Corrección dinámica del grosor.
Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación del grosor de la cinta y al menos un aspa arrolladora,
en el que a partir de al menos una medición de la longitud de la cinta y de la medición del giro correspondiente del aspa arrolladora se determina un grosor medio de cinta de una sección de la cinta y los elementos de ajuste de la caja de laminación se controlan al menos en función del grosor medio de cinta de la sección de la cinta, caracterizado porque el grosor de la cinta además se mide radiométricamente y los elementos de ajuste de la caja de laminación se controlan en función de un grosor radiométrico de la cinta corregido con el grosor medio de la cinta.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/007468.
Solicitante: ALUMINIUM NORF GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KOBLENZER STRASSE 120 41468 NEUSS ALEMANIA.
Inventor/es: PAMPEL, MICHAEL, PAMPEL, GUNTER, JEUDE, MANFRED, DR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Sistemas que permiten efectuar operaciones auxiliares para el trabajo de los metales, especialmente combinados, dispuestos o adaptados para ser asociados a los laminadores.
- B21B37/18 B21B […] › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control automático del calibrado.
- B21B38/04 B21B […] › B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto. › para medida del espesor, anchura, diámetro u otras dimensiones transversales del producto.
- B21C47/02 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › Enrollamiento o bobinado.
- B21C51/00 B21C […] › Dispositivos de medida, de calibrado, de indicación, de recuento o de marcado, especialmente concebidos para ser utilizados en la producción o en la manipulación de los materiales a que se refieren las subclases B21B - B21F.
Fragmento de la descripción:
Corrección dinámica del grosor
La invención se refiere a un procedimiento y a un dispositivo para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación del grosor de la cinta metálica y al menos un aspa arrolladora según el preámbulo de la correspondiente reivindicación independiente (véase el documento US-A-354247).
Al laminar cintas metálicas, por ejemplo cintas de aluminio o de una aleación de aluminio, para la reducción de su grosor, las cintas metálicas laminadas tras pasar por una caja de laminación se arrollan sobre un aspa arrolladora como banda. Una característica de calidad importante de la cinta laminada arrollada como banda está representada, entre otros aspectos, por el grosor de la cinta y sus oscilaciones.
Hasta ahora, el grosor de la cinta metálica se determinaba con la ayuda de un procedimiento de medición radiométrico y los elementos de ajuste de la caja de laminación se controlan en función de este valor. En el procedimiento de medición radiométrico, con la ayuda de un detector dispuesto en una parte de la cinta metálica, se mide la radiación transmitida por la cinta metálica de un radiador dispuesto en el otro lado de la cinta metálica. La radiación medida por el detector, en este caso, depende de la absorción en la cinta metálica que se determina, en particular, por medio del grosor de la cinta metálica. La desviación del grosor de la cinta determinado radiométricamente respecto a un valor teórico del grosor de la cinta se usa como magnitud de entrada para el control de elementos de ajuste de la caja de laminación para influir en el grosor de la cinta metálica. Sin embargo, el valor de medición del grosor obtenido radiométricamente depende de otros parámetros, por ejemplo de la composición de la aleación de la cinta, de la densidad del aire y de la temperatura del aire en el recorrido de medición, por ejemplo al eliminar soplando o succionar aire caliente, la proporción de neblina de refrigerador y de lubricante en el recorrido de medición, así como la temperatura del material laminado y de los componentes del sistema para la determinación del grosor. Debido a ello, necesariamente se requiere una determinación de los parámetros y una normalización del procedimiento de medición radiométrico a los parámetros adicionales.
En el procedimiento conocido hasta el momento para la corrección del grosor de cinta de una cinta metálica al laminar es desventajoso que una determinación de los parámetros y una normalización del procedimiento de medición radiométrico a estos parámetros no puedan tener lugar de modo completo bajo las condiciones de laminado. De este modo, para la corrección del comportamiento de absorción dependiente de la aleación de la cinta metálica es necesario medir en una muestra de fundición por espectroscopia de chispas la composición de la aleación y, a partir de ello, calcular un índice de absorción para la aleación que se tiene en cuenta en procedimientos de medición radiométricos. Las variaciones en la extracción de la muestra, así como las incertidumbres de medición en la espectrometría de chispas llevan a que el grosor determinado radiométricamente esté provisto de un margen de confianza que ha de ser considerado en función de los requerimientos del producto.
Para la normalización de los valores de medición radiométricos, se hace uso por un lado del punto cero eléctrico de la señal del detector con la protección del radiador cerrada y, por otro lado, en el caso de irradiación completa, es decir, sin muestra en el recorrido de medida, se determina un factor de ajuste, que tiene en cuenta las condiciones de absorción en el recorrido de medición en este instante. Esto sucede de modo automático durante el cambio de banda o en cada abertura de la protección del radiador sin objeto de medida. Con la ayuda de la medición de la variación de temperatura y de un factor de ponderación empírico determinado a partir de ella se deduce la variación de la temperatura en el recorrido de medición con material laminado. No es posible un registro de la evolución integral de la temperatura en el recorrido de medición que al laminar presenta fuertes variaciones debido a la cinta laminada caliente. Debido a ello, la evolución integral de la temperatura no se puede tener en cuenta en la determinación radiométrica del grosor.
Además, en las instalaciones conocidas del estado de la técnica, para la comprobación de los puntos de medición radiométricos en una región encapsulada hermética justo al lado del radiador se encuentran modelos de control, es decir, chapas metálicas cuyas características de absorción no se modifican excepto por medio de variaciones de la temperatura. Por medio de la comprobación de los valores de medición del grosor de estos modelos de control se puede llevar a cabo una corrección de la curva de absorción almacenada en el sistema de medición. Este ajuste, sin embargo, puede llevarse a cabo igualmente sólo en un proceso de laminado interrumpido.
Como consecuencia de las desventajas indicadas de los procedimientos conocidos hasta el momento para la corrección del grosor de una cinta metálica al laminar, sólo se pueden cumplir las tolerancias de grosor requeridas hoy en día con muchas dificultades.
Según el documento US-A-354247, a partir de al menos una medición longitudinal de la cinta y de la medición del giro correspondiente del aspa arrolladora se determina un grosor de cinta medio de una sección de la cinta, y se controlan los elementos de ajuste de la caja de laminación al menos en función del grosor medio de la cinta de la sección de la cinta. En este caso se aprovecha el que la distancia media entre capas de la cinta sobre el aspa arrolladora está unida con la longitud de la cinta medida y la rotación del aspa arrolladora, a partir de lo cual se puede determinar a partir de un factor de llenado el grosor medio de la cinta. Las magnitudes que se han de medir
requeridas de la longitud de la cinta y de la rotación del aspa arrolladora son, en este caso, prácticamente independientes de los parámetros de la medición radiométrica del grosor, de manera que está disponible un valor de medición independiente de las condiciones de contorno de la caja de laminación del grosor medio de la cinta de una sección de cinta. Se ha mostrado que ya después de longitudes de cinta cortas se puede determinar un valor suficientemente preciso para el grosor medio de la cinta. Por medio del control de los elementos de ajuste en función al menos del grosor medio determinado de la cinta de la sección de cinta, con ello, se puede alcanzar una reducción de las tolerancias de grosor de la cinta laminada. Partiendo del estado de la técnica descrito anteriormente, la presente invención se basa en el objetivo de proporcionar un procedimiento y un dispositivo para la corrección del grosor de una cinta metálica al laminar con una caja de laminación, que garantice la fabricación de cintas laminadas con una tolerancia de grosor reducida. El objetivo se consigue desde el punto de vista del procedimiento mediante la combinación de partes caracterizadoras según la reivindicación 1.
Si el grosor de la cinta se mide además radiométricamente y si los elementos de ajuste de la caja de laminación se controlan en función de un grosor de cinta radiométrico corregido con el grosor de cinta medio, es posible, según el procedimiento conforme a la invención, corregir el grosor de cinta determinado radiométricamente con la ayuda del grosor de cinta medio determinado de manera dinámica, y controlar los elementos de ajuste de la caja de laminación en función del valor de grosor de la cinta corregido de modo dinámico. Con ello está disponible un parámetro para el control del grosor de la cinta al laminar de una cinta metálica que, por un lado, hace posible una influencia casi instantánea de los elementos de ajuste y, por otro lado, se puede corregir independientemente de los parámetros típicos de la determinación radiométrica del grosor de la cinta durante el proceso de laminación.
Se consigue una precisión especialmente elevada en la medición de la longitud de la cinta al laminar, según una forma de realización del procedimiento conforme a la invención, mejorada de modo ventajoso, gracias a que la longitud de la cinta se mide usando el procedimiento de velocimetría por láser Doppler. El procedimiento de velocimetría por láser Doppler (procedimiento LDV) es un procedimiento estándar para la medición de velocidades de corriente. El principio reside en detectar y evaluar la luz dispersa de una partícula que atraviesa un sistema de franjas de interferencia generado por una fuente láser. La frecuencia...
Reivindicaciones:
1. Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación del grosor de la cinta y al menos un aspa arrolladora, en el que a partir de al menos una medición de la longitud de la cinta y de la medición del giro correspondiente del aspa arrolladora se determina un grosor medio de cinta de una sección de la cinta y los elementos de ajuste de la caja de laminación se controlan al menos en función del grosor medio de cinta de la sección de la cinta, caracterizado porque el grosor de la cinta además se mide radiométricamente, los elementos de ajuste de la caja de laminación se controlan en función de un grosor radiométrico de la cinta corregido con el grosor medio de la cinta y la longitud de la cinta se mide usando el procedimiento de velocimetría por láser Doppler.
2. Procedimiento según la reivindicación 1, caracterizado porque el número de revoluciones del aspa arrolladora se mide usando emisores increméntales de alta resolución sobre el eje del aspa arrolladora o sobre el eje del motor del aspa arrolladora.
3. Procedimiento según una de las reivindicaciones 1 a 2, caracterizado porque mediante la elección de una pluralidad de diferentes puntos de inicio y de longitudes de cinta que se han de medir para la determinación del grosor medio de la cinta, se determina una pluralidad de valores para el grosor medio de la cinta de la misma sección de la cinta.
4. Procedimiento según la reivindicación 3, caracterizado porque los valores para el grosor medio de la cinta de la misma sección de la cinta se alisan adicionalmente en función del diámetro actual de la banda de la cinta en el aspa arrolladora con una ponderación variable.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque se realiza al menos otra medición redundante de la longitud de la cinta.
6. Procedimiento según la reivindicación 5, caracterizado porque en caso de fallo de una primera medición de la longitud de la cinta usada para la determinación del grosor medio de la cinta, se conmuta automáticamente a otra medición redundante de la longitud de la cinta.
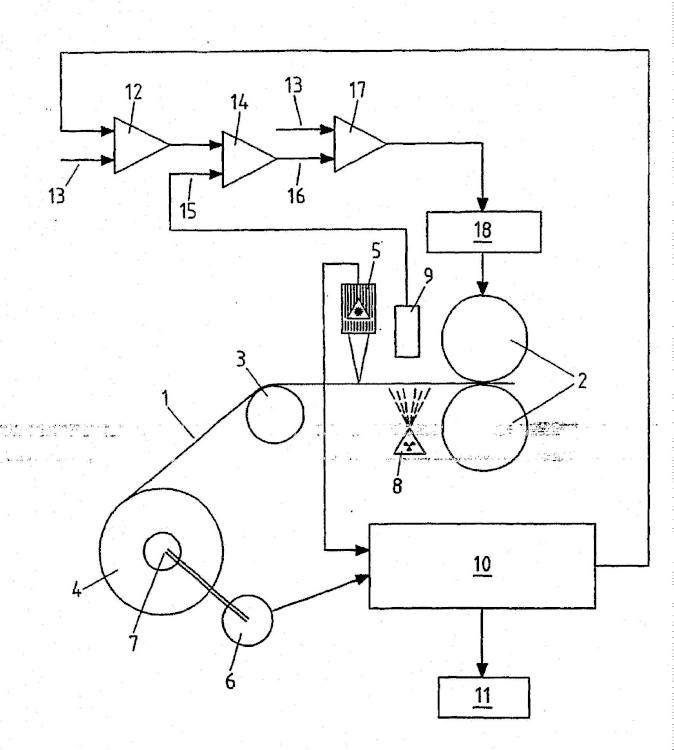
7. Dispositivo para la corrección del grosor de una cinta (1) metálica al laminar con al menos una caja de laminación (2) con elementos de ajuste para la regulación del grosor de la cinta, al menos un aspa arrolladora (4), estando previstos medios para la medición de la longitud de la cinta (5) y la extensión del giro correspondiente del aspa arrolladora (6) y medios (18) para el control de los elementos de ajuste de la caja de laminación (2) en función de un grosor medio de la cinta determinado a partir de la longitud de la cinta medida y del giro correspondiente del aspa arrolladora (4), en particular para la realización de un procedimiento según las reivindicaciones 1 a 6, caracterizado porque están previstos medios (8, 9) adicionales para la determinación radiométrica del grosor de la cinta (1) metálica entre la caja de laminación (2) y el aspa arrolladora (3) y para la medición de la longitud de la cinta está previsto un sistema de velocimetría por láser Doppler (5).
8. Dispositivo según la reivindicación 7, caracterizado porque están previstos medios (5) para la medición redundante de la longitud de la cinta.
9. Dispositivo según la reivindicación 7 u 8, caracterizado porque están previstos emisores increméntales (6) de alta resolución en el eje del aspa arrolladora (7) o en el eje del motor del aspa arrolladora.
Patentes similares o relacionadas:
PROCEDIMIENTO E INSTALACION DE LAMINACION EN FRIO CON COMPENSACION DE LA OVALIZACION DE LOS CILINDROS DE LAMINADO., del 1 de Noviembre de 1999, de SOLLAC S.A. KVAERNER METALS CLECIM: EN UN PROCEDIMIENTO DE LAMINADO EN FRIO DE UNA BANDA METALICA (B) ENTRE LOS CILINDROS DE BASTIDOR DE LAMINADOR (C1, C2, C3) DISPUESTOS UNO TRAS OTRO DE OTRO, SE APORTA EN […]
 PROCEDIMIENTO Y DISPOSITIVO DE REGULACION DEL ESPESOR DE UN PRODUCTO LAMINADO, del 1 de Agosto de 2007, de VAI CLECIM: Procedimiento de regulación del espesor final de un producto laminado (B) a la salida de una instalación de laminador que comprende al menos dos jaulas de […]
PROCEDIMIENTO Y DISPOSITIVO DE REGULACION DEL ESPESOR DE UN PRODUCTO LAMINADO, del 1 de Agosto de 2007, de VAI CLECIM: Procedimiento de regulación del espesor final de un producto laminado (B) a la salida de una instalación de laminador que comprende al menos dos jaulas de […]
CORRECCION DINAMICA DEL GROSOR., del 16 de Marzo de 2007, de ALUMINIUM NORF GMBH: Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación del […]
Procedimiento de fabricación de una banda de acero para embalaje y equipo asociado, del 6 de Febrero de 2019, de Arcelormittal: Procedimiento para la producción continua de bandas de acero de embalaje revestidas con una capa de pasivación, en el que se deposita sobre […]
DISPOSITIVO DE MEDICIÓN DIMENSIONAL DE UNA PIEZA DE TRABAJO, del 12 de Abril de 2017, de SMS group GmbH: Dispositivo de medición. Para proporcionar un dispositivo de medición que funcione bien también en entornos hostiles, por ejemplo a altas temperaturas […]
 Método y dispositivo para determinar la excentricidad de un bloque hueco, del 29 de Abril de 2013, de SMS MEER GMBH: Método para determinar la excentricidad (e) de un bloque hueco antes, durante o después de su paso por un tren de laminación, en donde el bloque hueco […]
Método y dispositivo para determinar la excentricidad de un bloque hueco, del 29 de Abril de 2013, de SMS MEER GMBH: Método para determinar la excentricidad (e) de un bloque hueco antes, durante o después de su paso por un tren de laminación, en donde el bloque hueco […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA MEDICION DEL ESPESOR Y LA EXCENTRICIDAD DE PIEZAS DE TRABAJO ALARGADAS., del 16 de Julio de 2006, de LAP GMBH LASER APPLIKATIONEN: Procedimiento para la medición del diámetro y la excentricidad de productos circulares que se desplazan en su dirección longitudinal en trenes de laminado, […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA MEDICION DEL GROSOR DE PIEZAS DE TRABAJO DE FORMA NO REDONDA Y ALARGADA Y DESPLAZADAS HACIA DELANTE EN LA DIRECCION DE SU EJE LONGITUDINAL CON UNA POSICION ANGULAR CUALQUIERA Y MODIFICABLE., del 1 de Enero de 2004, de LAP GMBH LASER APPLIKATIONEN: METODO PARA MEDIR EL GROSOR DE PIEZAS OVALADAS Y DESPLAZADAS EN LA DIRECCION DE SU EJE LONGITUDINAL DESDE UNA POSICION ANGULAR LIBRE Y MODIFICABLE, QUE SE […]