo de color oscuro, del 6 de Mayo de 2020, de MacDermid Acumen, Inc: Un método para producir un recubrimiento de cromo de tono oscuro sobre un sustrato, comprendiendo el método las etapas de: a) proporcionar un electrolito de cromo trivalente […]
Artículo culinario que comprende una capa de óxido de tierra rara, del 1 de Abril de 2020, de SEB S.A.: Artículo culinario que comprende un soporte que presenta una cara inferior que puede recibir alimentos y una cara exterior destinada a estar dispuesta […]
Partículas pesticidas orgánicas, del 11 de Diciembre de 2019, de BASF SE: Partículas pesticidas orgánicas, caracterizadas porque las partículas, están recubiertas en la superficie con un polímero no anfolítico, cuaternizable y soluble en agua […]
BAÑO ELECTROLÍTICO PARA OBTENER RECUBRIMIENTOS COMPOSITOS METÁLICOS ANTIBACTERIALES DE LATÓN-PARTÍCULAS METÁLICAS ANTIBACTERIALES (ZN-CU/PMA'S), del 13 de Junio de 2019, de CENTRO DE INVESTIGACIÓN Y DESARROLLO TECNOLÓGICO EN ELECTROQUÍMICA, S.C: La presente invención propone el uso de un baño electrolítico para electrodepositar recubrimientos compositos metálicos Zinc-Cobre-nanopartículas de metales con capacidad […]
Placa de metal para su uso como separador de pila de combustible de polímero sólido, del 1 de Mayo de 2019, de JFE STEEL CORPORATION: Lámina metálica para separadores de pilas de combustible de electrolito polimérico, que comprende: un sustrato hecho de una lámina de acero inoxidable […]
Sistema de protección multicorrosión para piezas decorativas que presentan un acabado de cromo, del 17 de Abril de 2019, de MacDermid Enthone GmbH: Un sistema de capas de proteccion contra la corrosion para superficies metalicas, comprendiendo dicho sistema de capas como las dos capas mas superiores: a) […]
Deposición electrolítica de revestimientos compuestos de base metálica que comprenden nano-partículas, del 17 de Diciembre de 2018, de MacDermid Enthone Inc: Un método para conferir resistencia a la corrosión sobre una superficie de un sustrato, comprendiendo el método: poner en contacto la superfic 5 ie del sustrato […]