Sistema de corte para una plancha de producto alimenticio.
Sistema de corte para un producto.
Sistema de corte para una plancha de producto alimenticio que comprende medios de transporte longitudinal de la plancha de producto (3.
6); medios de detección de la posición de la plancha de producto (3.6); medios de corte de la plancha de producto (3.6). En coordinación con los medios de detección, se activan los medios de corte. Dichos medios de corte comprenden un primer disco de corte (2.4), configurado para girar sobre su eje y desplazarse transversalmente a la dirección de avance de los medios de transporte longitudinal y efectuar el corte transversal del producto (3.6). Si es necesario para obtener el tamaño deseado, unos segundos discos (2.5) cortan longitudinalmente las porciones para obtener forma de barritas. Todo el proceso se lleva con un recorrido mínimo, guiado, sin cambios de dirección y en un solo sentido. Así se consigue un producto con un mejor acabado y en un menor tiempo.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201431501.
Solicitante: CONSTRUCCIONES MECANICAS GONVER, S.L.
Nacionalidad solicitante: España.
Inventor/es: GONZÁLEZ CABALLERO,José Antonio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A21C15/04 NECESIDADES CORRIENTES DE LA VIDA. › A21 COCCION EN HORNO; EQUIPAMIENTO PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MASAS PARA COCER EN HORNO. › A21C MAQUINAS O MATERIAL PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MANIPULACION DE ARTICULOS COCIDOS HECHOS DE MASA. › A21C 15/00 Aparatos para el manejo de los productos cocidos. › Máquinas o dispositivos para cortar o rebanar especialmente adaptados para productos cocidos distintos al pan (para cortar o rebanar pan B26B, B26D).
Fragmento de la descripción:
SISTEMA DE CORTE PARA UNA PLANCHA DE PRODUCTO ALIMENTICIO
Campo técnico de la invención
La invención se refiere a un sistema para cortar productos en plancha, preferiblemente alimentos en forma de obleas o láminas.
Antecedentes de la invención
Se conocen máquinas que realizan la fabricación de este tipo de producto compuesto por tandas de obleas con capas de relleno entre las mismas.
El recorrido de las máquinas convencionales no es continuo longitudinalmente, por lo que los productos trazan en su desplazamiento un movimiento en doble "L". La manipulación de productos delicados y de naturaleza frágil como pueden ser las obleas, hace que el acabado de muchas de las piezas resultantes sea defectuoso.
Cualquier pequeño desplazamiento que sufran los productos durante el corte, propicia defectos significativos en el producto final. Por ejemplo, ocasionando que su aspecto visual sea poco sugestivo, y generando problemas mayores cuando el producto está relleno (puede filtrarse y salir). Muchas veces, estos defectos conllevan el desaprovechamiento de las unidades defectuosas. Incluso aunque solo afecten a su apariencia.
Breve descripción de la invención
A la vista de las limitaciones de las máquinas conocidas actuales, sería deseable un sistema que evitara estos problemas.
Para ello, se propone un sistema capaz de realizar el corte de los productos en posición fija, minimizando el movimiento para impedir que el producto final sea defectuoso. Por ejemplo, si el producto incluye obleas superpuestas, éstas pueden fácilmente deslizarse una sobre la otra. Además se mejora sustancialmente la velocidad de fabricación y con ello, aumenta el rendimiento y se minimizan costes.
El sistema objeto de la invención puede corregir las deficiencias visuales y ahorrar tiempo y coste de fabricación de los productos.
El sistema de corte para un producto incluye unos medios de transporte longitudinal del producto, unos medios de detección de la posición del producto y unos medios de corte. En coordinación con los medios de detección, se activan los medios de corte. Los medios de corte incluyen un primer disco para girar y desplazarse transversalmente a la dirección de avance y efectuar el corte transversal del producto. Opcionalmente, los medios de corte comprenden además un segundo disco fijo configurado para activarse y girar, en coordinación con los medios de transporte longitudinal, y efectuar el corte longitudinal del producto cuando es desplazado según la dirección de avance.
Opcionalmente, los medios de transporte longitudinal comprenden un brazo de empuje para trasladar el producto empujándolo desde su parte posterior.
Opcionalmente, el brazo de empuje está conectado con un carril longitudinal montado encima.
Opcionalmente, los medios de transporte longitudinal comprenden una banda transportadora.
Opcionalmente, el sistema comprende además unos medios de guiado para mantener la orientación del producto en coordinación con los medios de transporte longitudinal. Opcionalmente, los medios de guiado comprenden un brazo de alineado para posarse sobre el producto y para asegurarlo durante el desplazamiento para ser cortado. Opcionalmente, el brazo de alineado está conectado con un carril longitudinal montado encima.
Opcionalmente, los medios de guiado comprenden un par de guías laterales situadas a ambos lados de la plataforma para mantener el producto entre ambas durante el desplazamiento.
Breve descripción de las figuras
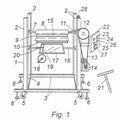
FIG. 1 muestra el chasis para soporte de la invención.
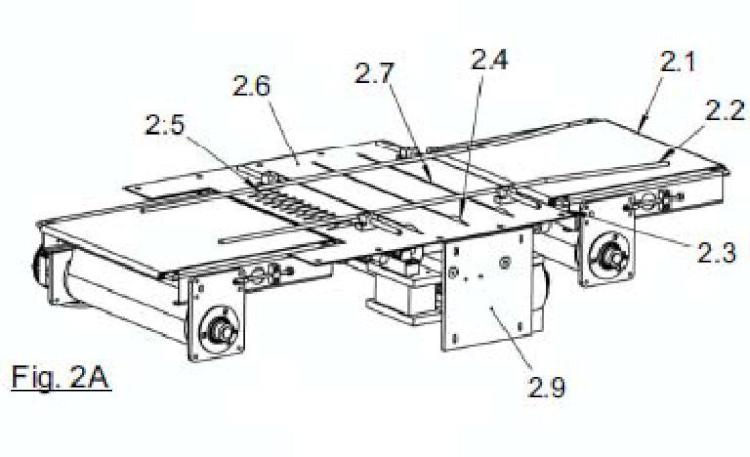
FIG. 2A muestra una mesa de corte de obleas de acuerdo con la invención. FIG. 2B muestra en mayor detalle la unidad de corte transversal.
FIG. 3A muestra un ejemplo de módulo superior para desplazamiento del producto. Fig. 3B muestra en detalle los elementos para trasladar la plancha de producto.
Descripción detallada de la invención
Con referencia a las figuras se describe un ejemplo de realización a título ilustrativo de una máquina para productos en plancha, como puedan ser aquellos basados en una oblea rellena de crema o mermelada, etc.
La máquina es capaz de operar en cadena y cortar porciones con forma de barritas minimizando movimientos de la plancha de forma continua y lineal. Consigue así un mejor resultado visual del producto ya terminado, acorta los ciclos de trabajo con lo que se obtienen beneficios en tiempo y costes de fabricación.
El sistema de corte puede disponerse en un chasis 1.1 de estructura tubular como el que se ilustra en la FIG. 1 que sirve de soporte. La estructura tubular es preferentemente de acero inoxidable.
La alimentación de obleas en la cadena se puede realizar de forma manual o automática, tras ello, una dosificadora de crema o mermelada para confitura deposita, según necesidades exigidas, la cantidad deseada. Posteriormente, se coloca una nueva oblea que sirve de cubierta o tapa al relleno. Es entonces cuando interviene la presente realización cortando las porciones.
Como se ha mencionado, una vez que se tiene preparada una plancha de producto 3.6 (p.e. obleas con relleno entre capas), ésta se debe desplazar hacia una mesa de corte como se ilustra en la FIG. 2A. En la presente realización, se desplaza mediante una cinta o banda transportadora 2.1. También intervienen de forma coordinada un brazo de alineado 3.7 (o varios) y un brazo de empuje 3.4 para pasar de la banda 2.1 a la plataforma de corte 2.6 sin que la plancha de producto 2.6 se deforme ni se descoloque cuando posteriormente sea cortada. El brazo de empuje 3.4 es bajado por unos pistones de bajada 3.3 a la altura adecuada para empujar la plancha de producto hasta la plataforma de corte 2.6. De forma similar, un pistón de alineado 3.5 baja el brazo de alineado 3.7 instantes después para acompañar el movimiento de la plancha dado que tanto el brazo de empuje 3.4 como el brazo de alineado están sujetos a un carril longitudinal 3.1 superior (en la realización es eléctrico). Cuando el producto llega a la plataforma de corte 2.6, es detectado mediante una célula fotoeléctrica 2.3, esto sirve para para que el sistema de corte se ponga en funcionamiento.
En la FIG. 2B se aprecia en detalle la unidad de corte transversal donde están ensamblados los primeros discos de corte 2.4 y un carril transversal 2.8. La unidad de corte transversal 2.9 se ubica sobre la plataforma de corte 2.6 en la que se han practicado unas ranuras transversales 2.7 por donde se desplazan los primeros discos
2.4. Generalmente, un disco central corta transversalmente la plancha de producto 3.6 y dos discos externos perfilan sus bordes.
Una vez realizado el corte transversal se obtienen unas porciones que suelen ser demasiado grandes. Para reducir su tamaño, unos segundos discos 2.5 distribuidos longitudinalmente de forma paralela a la dirección de avance cortan las porciones para producir las barritas de producto finales. Ambos conjuntos de discos 2.4, 2.5 sobresalen de la plataforma de corte 2.6 parcialmente para seccionar debidamente la plancha de producto 3.6.
En la FIG. 3 se observa la estructura superior con los mecanismos que se acoplan coordinadamente con la plataforma de corte 2.6 (de acero inoxidable preferentemente). En primer lugar, el carril longitudinal 3.1 y servo, activan el primer pistón 3.3 del módulo de bajada 3.2 del brazo de empuje 3.4. Un segundo pistón 3.5 le sigue en movimiento sincronizado posicionando sobre la cara superior del paquete de obleas un brazo de alineado 3.7 como se ha mencionado antes. Llegado a este punto, mediante el carril longitudinal 3.1 se desplaza todo el paquete de obleas hasta la zona de corte ayudado por unas guías laterales 2.2 localizadas longitudinalmente a lo largo de toda la plataforma de corte 2.6.
Es este momento, cuando la unidad de corte transversal 2.9 representada en la FIG. 2B con su carril transversal 2.8 (de tipo neumático preferentemente) sujeto a la plataforma 2.6 en la parte inferior de la mesa, pone en funcionamiento un mecanismo con un eje que puede albergar un número variable de primeros discos de corte 2.4 se deslizan a lo largo de las ranuras transversales 2.7 para realizar el corte. De esta forma, los primeros discos 2.4 realizan un desplazamiento transversal a la dirección de avance de la mesa y en su movimiento practican el corte transversal de las obleas. Así se logra un movimiento mínimo de la plancha de producto 3.6.
Una vez que se alcanza la posición final de los primeros discos de corte 2.4, se activa la orden de avance de la plancha de producto 3.6 hasta la zona de corte longitudinal. El carril longitudinal superior 3.1 con el módulo de bajada 3.2. se encarga de trasladarla. En esta zona, otro eje con un número...
Reivindicaciones:
1. Sistema de corte para una plancha de producto alimenticio que comprende:
- medios de transporte longitudinal de la plancha de producto (3.6);
- medios de detección de la posición de la plancha de producto (3.6);
- medios de corte de la plancha de producto (3.6);
caracterizado por que, los medios de detección activan los medios de corte, dichos medios de corte comprenden un primer disco de corte (2.4) que gira sobre su eje y se desplaza transversalmente a la dirección de avance de los medios de transporte longitudinal y efectúa el corte transversal de la plancha de producto (3.6).
2. Sistema según la reivindicación 1, donde los medios de corte comprenden además un segundo disco de corte (2.5) fijo que se activa y gira, en coordinación con los medios de transporte longitudinal, y efectúa el corte longitudinal de la plancha de producto (3.6) cuando es desplazada según la dirección de avance.
3. Sistema según la reivindicación 1 o 2, donde los medios de transporte longitudinal comprenden un brazo de empuje (3.4) configurado para trasladar la plancha de producto (3.6) empujándolo desde su parte posterior.
4. Sistema según la reivindicación 3, donde el brazo de empuje (3.4) está conectado con un carril longitudinal (3.1) montado encima de los medios de transporte longitudinal.
5. Sistema según una cualquiera de las reivindicaciones anteriores, donde los medios de transporte longitudinal comprenden una banda transportadora (2.1).
6. Sistema según una cualquiera de las reivindicaciones anteriores, que comprende además unos medios de guiado que mantienen la orientación de la plancha de producto (3.6) en coordinación con los medios de transporte longitudinal.
7. Sistema según la reivindicación 6, donde los medios de guiado comprenden un brazo de alineado (3.7) que se posa sobre la plancha de producto (3.6) y lo asegura durante el desplazamiento para ser cortado.
5 8. Sistema según la reivindicación 7, donde el brazo de alineado (3.7) está conectado
con un carril longitudinal (3.1) montado encima de los medios de transporte longitudinal.
9. Sistema según la reivindicación 6, donde los medios de guiado comprenden un par 10 de guías laterales (2.2) situadas a ambos lados de una plataforma de corte (2.6) que mantienen la plancha de producto entre ambas guías laterales (2.2) durante el desplazamiento.
Patentes similares o relacionadas:
MÁQUINA DE CORTE DE ALIMENTOS MEDIANTE CHORRO DE AGUA A PRESIÓN, del 23 de Mayo de 2019, de METRONICS TECHNOLOGIES, S.L: Máquina de corte de alimentos mediante chorro de agua que comprende una bandeja sobre la que es disponible un alimento a cortar, un cabezal de corte […]
MÁQUINA DE CORTE DE ALIMENTOS MEDIANTE CHORRO DE AGUA A PRESIÓN, del 14 de Mayo de 2019, de METRONICS TECHNOLOGIES, S.L: Máquina de corte de alimentos mediante chorro de agua que comprende una bandeja sobre la que es disponible un alimento a cortar, […]
DISPOSITIVO GUÍA PARA CORTAR BIZCOCHOS, del 1 de Marzo de 2017, de IBILI MENAJE, S.A: 1. Dispositivo para guiar el corte de un producto de repostería que se caracteriza por que comprende: - un tramo central capaz de comprimirse […]
Dispositivo para sujetar una pieza de masa durante una operación de corte, del 4 de Enero de 2017, de Radie B.V: Dispositivo para cortar trozos de masa, en particular barras de pan, que comprende: - herramientas de corte, tales como una sierra de traslación o giratoria; […]
Moldeo giratorio ultrasónico, del 21 de Diciembre de 2016, de MARS, INCORPORATED: Aparato para conformar un producto alimenticio comestible, que comprende: una rueda giratoria activada de forma ultrasónica y una o más herramientas […]
SISTEMA DE CORTE PARA UN PRODUCTO, del 21 de Abril de 2016, de CONSTRUCCIONES MECANICAS GONVER, S.L.: Sistema de corte para un producto alimenticio tipo plancha u oblea que comprende medios de transporte longitudinal del producto; medios de detección de la posición […]
DISPOSITIVO PARA CORTAR REBANADAS DE UN PRODUCTO ALIMENTICIO, del 28 de Enero de 2016, de AVILA MACIAS, Miguel Ángel: Un dispositivo para cortar un producto alimenticio tal como un pastel, tarta, gelatina, pie o similar que tenga una forma preferentemente circular, […]
 MAQUINA CORTADORA DE PRODUCTOS DE PANADERIA Y PASTELERIA, del 8 de Octubre de 2009, de SUAREZ DOMINGUEZ,TEODORO: Máquina cortadora de productos de panadería y pastelería, constituida por un chasis formado por soportes verticales unidos en su […]
MAQUINA CORTADORA DE PRODUCTOS DE PANADERIA Y PASTELERIA, del 8 de Octubre de 2009, de SUAREZ DOMINGUEZ,TEODORO: Máquina cortadora de productos de panadería y pastelería, constituida por un chasis formado por soportes verticales unidos en su […]