Procedimiento para la conformación de una zona de placas de materiales derivados de la madera y dispositivo para ello.
Procedimiento continuo para la conformación de una zona de canto (7),
en concreto, de un canto en la transición de superficies de una placa de material derivado de la madera (1) con recubrimiento, con los pasos
- calentamiento de la zona de canto (7) que ha de ser conformada, mediante la introducción de agua y/o vapor de agua en la zona de canto (7) que ha de ser conformada
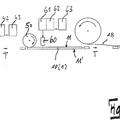
- siendo inyectado el agua y/o el vapor de agua mediante una púa hueca (14) de un cilindro de púas (13) rotatoria, que penetra en la zona de canto
- el calentamiento subsiguiente de la zona de canto (7) mediante un dispositivo de alta frecuencia (16) y
- la conformación de la zona de canto (7) bajo presión, realizándose la conformación de tal forma que la placa de material derivado de la madera (1) se hace pasar delante de una herramienta de conformación (17).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07013583.
Solicitante: FLOORING TECHNOLOGIES LTD..
Nacionalidad solicitante: Malta.
Dirección: Portico Building Marina Street Pieta PTA 9044 MALTA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › Postratamiento, p. ej. reducción del abultamiento o contracción, alisamiento; Protección de los bordes de los tableros contra la humedad.
PDF original: ES-2543806_T3.pdf
Fragmento de la descripción:
Procedimiento para la conformación de una zona de placas de materiales derivados de la madera y dispositivo para ello La invención se refiere a un procedimiento según la reivindicación 1 para la conformación de placas de materiales derivados de la madera y a un dispositivo para ello según la reivindicación 6. Los procedimientos continuos de este tipo y los dispositivos correspondientes se usan en la fabricación de paneles de techo, de pared y de pavimento. Como materiales derivados de la madera se usan por ejemplo placas de fibras de densidad alta o media, durante cuya transformación en paneles se perfilan las superficies laterales.
Durante el perfilado de las superficies laterales resultan cantos agudos que molestan durante la transformación posterior o que no son deseables por razones estéticas. Estas secciones de canto agudo o bien tienen que romperse mediante un procedimiento con arranque de material o alisarse mediante un procedimiento conformador. Los chaflanes resultantes en forma de biseles generalmente se perciben como estéticamente atractivos.
Si los chaflanes se realizan fresando se producen desventajas. Por una parte, por el engrane de la fresa se reduce la unión estructural del material derivado de la madera. Por otra parte, en lo sucesivo, el material base expuesto ha de sellarse de manera complicada contra la humedad. Además, el material base expuesto presenta un color distinto a la superficie resistente del material derivado de la madera, especialmente de una superficie decorativa.
Por ello, se está cambiando crecientemente a la conformación de los cantos de placas de materiales derivados de la madera, en la que se mantienen recubrimientos y por tanto se garantiza el sellado de la zona conformada.
Propuestas para eliminar tanto secciones de cantos agudos como remediar cambios de forma no deseados se dieron a conocer por ejemplo por el documento DE10356387. Se propone pasar una herramienta calentada sobre las zonas de la superficie que han de ser alisadas o conformadas y conformarlas bajo la acción de presión. En este tipo de mecanizado de la superficie resulta desventajosa la aportación de calor muy reducida por unidad de tiempo, de modo que con una disposición de este tipo se pueden conseguir sólo bajas velocidades de trabajo y reducidos grados de conformación. Tampoco es posible de forma ilimitada un aumento de la temperatura de contacto, ya que en el caso de temperaturas de contacto elevadas se pueden producir quemaduras en el punto de contacto de la superficie que ha de ser conformada.
El documento EP1086791 propone calentar la zona del material derivado de la madera que ha de ser conformada y calentar con aire caliente la herramienta de conformación y conseguir después la conformación deseada mediante un movimiento relativo entre la pieza de trabajo y la herramienta. En este tipo de mecanizado de la superficie resulta desventajosa la aportación de calor muy baja por unidad de tiempo, de manera que con una disposición de este tipo se consiguen sólo bajas velocidades de trabajo. Un aumento de la temperatura de contacto no es posible de forma ilimitada, ya que en caso de temperaturas demasiado altas se pueden producir quemaduras. Además, es muy alto el gasto del dispositivo, ya que para evitar pérdidas de calor ha de preverse una carcasa o similar. También hay que contar con un consumo de energía muy elevado, ya que el aire calentado, más que absorbido y convertido, es reflejado por la superficie de la pieza de trabajo.
El documento GB1510412 de Dresser Corporation prevé la humectación de placas de fibras con agua caliente. A continuación, las placas de fibra se comprimen de forma estacionaria en una prensa en caliente perfilada. Un "precalentamiento" de la placa se realiza sólo mediante el ajuste de la temperatura de agua.
En los documentos DE102004031057 y EP1621304 de la solicitante que da a conocer un dispositivo según el preámbulo de la reivindicación 6 se propone calentar mediante radiación infrarroja la zona del material derivado de la madera que ha de ser conformada para conseguir entonces la conformación deseada mediante una herramienta de conformación. Este procedimiento continuo está concebido para velocidades de trabajo de 100 m/min y más. Sin embargo, ha resultado que hace falta un gasto demasiado elevado para el calentamiento con radiación infrarroja, de modo que a estas velocidades de trabajo, bajo aspectos económicos no parece ser conveniente su realización.
Además, el documento GB2340060 describe un procedimiento con el que placas de fibras en primer lugar se calientan, después de provén de una fina capa de cola y a continuación se calientan y se humectan para preparar la placa para una prensa en caliente estacionaria convencional con chapas de prensado perfiladas.
MDF Incorporated describe en el documento GB2364268 la humectación con vapor de agua de placas de fibras de densidad media acabadas o la pulverización de agua sobre placas de fibras y su calentamiento subsiguiente mediante radiación de microondas o radiación infrarroja. Las placas humectadas y calentadas de esta forma se
trasladan a una prensa en caliente y se conforman de forma estacionaria formando láminas de recubrimiento para puertas.
El documento WO87/005956 describe la conformación, especialmente el doblado de placas de materiales derivados de la madera, siendo humectada la superficie de las mismas previamente con una solución química. La solución química produce una penetración (impregnación) rápida, necesaria para el doblado, de la humedad en la placa.
Por lo tanto, la invención tiene el objetivo de proporcionar un procedimiento y un dispositivo para la conformación de zonas de canto de una placa de material derivado de la madera, con los que, con una buena calidad y bajo condiciones económicamente aceptables, se puedan alcanzar unas velocidades de trabajo de 100m/min y más.
Para conseguir este objetivo se propone un procedimiento para la conformación continua de zonas de canto, en concreto, de un canto en la transición de superficies de una placa de material derivado de la madera con recubrimiento, en el que al menos en las zonas de canto de la placa de material derivado de la madera que han de ser conformadas se incorpora (dota) agua y/o vapor de agua por inyección mediante púas huecas que penetran en la zona de canto. A continuación, se calienta la zona de canto dotada. La conformación se realiza mediante una herramienta de conformación que actúa sobre la zona de canto calentada de la placa de material derivado de la madera.
Durante el mecanizado y la transformación de materiales derivados de la madera, especialmente MDF y HDF, es crítico el grado de humedad, es decir, la eliminación y la absorción de agua o vapor de agua. Los grados de humedad variables provocan cambios de forma no deseados y por tanto son rechazados por los expertos. Se aspira a un grado de humedad homogéneo, invariable. Por ejemplo, al aplicar colas se cuida siempre meticulosamente de usar sólo el mínimo necesario de agua para no provocar cambios de forma locales en la zona de aplicación.
Sin embargo, sorprendentemente, la dotación con agua y/o vapor de agua contribuye a hacer posible una conformación con un resultado especialmente homogéneo y de alta calidad. El agua introducida en la zona de canto que ha de ser conformada puede ser calentada rápidamente y por su termoconductividad más alta en comparación con el material derivado de la madera contribuye a que incluso con un gasto de energía relativamente bajo del calentamiento es posible un aumento de temperatura homogéneo que además penetra a más profundidad en el material derivado de la madera.
Basta incluso con pequeñas cantidades de agua para aprovechar esta ventaja que contribuye en medida considerable a hacer posible una velocidad de trabajo más elevada durante la conformación. Para acelerar el calentamiento de la zona de canto que ha de ser conformada, se introduce vapor de agua en la zona del material derivado de la madera que ha de ser conformada. También se pueden usar mezclas de agua y vapor de agua. El vapor de agua se puede producir de forma económica o está disponible de forma económica y se puede usar para minimizar o sustituir la energía adicional necesaria para el calentamiento del material derivado de la madera.
Según una alternativa del procedimiento ha resultado que es ventajoso mezclar el agua y/o el vapor de agua con medios para ajustar la tensión superficial, conocidos también como agentes humectantes. Generalmente, se trata de medios conocidos para reducir la tensión superficial que producen una mejor humectación de la superficie de las fibras. Gracias a la mejor humectación, el agua y/o el vapor de agua penetran más... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento continuo para la conformación de una zona de canto (7) , en concreto, de un canto en la transición de superficies de una placa de material derivado de la madera (1) con recubrimiento, con los paso.
5. calentamiento de la zona de canto (7) que ha de ser conformada, mediante la introducción de agua y/o vapor de agua en la zona de canto (7) que ha de ser conformada -siendo inyectado el agua y/o el vapor de agua mediante una púa hueca (14) de un cilindro de púas (13) rotatoria, que penetra en la zona de cant.
10. el calentamiento subsiguiente de la zona de canto (7) mediante un dispositivo de alta frecuencia (16) y -la conformación de la zona de canto (7) bajo presión, realizándose la conformación de tal forma que la placa de material derivado de la madera (1) se hace pasar delante de una herramienta de conformación (17) .
2. Procedimiento según la reivindicación 1, caracterizado porque se usa agua y/o vapor de agua mezclado con 15 medios para ajustar la tensión superficial.
3. Procedimiento según la reivindicación 1, caracterizado porque la herramienta de conformación (17) está calentada durante la conformación.
4. Procedimiento según al menos una de las reivindicaciones anteriores, caracterizado porque en la misma zona de canto (7) que ha de ser conformada de la placa de material derivado de la madera (1) se usa al menos una segunda herramienta de conformación para la conformación de la zona de canto (7) que ha de ser conformada de una placa de material derivado de la madera (1) .
5. Procedimiento según al menos una de las reivindicaciones anteriores, caracterizado porque el procedimiento para la conformación de la zona de canto (7) que ha de ser conformada de una placa de material derivado de la madera (1) se realiza al menos dos veces en la misma zona de canto (7) que ha de ser conformada de la placa de material derivado de la madera (1) .
6. Dispositivo para la conformación continua de una zona de canto (7) que ha de ser conformada, en concreto, de un canto en la transición de superficies de placas de material derivado de la madera (1) con recubrimiento con -medios (16) para calentar la zona de canto (7) que ha de ser conformada, estando realizados estos como dispositivo de alta frecuencia (16) y dispuestos de tal forma que actúan sobre la zona de canto (7) que ha de 35 ser conformada y -una herramienta de conformación (17) para la conformación de la zona de canto (7) , que actúa sobre la zona de canto (7) calentada que ha de ser conformada, de tal forma que un dispositivo de transporte hace pasar la placa de material derivado de la madera (1) delante de la herramienta de conformación (17) , caracterizado porque -están dispuestos medios (13, 14) para introducir agua y/o vapor de agua en la zona de canto (7) que ha de ser conformada, estando realizados los medios como cilindro de púas (13) rotatorio con púas huecas (14) que penetran al menos por secciones en la zona de canto para inyectar el agua y/o el vapor de agua.
7. Dispositivo según la reivindicación 6, caracterizado porque para la conformación están previstas al menos dos 45 herramientas de conformación (17) dispuestas una detrás de otra.
8. Dispositivo según al menos una de las reivindicaciones 6 o 7, caracterizado porque están previstos uno detrás de otro al menos dos dispositivos (12) para la conformación de zonas de canto (7) de una placa de material derivado de la madera (1) .
Patentes similares o relacionadas:
Tablero de material derivado de la madera, en particular en forma de un material compuesto de madera-plástico, y un procedimiento para su fabricación, del 1 de Julio de 2020, de FLOORING TECHNOLOGIES LTD.: Tablero de material derivado de la madera de un material compuesto de madera-plástico (WPC), de una mezcla de fibras de madera y fibras de plástico, que comprende fibras […]
Procedimiento para la fabricación de un panel de OBS con superficie lisa, del 10 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la fabricación de un panel de OSB , en el que se dispersan virutas de madera largas, encoladas con adhesivo orientadas en al menos tres capas (1, 2, […]
Herramienta de prensar diseñada como chapa de presión, del 1 de Abril de 2020, de HUECK RHEINISCHE GMBH: Herramienta de prensar para el revestimiento de placas de material de madera en prensas hidráulicas calentadas que está realizada como una chapa […]
Procedimiento para estructurar la superficie de un panel de material derivado de la madera y un panel de material derivado de la madera con estructuración superficial fabricado de acuerdo con el procedimiento, del 11 de Diciembre de 2019, de SWISS KRONO Tec AG: Procedimiento para estructurar por lo menos una superficie de un tablero de material derivado de la madera OSB con una superficie antideslizante, en donde la estructuración […]
 Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Método de fabricación de un panel de construcción y panel de construcción, del 28 de Agosto de 2019, de VALINGE INNOVATION AB: Método de fabricación de un panel de construcción, que comprende aplicar un primer aglutinante y partículas lignocelulósicas o celulósicas libres sobre […]
Procedimiento para fabricar una OSB con superficie lisa y una OSB, del 14 de Agosto de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar una placa OSB, en el que virutas de madera largas, encoladas con un adhesivo, se esparcen de forma orientada […]
Método de procesamiento continuo de bordes de placas y dispositivo de procesamiento de bordes, del 3 de Julio de 2019, de ULMADAN-R.D. APS: Un método de procesamiento continuo de bordes de placas , mediante el cual las placas se transportan continuamente en una dirección de […]