Conjunto de envase que tiene un extremo de metal sellado por calor, un extremo de metal a este efecto y un método para fabricar el mismo.
Un conjunto de envase (10) que comprende:
un cuerpo de envase (12) que incluye una pared lateral (14) que define un borde superior que circunscribe una abertura superior del cuerpo del envase (12),
un material sellable por calor (26) que está dispuesto en al menos una de las superficies radialmente interiores y exteriores de la pared lateral (14) adyacente al borde superior; y un extremo de metal superior (30) que se fija al borde superior de la pared lateral (14) para sellar cerrando la abertura superior, comprendiendo el extremo de metal superior (30) una lámina de metal que tiene un borde periférico, moldeándose la lámina antes de aplicarse en el cuerpo del envase (12) de manera que una región periférica exterior de la lámina incluye:
una pared de mandril interior (36) que se extiende hacia arriba hasta un reborde superior del extremo de metal (30), comprendiendo el reborde superior una sección superior con forma de U orientada hacia abajo y enrollada hacia fuera;
un faldón (46) que se extiende hacia abajo desde el reborde superior, formándose una porción extrema inferior del faldón (46) como una sección inferior con forma de U orientada hacia arriba y enrollada hacia dentro; caracterizado por que dicha sección periférica exterior de la lámina también incluye una pared de mandril exterior (56) que se extiende hacia arriba desde la sección inferior con forma de U, definiendo el borde periférico de la lámina de metal un borde superior de la pared de mandril exterior (56), en donde la pared de mandril exterior (56) se separa de la pared de mandril interior (36) para definir un canal anular entremedias configurado para permitir que el extremo de metal superior (30) se empuje sobre el borde superior de la pared lateral (14) de manera que el borde superior se recibe dentro del canal anular; y material sellable por calor (60) dispuesto en al menos una de las superficies opuestas de las paredes de mandril interiores y exteriores;
por lo que el extremo de metal superior (30) se adapta para fijarse al cuerpo del envase (12) mediante fusión térmica del material sellable por calor proporcionado en dicha al menos una de las superficies interiores y exteriores de la pared lateral (14) y en dicha al menos una de las superficies opuestas de las paredes de mandril interiores y exteriores
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2010/052412.
Solicitante: SONOCO DEVELOPMENT, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1 North Second Avenue Hartsville, SC 29550 ESTADOS UNIDOS DE AMERICA.
Inventor/es: DUNN,DAVE, MEEKS,JOHN, MORIN,JEREMY, PRICE,TREVOR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D21/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 21/00 Recipientes que se encajan, se apilan o se ensamblan; Recipientes de capacidad variable. › Recipientes de forma especial o provistos de guarniciones o de piezas de fijación, para facilitar el embutido, encaje o el ensamblado.
- B65D8/22 B65D […] › B65D 8/00 Recipientes que tienen la sección transversal curva formada por interconexión o unión de dos o más componentes rígidos o sensiblemente rígidos, constituidos total o principalmente de metal, materia plástica, madera o un material que los sustituya (construidos especialmente para ser abiertos cortando, perforando o rasgando partes de un lado B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › formadas por soldadura o uniendo de otra forma las superficies opuestas (B65D 8/20 tiene prioridad).
PDF original: ES-2484168_T3.pdf
Fragmento de la descripción:
Conjunto de envase que tiene un extremo de metal sellado por calor, un extremo de metal a este efecto y un método para fabricar el mismo
Antecedentes de la invención
La presente divulgación se refiere a envases en general y, más en particular, a envases de acuerdo con el preámbulo de la reivindicación 1 que se cierran mediante un extremo de metal unido al cuerpo del envase, a un extremo de metal de acuerdo con el preámbulo de la reivindicación 7 y a un método para sellar dichos envases.
Durante muchos años, la técnica estándar para unir un extremo de metal a un cuerpo de envase de metal ha sido el método del doble engatillado, en el que un borde exterior enrollado del extremo de metal y una pestaña formada en el cuerpo del envase se enrollan entre sí para formar una juntura hermética. La técnica del doble engatillado implica esencialmente encajar de manera mecánica el extremo de metal y la pestaña del cuerpo del envase. El doble engatillado funciona bien para los cuerpos de envase de metal ya que el metal es dúctil y permanentemente deformable sin comprometer la integridad de la juntura, pero encuentra dificultades cuando el cuerpo del envase es plástico o un compuesto debido a la relativa falta de ductilidad y la falta de deformabilidad permanente de tales materiales.
Breve sumario de la divulgación
La presente divulgación se refiere a una alternativa con respecto al enfoque tradicional del doble engatillado para unir extremos de metal a envases. El documento US 49486 divulga un conjunto de envase de acuerdo con el preámbulo de la reivindicación 1 y un extremo de metal de acuerdo con el preámbulo de la reivindicación 7. El extremo de metal y el método descritos en el presente documento para fijar el extremo de metal a un cuerpo de envase son adecuados para cuerpos de envase de diversos materiales incluyendo metal, plástico y materiales compuestos de cartón/plástico o cartón/papel metalizado/plástlco.
De acuerdo con una realización, un conjunto de envase comprende un cuerpo de envase formado mediante una pared lateral que tiene un borde superior y un extremo de metal superior para fijar el borde superior a la pared lateral. El extremo de metal se forma de una lámina de metal moldeada que tiene un borde periférico. La lámina se moldea antes de aplicarse en el cuerpo del envase de manera que la reglón periférica exterior de la lámina Incluye una pared de mandril interior que se extiende hacia arriba hasta un reborde superior del extremo de metal, comprendiendo el reborde superior una sección superior con forma de U orientada hacia abajo y enrollada hacia fuera. La región periférica exterior de la lámina de metal se moldea además para Incluir un faldón que se extiende hacia abajo desde el reborde superior, formándose una porción extrema Inferior del faldón como una sección Inferior con forma de U orientada hacia arriba y enrollada hacia dentro, y una pared de mandril exterior que se extiende hacia arriba desde la sección con forma de U inferior, definiendo el borde periférico de la lámina de metal un borde superior de la pared de mandril exterior. La pared de mandril exterior se separa radialmente de la pared de mandril interior para definir un canal anular entremedias configurado para permitir que el extremo de metal superior se empuje sobre el borde superior de la pared lateral de manera que el borde superior se recibe dentro del canal anular. Un material sellable por calor está dispuesto en al menos una de las superficies opuestas de las paredes de mandril interiores y exteriores.
El extremo de metal se sella al cuerpo del envase no solamente encajando de manera mecánica el extremo de metal y el cuerpo del envase como en el doble engatillado convencional, sino mediante fusión térmica del material sellable por calor proporcionado en las superficies interiores y/o exteriores de la pared lateral y en las superficies opuestas de las paredes de mandril interiores y/o exteriores. De hecho, la etapa de empujar el extremo de metal sobre el cuerpo del envase para insertar el borde superior de la pared lateral dentro del canal anular no requiere ni implica una deformación significativa del extremo de metal o de la pared lateral del cuerpo del envase. Consecuentemente, el material del cuerpo del envase y sus propiedades mecánicas no son de particular importancia para la unión apropiada del extremo de metal y, por tanto, el enfoque es adecuado para cuerpos de envase virtualmente de cualquier material, siempre y cuando un material sellable por calor pueda adherirse al cuerpo del envase con suficiente fuerza.
Los extremos de metal pueden unirse de esta manera a ambos extremos superiores e inferiores de un cuerpo de envase generalmente tubular (por ejemplo, una lata de un compuesto de cartón/plástico o cartón/papel metalizado/plástico), en caso deseado. El enfoque también es útil para cuerpos de envase tales como latas de plástico moldeadas por soplado que únicamente requieren un único extremo de metal para cerrar la abertura superior.
Los extremos de metal pueden formarse para permitir que los envases se apilen.
El sellado por calor del extremo de metal sobre el cuerpo del envase puede lograrse de diversas maneras, Incluyendo, pero sin limitarse a, el calentamiento por inducción del extremo de metal para fundir y combinar entre sí los materiales sellables por calor.
Breve descripción de las varias vistas de los dibujos
Habiendo descrito la divulgación en términos generales, ahora se hará referencia a los dibujos adjuntos, que no se han dibujado necesariamente a escala y en los que:
La FIGURA 1 es una vista fragmentada en sección transversal de un conjunto de envase de acuerdo con una realización de la invención, que muestra un extremo de metal antes de aplicarse sobre el borde superior de la pared lateral del cuerpo del envase;
La FIGURA 2 es una vista similar a la FIGURA 1, que muestra el extremo de metal después de empujarlo sobre la pared lateral del cuerpo del envase;
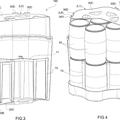
La FIGURA 3 es una vista similar a la FIGURA 2, que muestra una parte Inferior de un segundo envase apilado encima del extremo de metal del primer envase; y
La FIGURA 4 es una vista similar a la FIGURA 2, que muestra otra realización de la invención.
Descripción detallada de los dibujos
A continuación, la presente invención se describirá ahora con más detalle en referencia a los dibujos adjuntos en los que se muestran algunas realizaciones de las invenciones, pero no todas. De hecho, estas invenciones pueden realizarse de muchas maneras diferentes y no debería interpretarse que se limitan a las realizaciones expuestas en el presente documento; más bien, estas realizaciones se proporcionan para que esta divulgación satisfaga los requisitos legales aplicables. Los mismos números hacen referencia a los mismos elementos a través del documento.
Un conjunto de envase 1 de acuerdo con una primera realización de la Invención se muestra en la FIGURA 1. El conjunto de envase comprende un cuerpo de envase 12 y un extremo de metal 3. El cuerpo de envase 12 puede comprender cualquiera de diversas configuraciones y materiales. Generalmente, el cuerpo del envase incluirá una pared lateral 14 que rodea un eje. La pared lateral 14 tiene un borde superior 16 que circunscribe una abertura superior 18 del cuerpo del envase. La pared lateral puede definir una forma de sección transversal para el cuerpo del envase que es redonda, ovalada, oblonga, rectangular, cuadrada, triangular o de cualquier otra forma deseada y, de esta manera, la abertura superior 18 puede tener cualquiera de tales formas. En la memoria descriptiva y reivindicaciones de la presente aplicación, las referencias a la dirección "radial" no pretenden sugerir o requerir que el cuerpo del envase tenga una forma redonda en sección transversal, sino que se refieren más generalmente a la dirección perpendicular al eje alrededor del que se extiende la pared lateral 14 y, de esta manera, se aplica a cualquier forma en sección transversal para el cuerpo del envase.
La pared lateral 14 puede formarse de diversos materiales, incluyendo metal, plástico o materiales compuestos. Material "compuesto" se refiere a una estructura de múltiples capas formada como un laminado de dos o más estratos de diferentes materiales, normalmente incluyendo al menos un estrato de cartón y al menos un estrato adicional que puede comprender papel metalizado tal como papel de aluminio o un estrato de plástico tal como una película de plástico o un recubrimiento de polímero. A menudo, los envases compuestos incluyen estratos de cartón, papel metalizado y plástico. Por ejemplo, un envase compuesto típico se ¡lustra en la FIGURA 1 y tiene una pared lateral 14 de capas de cartón 2 laminadas de... [Seguir leyendo]
Reivindicaciones:
1. Un conjunto de envase (1) que comprende:
un cuerpo de envase (12) que incluye una pared lateral (14) que define un borde superior que circunscribe una abertura superior del cuerpo del envase (12), un material sellable por calor (26) que está dispuesto en al menos una de las superficies radlalmente interiores y exteriores de la pared lateral (14) adyacente al borde superior; y un extremo de metal superior (3) que se fija al borde superior de la pared lateral (14) para sellar cerrando la abertura superior, comprendiendo el extremo de metal superior (3) una lámina de metal que tiene un borde periférico, moldeándose la lámina antes de aplicarse en el cuerpo del envase (12) de manera que una región periférica exterior de la lámina Incluye:
una pared de mandril Interior (36) que se extiende hacia arriba hasta un reborde superior del extremo de metal (3), comprendiendo el reborde superior una sección superior con forma de U orientada hacia abajo y enrollada hacia fuera;
un faldón (46) que se extiende hacia abajo desde el reborde superior, formándose una porción extrema inferior del faldón (46) como una sección inferior con forma de U orientada hacia arriba y enrollada hacia dentro; caracterizado por que dicha sección periférica exterior de la lámina también incluye una pared de mandril exterior (56) que se extiende hacia arriba desde la sección inferior con forma de U, definiendo el borde periférico de la lámina de metal un borde superior de la pared de mandril exterior (56), en donde la pared de mandril exterior (56) se separa de la pared de mandril interior (36) para definir un canal anular entremedias configurado para permitir que el extremo de metal superior (3) se empuje sobre el borde superior de la pared lateral (14) de manera que el borde superior se recibe dentro del canal anular; y material sellable por calor (6) dispuesto en al menos una de las superficies opuestas de las paredes de mandril Interiores y exteriores;
por lo que el extremo de metal superior (3) se adapta para fijarse al cuerpo del envase (12) mediante fusión térmica del material sellable por calor proporcionado en dicha al menos una de las superficies interiores y exteriores de la pared lateral (14) y en dicha al menos una de las superficies opuestas de las paredes de mandril Interiores y exteriores.
2. El conjunto de envase (1) de la reivindicación 1, en el que la pared de mandril interior (36) del extremo de metal superior (3) comprende una primera porción dispuesta justo por debajo del reborde superior, una segunda porción dispuesta por debajo de la primera porción y una tercera porción dispuesta por debajo de la segunda porción y en donde la segunda porción se orienta más cerca de la horizontal que las porciones primera y tercera, en donde opcionalmente en el canal anular se define entre la pared de mandril exterior (56) y la tercera porción de la pared de mandril interior (36).
3. El conjunto de envase (1) de la reivindicación 2, en el que el envase tiene un extremo inferior que define un diámetro externo máximo, en el que un diámetro interno de la primera porción de la pared de mandril interior (36) es mayor que dicho diámetro externo del extremo inferior y un diámetro interno de la tercera porción de la pared de mandril interior (36) es menor que dicho diámetro externo.
4. El conjunto de envase (1) de la reivindicación 1, en el que el faldón (46) del extremo de metal superior (3) comprende una primera porción dispuesta justo por debajo del reborde superior, una segunda porción dispuesta por debajo de la primera porción y una tercera porción dispuesta por debajo de la segunda porción, y en donde la segunda porción del faldón (46) se orienta más cerca de la horizontal que la primera y la tercera porciones, en donde opcionalmente el envase tiene un extremo inferior que define un reborde inferior que se extiende por debajo de un panel inferior rebajado hacia arriba del extremo inferior, teniendo el reborde inferior un diámetro interno mínimo, en donde un diámetro externo de la primera porción del faldón (46) es menor que dicho diámetro interno del reborde inferior y un diámetro externo de la tercera porción del faldón (46) es mayor que dicho diámetro interno.
5. El conjunto de envase (1) de la reivindicación 1, en el que el cuerpo del envase (12) tiene un borde inferior que circunscribe una abertura en una parte inferior del cuerpo del envase (12), estando dispuesto un material sellable por calor (26) en al menos una de las superficies radialmente interiores y exteriores de la pared lateral (14) adyacente al borde inferior, comprendiendo además el conjunto de envase (1) un extremo de metal inferior (3) para su fijación a un borde inferior de la pared lateral (14) para sellar cerrando la abertura inferior, comprendiendo el extremo de metal inferior (3) una lámina de metal que tiene un borde periférico, moldeándose la lámina antes de aplicarse en el cuerpo del envase (12) de manera que una región periférica exterior de la lámina incluye:
una pared de mandril interior (36) que se extiende hacia abajo hasta un reborde inferior del extremo de metal inferior (3), comprendiendo el reborde inferior una sección inferior con forma de U orientada hacia arriba y enrollada hacia fuera;
un faldón (46) que se extiende hacia arriba desde el reborde inferior, formándose una porción extrema superior del faldón (46) como una sección superior con forma de U orientada hacia abajo y enrollada hacia dentro;
una pared de mandril exterior (56) que se extiende hacia abajo desde la sección superior con forma de U, definiendo el borde periférico de la lámina de metal un borde Inferior de la pared de mandril exterior (56), en donde la pared de mandril exterior (56) se separa de la pared de mandril interior (36) para definir un canal anular entremedias configurado para permitir que el extremo de metal Inferior (3) se empuje sobre el borde inferior de la pared lateral (14) de manera que el borde Inferior se recibe dentro del canal anular; y
material sellable por calor (6) dispuesto en al menos una de las superficies opuestas de las paredes de mandril interiores y exteriores;
por lo que el extremo de metal Inferior (3) se adapta para unirse al cuerpo del envase (12) mediante la fusión térmica del material sellable por calor proporcionado en dicha al menos una de las superficies interiores y exteriores de la pared lateral (14) y en dicha al menos una de las superficies opuestas de las paredes de mandril interiores y exteriores.
6. El conjunto de envase (1) de la reivindicación 5, en el que los extremos de metal superiores e inferiores definen elementos de apilamlento complementarios de manera que el extremo de metal inferior (3) de un envase puede apilarse sobre el extremo de metal superior de otro envase, en donde opcionalmente en los elementos de apilamiento incluyen una superficie de apilamiento definida mediante la pared de mandril interior (36) de uno de los extremos de metal superiores e inferiores (3), y/o en donde los elementos de apilamiento Incluyen una superficie de apilamiento definida mediante el faldón (46) de uno de los extremos de metal superiores e Inferiores (3).
7. Un extremo de metal para su aplicación en un cuerpo de envase (12) que tiene un borde que circunscribe una abertura del cuerpo del envase (12), comprendiendo el extremo de metal una lámina de metal que tiene un borde periférico, moldeándose la lámina antes de aplicarse en el cuerpo del envase (12) de manera que una región periférica exterior de la lámina Incluye:
una pared de mandril Interior (36) que se extiende hacia arriba hasta un reborde superior del extremo de metal, comprendiendo el reborde superior una sección superior con forma de U orientada hacia abajo y enrollada hacia fuera;
un faldón (46) que se extiende hacia abajo desde el reborde superior, formándose una porción extrema Inferior del faldón (46) como una sección Inferior con forma de U orientada hacia arriba y enrollada hacia dentro; caracterizado por que dicha región periférica exterior de la lámina también incluye una pared de mandril exterior (56) que tiene un extremo inferior unido a una sección inferior con forma de U, extendiéndose hacia arriba la pared de mandril exterior (56) hasta el borde periférico de la lámina de metal que define un borde superior de la pared de mandril exterior, en donde la pared de mandril exterior (56) se separa de la pared de mandril interior (36) para definir un canal anular entremedias configurado para permitir que el extremo de metal se empuje sobre el borde de la pared lateral (14) de manera que el borde se recibe dentro del canal anular; y
material sellable por calor (6) dispuesto en al menos una de las superficies opuestas de las paredes de mandril interiores y exteriores;
8. El extremo de metal de la reivindicación 7, en el que ambas superficies opuestas de las paredes de mandril interiores y exteriores tienen material sellable por calor (6) sobre las mismas.
9. El extremo de metal de la reivindicación 7, en el que la pared de mandril interior (36) comprende una primera porción dispuesta justo por debajo del reborde superior, una segunda porción dispuesta por debajo de la primera porción y una tercera porción dispuesta por debajo de la segunda porción, y en el que las segunda porción se orienta más cerca de la horizontal que las porciones primera y tercera, en donde opcionalmente en el canal anular se define entre la pared de mandril exterior (56) y la tercera porción de la pared de mandril interior (36).
1. El extremo de metal de la reivindicación 7, en el que la pared de mandril interior (36) es sustancialmente lineal desde el reborde superior hacia abajo hasta un extremo inferior de la pared de mandril interior en la que el extremo de metal se dobla para extenderse radialmente hacia dentro y hacia abajo.
11. El extremo de metal de la reivindicación 1, en el que el extremo inferior de la pared de mandril interior (36) y el extremo inferior de la pared de mandril exterior (56) están a aproximadamente el mismo nivel vertical.
12. Un método para sellar una abertura en un cuerpo de envase (12), teniendo el cuerpo de envase (12) una pared lateral (14) que define un borde superior que circunscribe la abertura, comprendiendo el método las etapas de:
(a) proporcionar un material sellable por calor (26) dispuesto en las superficies radialmente interiores y exteriores de la pared lateral (14) adyacente al borde superior;
(b) proporcionar un extremo de metal que comprende una lámina de metal que tiene un borde periférico, moldeándose la lámina antes de aplicarse en el cuerpo del envase (12) de manera que una región periférica exterior de la lámina incluye:
una pared de mandril interior (36) que se extiende hacia arriba hasta un reborde superior del extremo de metal, comprendiendo el reborde superior una sección superior con forma de U orientada hacia abajo y enrollada hacia fuera;
un faldón (46) que se extiende hacia abajo desde el reborde superior, formándose una porción extrema 5 inferior del faldón (46) como una sección inferior con forma de U orientada hacia arriba y enrollada hacia
dentro;
una pared de mandril exterior (56) que se extiende hacia arriba desde la sección inferior en forma de U, definiendo el borde periférico de la lámina de metal un borde superior de la pared de mandril exterior (56), en donde la pared de mandril exterior (56) se separa de la pared de mandril interior (36) para definir un canal 1 anular entremedias configurado para recibir el borde superior de la pared lateral (14) del cuerpo del envase; y
material sellable por calor (6) dispuesto en superficies opuestas de las paredes de mandril interiores y exteriores;
(c) empujar el extremo de metal sobre el cuerpo del envase (12) de manera que el borde superior de la pared
lateral (14) del cuerpo del envase se recibe en el canal anular del extremo de metal; y
(d) provocar que el material sellable por calor (26) en la pared lateral (14) y en las paredes de mandril interiores y exteriores se funda y se combine entre sí para sellar el extremo de metal al cuerpo del envase (12).
13. El método de la reivindicación 12, en el que la etapa (c) se lleva a cabo sin ninguna deformación sustancial del 2 extremo de metal.
14. El método de la reivindicación 12, en el que la etapa (c) se lleva a cabo sin enrollar el borde superior de la pared lateral (14) del cuerpo del envase.
15. El método de la reivindicación 12, en el que la etapa (d) comprende el calentamiento por inducción del extremo
de metal.
Patentes similares o relacionadas:
 Contenedor para contener, en su interior, al menos un receptáculo conteniendo, a su vez, materiales peligrosos y sistema de contención de residuos con tales contenedores, del 29 de Julio de 2020, de COMECER S.P.A: Un contenedor para contener, en su interior, al menos un receptáculo conteniendo, a su vez, residuos peligrosos; comprendiendo dicho […]
Contenedor para contener, en su interior, al menos un receptáculo conteniendo, a su vez, materiales peligrosos y sistema de contención de residuos con tales contenedores, del 29 de Julio de 2020, de COMECER S.P.A: Un contenedor para contener, en su interior, al menos un receptáculo conteniendo, a su vez, residuos peligrosos; comprendiendo dicho […]
Envase y construcción realizada a partir del mismo, del 6 de Mayo de 2020, de Meroz, Gilead: Un envase para recibir en su interior un líquido, comprendiendo dicho envase una parte superior , una parte inferior […]
Sistema de compartimentación de un compartimento de equipaje de un vehículo automóvil, del 18 de Marzo de 2020, de TREVES Products, Services & Innovation: Sistema de compartimentación de un compartimento de equipaje de un vehículo automóvil, dicho sistema que comprende: • una pared de suelo de dicho compartimento, […]
Envase para anillo de barrera de ostomía, del 4 de Marzo de 2020, de HOLLISTER INCORPORATED: Un envase para un anillo de barrera de ostomía que comprende: una primera cubierta que tiene una primera pared de apilamiento que tiene […]
PLANTA PORTÁTIL O ESTACIONARIA PARA PURIFICAR Y FILTRAR AGUA CON LA ENERGÍA SOLAR ADAPTABLE A VEHÍCULOS, del 16 de Enero de 2020, de AMBIENTE SOLUCIONES SAS: La presente invención pertenece al campo de los mecanismos de para el tratamiento del agua, agua residual, agua de alcantarilla o fangos; especialmente […]
Paquete con al menos dos artículos adheridos uno a otro por pegado y elemento adherente de pegado por ambas caras para uso en el mismo, del 18 de Diciembre de 2019, de KRONES AKTIENGESELLSCHAFT: Elemento adherente de pegado por ambas caras en su uso con un paquete para establecer una unión pegada y soltable de al menos dos artículos o recipientes adheridos […]
Recipiente apilable con tapa superior, del 18 de Diciembre de 2019, de Markwins Beauty Products, Inc: Un recipiente apilable, que comprende: (a) un cuerpo que forma una cavidad de almacenamiento e incluye una porción base, una […]
Recipiente encajable, del 11 de Diciembre de 2019, de GREIF INTERNATIONAL HOLDING BV.: Un recipiente encajable (1: 10) que tiene una pared lateral , caracterizado por que se encuentra en la forma de un tambor en forma de […]