COMPONENTE DE REVESTIMIENTO INTERIOR CON CUBIERTA DE AIRBAG INTEGRADA.
Componente de revestimiento de airbag para automóviles, que está constituido esencialmente por una capa decorativa (2) y un soporte (3) que presenta una cubierta de airbag (1) integrada,
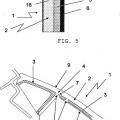
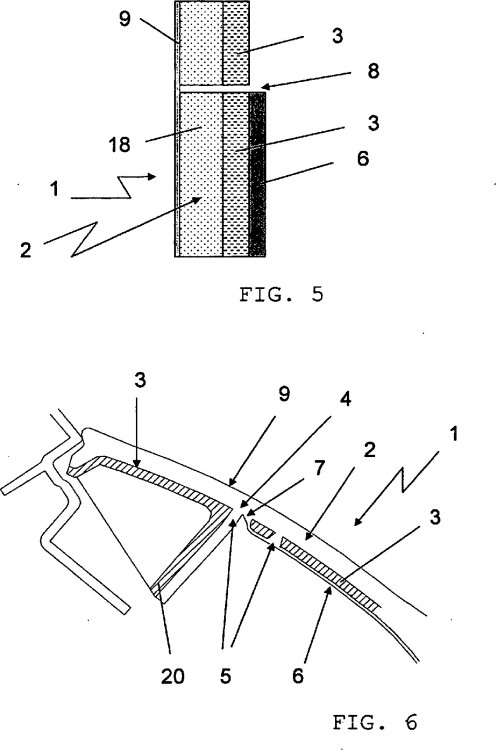
en el que el soporte (3) presenta al menos una abertura (5) en la zona de una bisagra (4) para la cubierta de airbag (1), caracterizado porque la capa decorativa (2) está configurada en la zona de la cubierta de airbag (1) como capa multifuncional, que rodea por ambos lados la cubierta de airbag (1), en el que la capa posee funciones ópticas y hápticas hacia el lado visible del componente de revestimiento interior y presenta en la zona de la cubierta de airbag (1) funciones adicionales como bisagra (4), protección contra fragmentación (6) y absorción de energía (7), en el que las zonas funcionales de la capa multifuncional forman una unidad material, en la que está insertada a modo de sándwich la cubierta de airbag (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08008250.
Solicitante: PEGUFORM GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 D-79268 BÖTZINGEN ALEMANIA.
Inventor/es: NOGARET,ERIC, Pignard,Pierre.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Abril de 2008.
Clasificación Internacional de Patentes:
- B29C44/08B2
- B29C44/58F
- B29C45/16E
- B29C45/16G
- B32B27/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de una resina sintética de una clase diferente.
- B60R13/02 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Molduras decorativas; Canalones; Adornos de paredes; Guarniciones de techos (B60R 13/01 tiene prioridad).
- B60R21/2165 B60R […] › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › caracterizadas por una línea de rasgado que define la abertura de despliegue.
Clasificación PCT:
- B60R21/215 B60R 21/00 […] › caracterizadas por las cubiertas para el elemento hinchabler.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359950_T3.pdf

Fragmento de la descripción:
La invención se refiere a un componente de revestimiento interior para automóviles, en particular revestimiento de cuadro de instrumentos, revestimiento lateral, revestimiento de columna o revestimiento de puerta, con una cubierta de airbag integrada así como a un procedimiento y a un dispositivo para su fabricación.
Los componentes para revestimientos interiores de automóviles sirven hoy en día normalmente también siempre para cubrir módulos de airbag. Para garantizar un despliegue sin problemas del airbag en el caso de un accidente, los componentes están provistos con cubiertas de airbag, que se abren fácilmente guante el despliegue del airbag y de esta manera crean la posibilidad de que el airbag se infle en el espacio interior del automóvil. Un funcionamiento sin fricción y seguro del airbag solamente es posible cuando la cubierta de airbag presenta determinadas funciones, que regulan la apertura del airbag. Así, por ejemplo, la cubierta de airbag debe estar equipada, por ejemplo, con una bisagra que posibilita una apertura de la cubierta. Por lo demás, debe garantizarse que la cubierta no se destruya de forma incontrolada durante la apertura y se centrifugue en forma de fragmentos en el espacio interior del vehículo y de esta manera ponga en peligro a los ocupantes del vehículo. Para evitarlo, una cubierta de airbag se equipa normalmente con una protección contra fragmentación. Esta función se cumple con frecuencia por medio de sistemas separados, como por ejemplo chapas o tejido.
La bisagra de airbag tiene, en general, también la función de disipar energía, que está presente en exceso cuando el airbag, para cumplir su función de protección, se despliega de forma rápida y explosiva, para lo que se requiere correspondientemente mucha energía. Durante este despliegue de tipo explosivo del airbag se podría producir un daño grave de la parte de soporte, de manera que aparecerían asistas vivas, que podrían provocar lesiones graves de los ocupantes del automóvil, lo que debe evitarse absorbiendo ya durante la apertura de la cubierta del airbag una parte de la energía excesiva y reduciendo de esta manera el potencial de lesión para los ocupantes del vehículo.
Se conocen a partir del estado de la técnica medidas para absorber una parte de la energía durante la apertura de la cubierta de airbag, todas las cuales tienen la finalidad de oponer una resistencia al airbag durante el despliegue en la zona de la cubierta del airbag, durante cuya superación se consume una parte de la energía. La cubierta de airbag propiamente dicha está constituida en este caso normalmente de varias capas de plástico, que prestan a la cubierta una elasticidad y resistencia suficientes, empleando, en general, diferentes plásticos para las capas individuales, cuyas propiedades se combinan entre sí, para poder oponer una resistencia suficiente al airbag que se despliega. Con frecuencia, la tapa está constituida de tipo híbrido, de manera que en el plástico están incorporados materiales de refuerzo, con cuya ayuda se consigue la resistencia necesaria para la cubierta. Como materiales compuestos se pueden emplear, por ejemplo, chapas o tejido.
Se consigue una apertura selectiva de la cubierta de airbag también porque en la zona de la cubierta de airbag están dispuestas adicionalmente líneas teóricas de rotura o bien debilitamientos, con cuya estampación se puede regular, por una parte, la fuerza que es necesaria para romper la cubierta y a través de cuya disposición espacial se controla, por otra parte, una rotura selectiva y limpia de la cubierta.
A partir de lo dicho anteriormente se puede reconocer ya que una configuración acorde con la función de la cubierta de airbag va unida con relativamente mucho gasto.
Puesto que en las zonas restantes de un componente para un revestimiento interior no se plantean requerimientos tan altos, es normal fabricar el componente en varias etapas del procedimiento, llevando a cabo con frecuencia en primer lugar la zona del airbag de forma separada o junto con el soporte para la pieza moldeada de plástico y fabricando en una etapa siguiente el componente a través de la aplicación de capas intermedias adicionales y capas decorativas, que cumplen las funciones descritas anteriormente.
Este tipo de fabricación no sólo es muy costosa de tiempo, sino que requiere también un gasto técnico alto. Por lo tanto, en el pasado siempre se ha intentado de nuevo configurar la zona de la cubierta del airbag a partir de componentes de revestimiento interior para automóviles de forma más sencilla y menos costosa, sin perjudicar en este caso la capacidad funcional del airbag y sin poner en peligro la seguridad de los ocupantes.
En el documento del tipo indicado anteriormente DE 196 17 874 C2 se describe la fabricación de una cubierta de airbag para un cuadro de instrumentos de un automóvil, en el que el cuadro de instrumentos está constituido por una capa de soporte y una capa de cubierta y la cubierta de airbag está conectada con la zona restante del cuadro de instrumentos por medio de una bisagra. El procedimiento está concebido de tal forma que el cuadro de instrumentos se puede fabricar junto con la cubierta de airbag a través de fundición por inyección en un único útil de moldeo a través de varios procesos de moldeo. En este caso, se configura en el útil de moldeo en primer lugar la capa de soporte, que se provee a continuación en un segundo proceso de moldeo con una capa de cubierta. En la fabricación del soporte, se introduce una estampa de deslizamiento encajada en la pieza moldeada del núcleo en la cavidad para configurar de esta manera unos taladros en el soporte en la zona de la bisagra. Estos taladros de bisagra están previstos como paso para la resina blanda inyectada en el segundo proceso de moldeo, para configurar de esta manera sobre la superficie trasera del soporte en la zona de la bisagra una franja a través de la cual se refuerza la bisagra sobre el lado trasero del soporte y se retiene la cubierta de airbag durante la apertura. La apertura propiamente dicha se facilita a través de una línea teórica de rotura que corresponde con la bisagra. Un inconveniente de esta disposición consiste en que la cubierta de airbag propiamente dicha solamente está recubierta en un lado, por lo que según la experiencia no se garantiza una protección óptima contra fragmentación. Este inconveniente podría subsanarse aplicando en una etapa de trabajo adicional una protección adicional contra fragmentación en una herramienta separada sobre el lado trasero de la cubierta de airbag a través de encolado u otras medidas. Sin embargo, esto significaría al mismo tiempo que de esta manera el proceso de fabricación general es esencialmente más costoso de gastos y de tiempo.
El cometido de la presente invención es proporcionar un componente de revestimiento interior para automóviles, que se puede fabricar con coste favorable y con un gasto de tiempo reducido, sin presentar en este caso los inconvenientes del estado de la técnica.
Este cometido se soluciona de acuerdo con la invención por medio de un componente de revestimiento interior para automóviles con cubierta de airbag integrada con las características de la reivindicación 1. Los desarrollos ventajosos del componente de revestimiento interior de acuerdo con la invención se deducen a partir de las reivindicaciones dependientes correspondientes.
También es cometido de la presente invención proporcionar un procedimiento para la fabricación de un componente de revestimiento interior con cubierta de airbag integrada para un automóvil, que no presenta los inconvenientes del procedimiento de acuerdo con el estado de la técnica.
Este cometido se soluciona a través de un procedimiento para la fabricación de un componente de revestimiento interior para un automóvil con las características de la reivindicación 10. Las configuraciones y los desarrollos ventajosos son objeto de las reivindicaciones dependientes correspondientes.
Otro cometido de la presente invención es proporcionar un dispositivo para la fabricación de un componente de revestimiento interior de un automóvil con cubierta de airbag integrada, que no presenta los inconvenientes de los dispositivos de acuerdo con el estado de la técnica.
Este cometido se soluciona por medio de un dispositivo con las características de la reivindicación 15. Las configuraciones ventajosas del dispositivo de acuerdo con la invención son objeto de las reivindicaciones dependientes correspondientes.
La invención se basa en la utilización de... [Seguir leyendo]
Reivindicaciones:
1. Componente de revestimiento de airbag para automóviles, que está constituido esencialmente por una capa decorativa (2) y un soporte (3) que presenta una cubierta de airbag (1) integrada, en el que el soporte (3) presenta al menos una abertura (5) en la zona de una bisagra (4) para la cubierta de airbag (1), caracterizado porque la capa decorativa (2) está configurada en la zona de la cubierta de airbag (1) como capa multifuncional, que rodea por ambos lados la cubierta de airbag (1), en el que la capa posee funciones ópticas y hápticas hacia el lado visible del componente de revestimiento interior y presenta en la zona de la cubierta de airbag (1) funciones adicionales como bisagra (4), protección contra fragmentación (6) y absorción de energía (7), en el que las zonas funcionales de la capa multifuncional forman una unidad material, en la que está insertada a modo de sándwich la cubierta de airbag (1).
2. Componente de acuerdo con la reivindicación 1, caracterizado porque el soporte (3) de un material termoplástico del grupo de polipropileno (PP), polibutileno tereftalato (PBT), poliamida (PA), acrilonitrilo-butadieno-estireno (ABS), copolimerizado de acrilonitrilo-butadieno-estireno / policarbonato (ABS-PC) o polioximetileno (POM).
3. Componente de acuerdo con la reivindicación 1 ó 2, caracterizado porque el soporte (3) está reforzado con fibras, seleccionadas del grupo de fibras de vidrio o fibras naturales textiles.
4. Componente de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la capa decorativa (2) está constituida de un elastómero termoplástico del grupo de éster de poliéter termoplástico (TPEE), poliestireno termoplástico (TPS), vulcanizado termoplástico (TPEV), cloruro de polivinilo (PVC) o poliuretano termoplástico (TPU).
5. Componente de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque la capa decorativa (2) está configurada como capa compacta.
6. Componente de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque la capa decorativa (2) está espumada química o físicamente.
7. Componente de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque unas aberturas (5) adicionales están dispuestas en la zona de la cubierta de airbag (1).
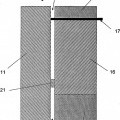
8. Componente de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la cubierta de airbag (1) está delimitada fuerza de la zona de la bisagra (4) por una línea teórica de rotura (8) que atraviesa el soporte (3), que se extiende hasta la capa decorativa (2) y que está configurada como perforación o ranura.
9. Componente de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque el componente de revestimiento interior está debilitado en la capa decorativa (2) a través de la configuración de una línea teórica de rotura (8), salvo una pared restante fina, configurada como revestimiento decorativo (9).
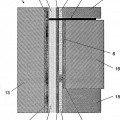
10. Procedimiento para la fabricación de un componente de revestimiento interior para un automóvil, en el que el componente de revestimiento interior está constituido esencialmente por una capa decorativa (2) y un soporte (3), que presenta una cubierta de airbag (1) integrada, en el que el soporte (3) presenta en la zona de una bisagra (4) para la cubierta de airbag (1) al menos una abertura (5), en el que el procedimiento comprende al menos dos ciclos de fundición por inyección en un útil de moldeo (10) de al menos dos etapas, en el que
a) en una primera etapa, con una primera contra pieza de molde (11) y una primera cavidad (12) se configura a través de un primer ciclo de fundición por inyección con un material termoplástico el soporte (3) con una cubierta de airbag (1) integrada; y
b) en una segunda etapa, con una segunda contra pieza de molde (13) y una segunda cavidad (14) se configura en un segundo ciclo de fundición por inyección la capa decorativa (2) a través de inundación del soporte (3) con un elastómero termoplástico,
caracterizado porque antes de la inundación del soporte (3) se desplaza hacia atrás una corredera (16) prevista en el núcleo del útil de moldeo (15) en la zona de la cubierta de airbag (1) y se ensancha la cavidad (14) sobre la abertura (5) hacia el lado trasero del soporte (3), de manera que durante la inundación del soporte (3) con el elastómero termoplástico se configura una capa (2) multifuncional, que rodea por los dos lados la cubierta de airbag (1), en el que la capa (2) posee funciones ópticas y hápticas hacia el lado visible del componente de revestimiento interior y presenta en la zona de la cubierta de airbag (1) funciones adicionales como bisagra (4), protección contra fragmentación (6) y absorción de energía (7), en el que las zonas funcionales de la capa (2) multifuncional forman una unidad material, en la que se inserta a modo de sándwich la cubierta de airbag (1).
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque el componente es provisto después de su fabricación con una línea teórica de rotura (8).
12. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque el componente se provee durante los ciclos de fundición por inyección con una línea teórica de rotura (8) con la ayuda de una herramienta de perforación
(17) integrada en el núcleo del útil de moldeo (15).
13. Procedimiento de acuerdo con la reivindicación 12, caracterizado porque como herramienta de perforación (17) 5 se emplean cuchillas de corte o agujas de perforación.
14. Procedimiento de acuerdo con una de las reivindicaciones 10 a 13, caracterizado porque durante el segundo ciclo de fundición por inyección para la configuración de una capa de espuma (18) se realiza una carrera de expansión.
15. Dispositivo para la fabricación de un componente de revestimiento interior para automóviles con cubierta de
10 airbag integrada (1), en el que el dispositivo comprende un útil de moldeo (10) de al menos dos etapas con un núcleo de útil de moldeo (15) y con una primera contra pieza de molde (11) con una primera cavidad (12) para la configuración de un soporte (3) con una cubierta de airbag (1) integrada en una primera etapa del procedimiento así como con una segunda contra pieza de molde (13) con una segunda cavidad (14) para la configuración de una capa decorativa (2) en una segunda etapa del procedimiento, caracterizado porque una parte del núcleo del útil de moldeo (15) esta prevista en la zona de la cubierta de airbag (1) como corredera (16) para la configuración de una cavidad
(14) adicional sobre el lado trasero de la cubierta de airbag (1) en un segundo ciclo de fundición por inyección.
16. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque en el núcleo del útil de moldeo (15) está integrada una herramienta de perforación (17) dispuesta desplazable.
17. Dispositivo de acuerdo con la reivindicación 16, caracterizado porque la herramienta de perforación (17) 20 comprende una cuchilla de corte y/o agujas de perforación.
18. Dispositivo de acuerdo con una de las reivindicaciones 15 a 17, caracterizado porque la segunda cavidad (14) de la segunda contra pieza de molde (13) se puede expandir para la configuración de una capa de espuma (18).
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Película de polímero que contiene una poliamida amorfa y una parcialmente cristalina, del 24 de Junio de 2020, de BASF SE: Pelicula (P) de polimero que contienen la por lo menos una composicion (PZ) de poliamida, que contiene los componentes (A) 2 a 30 % en peso de por lo menos una poliamida amorfa […]