Correa para una instalación de ascensor y procedimiento para la fabricación de una correa de este tipo.
Procedimiento para la fabricación de una correa (12) para una instalación de ascensor con los pasos de:
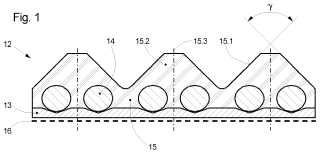
fabricar una primera parte de correa (13), que tiene una disposición de ranuras (13.1) que se extienden enla dirección longitudinal de la correa;
disponer un elemento de tracción (14) en al menos una ranura (13.1); y
unir una segunda parte de correa (15) a la primera parte de correa (13) de tal modo que el elemento detracción (14) está alojado en el interior de la correa (12), en que la segunda parte de correa (15) tiene unadureza de 70 a 100 Shore (A), preferentemente 75 a 95 Shore (A) y de forma particularmente preferida unadureza de 80 a 85 Shore (A), y en que el lado de la segunda parte de correa (15) apartado de la primeraparte de correa (13) forma una superficie de tracción (15.1) para cooperar con una rueda motriz (4.1) de lainstalación de ascensor.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10183786.
Solicitante: INVENTIO AG.
Nacionalidad solicitante: Suiza.
Dirección: SEESTRASSE 55 POSTFACH 6052 HERGISWIL SUIZA.
Inventor/es: ACH, ERNST.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D29/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 29/00 Fabricación de correas o de bandas. › Correas de transmisión de sección transversal trapezoidal.
- B66B7/06 B […] › B66 ELEVACION; LEVANTAMIENTO; REMOLCADO. › B66B ASCENSORES; ESCALERAS O PASILLOS MECANICOS (dispositivos salvavidas utilizados como alternativa a los medios de salida normales, p. ej. escaleras, durante el rescate, para hacer descender a las personas de los edificios u otras estructuras análogas, en jaulas, bolsas, o soportes similares A62B 1/02; equipamiento para la manipulación de cargars o para facilitar el embarque de pasajeros o similar B64D 9/00; dispositivos de frenado o de parada caracterizados por su aplicación a los mecanismos de elevación o izado B66D 5/00). › B66B 7/00 Otras características comunes de los ascensores. › Instalaciones de cables o calabrotes.
- D07B1/22 TEXTILES; PAPEL. › D07 CUERDAS; CABLES DISTINTOS DE LOS CABLES ELECTRICOS. › D07B CUERDAS O CABLES EN GENERAL (unión de cuerdas o cables conjuntamente o con objetos B65H 69/00, F16G 11/00; parte mecánica del acabado o el apresto de cuerdas D02J; cuerdas o cables decorativos D04D; cables de suspensión para puentes E01D 19/16; especialmente adaptados para arrastrar o ser arrastrados por poleas u otros elementos de transmisión F16G 9/00; cables eléctricos o racores en la medida en que el aspecto eléctrico es esencial H01B, H01R). › D07B 1/00 Características estructurales de cuerdas o cables. › Cuerdas planas o de sección poligonal; Haces de cuerdas constituidos por una serie de cuerdas paralelas.
- F16G5/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16G CORREAS, CABLES O CUERDAS, UTILIZADOS ESENCIALMENTE PARA LA TRANSMISION DE UN MOVIMIENTO; CADENAS; ACCESORIOS UTILIZADOS ESENCIALMENTE CON ESTE FIN. › F16G 5/00 Correas en V, es decir, correas de sección transversal trapezoidal. › con refuerzos ligados por goma.
- F16G5/14 F16G 5/00 […] › con refuerzos ligados por materia plástica.
PDF original: ES-2390829_T3.pdf
Fragmento de la descripción:
Correa para una instalación de ascensor y procedimiento para la fabricación de una correa de este tipo
La presente invención se refiere a una instalación de ascensor con una correa, a una correa para una instalación de ascensor de este tipo así como a un procedimiento para la fabricación de una correa de este tipo.
Una instalación de ascensor comprende una cabina de ascensor y por regla general un contrapeso, que pueden moverse en un hueco de ascensor o a lo largo de disposiciones de guía abiertas. Para .la generación del movimiento, la instalación de ascensor tiene al menos un accionamiento con al menos una rueda motriz, que a través de una o varias correas soporta la cabina de ascensor y el contrapeso y/o transmite a éstos las fuerzas de accionamiento necesarias. Una rueda motriz puede estar conformada aquí de modo en sí conocido como disco de
accionamiento o de modo similar como rueda con un diámetro menor, en particular también como un árbol de salida del propio accionamiento.
La cabina de ascensor y el contrapeso pueden estar unidos a través de la misma o las mismas correas, que son desviadas mediante la rueda motriz o respectivamente las ruedas de accionamiento. Alternativamente, la cabina de ascensor y el contrapeso pueden estar también acoplados a la rueda o las ruedas de accionamiento 15 respectivamente a través de correas separadas de tal modo que el contrapeso se eleva cuando la cabina de ascensor es bajada y viceversa. Mientras que las ruedas de accionamiento ejercen fuerzas de tracción sobre las correas de accionamiento, para elevar la cabina de ascensor o respectivamente el contrapeso, correas de soporte puras no son desviadas mediante ruedas de accionamiento, sino simplemente mediante elementos de desviación, en particular rodillos de desviación giratorios o fijos, y recogen una parte constante del peso de la cabina de
ascensor y del contrapeso. Preferentemente, las correas de accionamiento y de soporte son sin embargo idénticas.
Una correa según la presente invención puede emplearse para cada una de las funciones anteriormente descritas, es decir igualmente como correa de accionamiento y/o de soporte, como una de varias correas y/o como correa que está fijada a la cabina de ascensor y/o al contrapeso. Correspondientemente a ello, las ruedas de accionamiento y los rodillos de desviación son denominados en lo que sigue en general como ruedas de correa.
Correas de este tipo para instalaciones de ascensor comprenden habitualmente un cuerpo de correa hecho de elastómeros. Para transmitir las fuerzas de tracción, en los cuerpos de correa están incrustados elementos de tracción en forma de cables de acero y/o material sintético, que está conformados preferentemente a partir de alambres o respectivamente fibras de material sintético o hilados de material sintético trenzados una o varias veces. Estos elementos están dispuestos ventajosamente en la fibra neutra de la sección transversal de la correa, en la que
al rodear una rueda de correa no aparece ninguna tensión de tracción o compresión.
A partir del documento US 2 439 043 es conocido un procedimiento para la colocación de cordones sin fin en cuerpos de correa de correas de accionamiento.
A partir del documento US 198 51 761 A1 es conocida una correa motriz hecha de elastómero con cuerpo de base trapezoidal y elementos de tracción encerrados.
Para disponer los elementos de tracción durante la fabricación en posición correcta en la correa, es conocido por ejemplo a partir del documento WO 2006/000500 A1 aportar los elementos de tracción presentes en forma de cables de acero y/o material sintético a una primera rueda de conformación, sobre la que simultáneamente es vertido desde un extrusor un material sintético plastificable, en particular poliuretano (PU) . La rueda de conformación tiene una superficie perimetral con nervios transversales dispuestos en forma de flecha. Debido a la tensión del alambre, los
elementos de tracción son apretados aquí sobre las superficies de cabeza de los nervios transversales de la rueda de conformación. Durante la extrusión del material sintético plastificable se produce una primera parte de correa, que en su lado inferior tiene ranuras formadas por los nervios transversales en forma de flecha de la rueda de conformación, en cuya zona los elementos de tracción están dispuestos libremente. Esta parte de correa es aportada a una segunda rueda de conformación, en que entre la segunda rueda de conformación y el lado inferior de
45 la primera parte de correa es vertido desde un extrusor nuevamente un material sintético plastificable, en particular PU, que rellena las ranuras de la primera parte de correa, rodea entonces los elementos de tracción y forma una segunda parte de correa unida fijamente de forma térmica al lado inferior de la primera parte de correa. La correa está formada con ello en dos piezas a partir de dos partes de correa del mismo material, en que los elementos de tracción están dispuestos en el plano de contacto de ambas partes de correa, en el que ambas partes de correa
50 están unidas entre sí por complementariedad de forma y por unión de material.
Este procedimiento de fabricación o respectivamente las correas de ascensor fabricadas según este procedimiento tienen varias desventajas.
La posición de los distintos elementos de tracción dentro de la correa es definida por una disposición de aporte, que conduce los elementos de tracción antes de su llegada a la primera rueda de conformación. Durante el proceso de 55 extrusión, es decir mientras que los elementos de tracción recorren la primera rueda de conformación, el guiado lateral de los elementos de tracción es realizado sólo por unión de fricción del cable que forma los elementos de tracción con la primera rueda de conformación. Para ello es necesaria por un lado una tensión de alambre considerable de los elementos de tracción, para generar la fuerza normal necesaria para el establecimiento de la unión de fricción. Esto tiene como consecuencia que los elementos de tracción no pueden ser encerrados sin 5 tensiones en las correas. Incluso para una elevada tensión de alambre no puede garantizarse sin embargo una posición lateral exacta de los elementos de tracción dentro de la correa. La estructura en dos partes de correa de igual material es ciertamente ventajosa para el establecimiento de una unión duradera, pero condiciona que la correa tenga coeficientes de rozamiento iguales tanto por su superficie de tracción, con la que coopera con una rueda motriz por unión de fricción y/o por complementariedad de forma, para introducir fuerzas de tracción en la
correa, como por su lado trasero de correa, apartado de la superficie de tracción, con el que rodea elementos de desviación. Como la superficie de tracción tiene por regla general un coeficiente de rozamiento elevado para aumentar la capacidad motriz o respectivamente de tracción de la correa, aumenta también desventajosamente la fricción en el lado trasero de la correa al ser desviada la correa, con lo que se dificulta por ejemplo el guiado lateral de la correa sobre un rodillo de desviación.
Constituye por ello una tarea de la presente invención proporcionar un procedimiento para la fabricación de una correa del tipo en cuestión para una instalación de ascensor, en el que se realice de forma fiable la disposición en posición correcta de elementos de tracción en la correa. Constituye otra tarea de la presente invención poner a disposición una correa del tipo en cuestión para una instalación de ascensor, en la que se reduzca la carga al ser desviada.
Para resolver la tarea se propone conforme a las reivindicaciones independientes un procedimiento para la fabricación de una correa para una instalación de ascensor así como una correa para una instalación de ascensor.
Un procedimiento para la fabricación de una correa para una instalación de ascensor según la presente invención comprende los siguientes pasos: fabricar una primera parte de correa, que tiene una disposición de una o varias ranuras en la dirección longitudinal de la correa, disponer un elemento de tracción en al menos una ranura de la
disposición y unir una segunda parte de correa a la primera parte de correa de tal modo que el al menos un elemento de tracción esté alojado en el interior de la correa.
Mediante la disposición de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una correa (12) para una instalación de ascensor con los pasos de:
fabricar una primera parte de correa (13) , que tiene una disposición de ranuras (13.1) que se extienden en 5 la dirección longitudinal de la correa;
disponer un elemento de tracción (14) en al menos una ranura (13.1) ; y
unir una segunda parte de correa (15) a la primera parte de correa (13) de tal modo que el elemento de tracción (14) está alojado en el interior de la correa (12) , en que la segunda parte de correa (15) tiene una dureza de 70 a 100 Shore (A) , preferentemente 75 a 95 Shore (A) y de forma particularmente preferida una
dureza de 80 a 85 Shore (A) , y en que el lado de la segunda parte de correa (15) apartado de la primera parte de correa (13) forma una superficie de tracción (15.1) para cooperar con una rueda motriz (4.1) de la instalación de ascensor.
2. Procedimiento según la reivindicación 1, en que la primera parte de correa (13) es hecha de un material sintético termoplástico.
15 3. Procedimiento según la reivindicación 1 ó 2, en que la primera parte de correa (13) es hecha en particular de poliamida (PA) , polipropileno (PP) , polietileno (PE) , policarbonato (PC) o poli (cloruro de vinilo) (PVC) o una polimezcla y/o de un tejido hecho de un material sintético termoplástico de este tipo.
4. Procedimiento según una de las reivindicaciones precedentes, en que las ranuras (13.1) son conformadas mediante deformación térmica y/o mecánica de la primera parte de correa (13) .
20 5. Procedimiento según una de las reivindicaciones precedentes, en que el elemento de tracción (14) es fabricado como torón o cable hecho de alambres de acero y/o de fibras de material sintético individuales.
6. Procedimiento según una de las reivindicaciones precedentes, en que la segunda parte de correa (15) es hecha de un elastómero, y en que el elastómero es hecho preferentemente de poliuretano (PU) , policloropreno (CR) o caucho de etileno-propileno-dieno (EPDM) .
25 7. Procedimiento según una de las reivindicaciones precedentes, en que la segunda parte de correa (15) es unida a la primera parte de correa mediante extrusión y/o adhesión.
8. Procedimiento según una de las reivindicaciones precedentes, en que por el lado de la primera parte de correa apartado de la segunda parte de correa (15) es dispuesta una tercera parte de correa (16) , hecha en particular de un material sintético termoplástico, en particular poliamida (PA) , polipropileno (PP) , polietileno (PE) , policarbonato (PC)
o poli (cloruro de vinilo) (PVC) o una polimezcla y/o un tejido hecho de un material sintético termoplástico de este tipo.
9. Procedimiento según una de las reivindicaciones precedentes, en que la superficie de tracción (15.1) tiene uno o varios nervios en cuña (15.2) para cooperar con ranuras correspondientes de la rueda motriz (4.1) de la instalación de ascensor.
10. Procedimiento según la reivindicación 9, en que la correa comprende varios elementos de tracción (14) y la primera parte de correa (13) varias ranuras (13.1) que guían los elementos de tracción (14) y las distancias entre ranuras (13.1) o respectivamente elementos de tracción (14) contiguos son establecidas de tal modo que cada uno de los nervios en cuña (15.2) puede llevar asociados el mismo número de elementos de tracción (14) , y el grupo respectivo de los elementos de tracción (14) asociados a un nervio en cuña (15.2) está dispuesto simétricamente
respecto al eje central (15.3) de este nervio en cuña (15.2) .
11. Procedimiento según una de las reivindicaciones precedentes, en que la superficie de tracción (15.1) tiene un revestimiento.
12. Procedimiento según una de las reivindicaciones precedentes, en que el lado de la correa (12) apartado de la
superficie de tracción forma una superficie de deslizamiento para cooperar con un rodillo de desviación (4.2) de la 45 instalación de ascensor.
13. Correa (12) para una instalación de ascensor, que está fabricada por un procedimiento según una de las reivindicaciones precedentes y tiene los siguientes componentes:
una primera parte de correa (13) , que tiene una disposición de ranuras (13.1) , en particular en la dirección longitudinal de la correa;
un elemento de tracción (14) en al menos una ranura de la disposición de ranuras; y
una segunda parte de correa (15) , que está unida a la primera parte de correa (13) de tal modo que el elemento de tracción (14) está alojado en el interior de la correa (12) , en que la segunda parte de correa
(15) tiene una dureza de 70 a 100 Shore (A) , preferentemente 75 a 95 Shore (A) y de forma particularmente preferida una dureza de 80 a 85 Shore (A) , y en que el lado de la segunda parte de correa (15) apartado de la primera parte de correa (13) tiene una superficie de tracción (15.1) para cooperar con una rueda motriz
(4.1) de la instalación de ascensor.
14. Instalación de ascensor con una cabina de ascensor (3) , un accionamiento (2) y una disposición de correas con al menos una correa (12) según la reivindicación 13.
Patentes similares o relacionadas:
Cable para ascensor y procedimiento de fabricación para el mismo, del 1 de Enero de 2020, de KISWIRE LTD.: Un cable para un ascensor, comprendiendo el cable: una hebra central formada arrollando una primera pluralidad de alambres ; hebras de capa interna […]
AMARRE DE ELEMENTO TENSOR, del 18 de Noviembre de 2019, de TALLERES AGUI S.A.: 1. Amarre de elemento tensor que se ubica rodeando a una cuña destinada a ser introducida en una carcasa en la que una varilla de fijación del amarre […]
Barbotén para molinete y método para su fabricación, del 9 de Octubre de 2019, de LEWMAR LIMITED: Un barbotén, adaptado para montarlo en un molinete, para arrastrar y/o girar el arganeo del ancla, comprendiendo el barbotén: una región de enganche […]
Elemento de soporte de carga para un sistema elevador que tiene un revestimiento polimérico metalizado, del 11 de Septiembre de 2019, de OTIS ELEVATOR COMPANY: Una correa para un sistema elevador que comprende: una pluralidad de el 5 ementos de tensión dispuestos a lo largo de un ancho de correa ; un material […]
Cuerda de ascensor, disposición de ascensor, y ascensor, del 7 de Agosto de 2019, de KONE CORPORATION: Una cuerda (1,1') en forma de correa de un ascensor que tiene lados (S1, S2) laterales opuestos orientados en la dirección del grosor (t) de la cuerda (1,1'), estando […]
Amortiguación activa de la oscilación vertical de una cabina de ascensor suspendido, del 3 de Julio de 2019, de OTIS ELEVATOR COMPANY: Un sistema para amortiguar las oscilaciones verticales de una cabina de ascensor suspendida en un rellano , cuyo sistema comprende: […]
Reparación en funcionamiento de cinta de ascensor, del 3 de Julio de 2019, de OTIS ELEVATOR COMPANY: Un dispositivo de mantenimiento configurado para su uso con una cinta de un sistema de ascensor que tiene una geometría original, comprendiendo […]
Unidad de almacenamiento de cable y procedimiento de instalación de un cable de ascensor, del 3 de Abril de 2019, de KONE CORPORATION: Una unidad de almacenamiento de cable para almacenar un cable de ascensor (3, 3', 3", 3'") durante el transporte y / o la instalación del cable de ascensor (3, […]