COMPONENTE HÍBRIDO METAL-PLÁSTICO APLICABLE A UN VEHÍCULO AUTOMÓVIL, Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO.
Componente híbrido metal-plástico aplicable a un vehículo automóvil,
y procedimiento de fabricación del mismo.
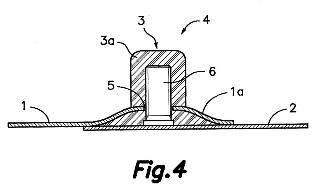
El componente comprende unos primer y segundo cuerpos base metálicos (1, 2) que tienen unas respectivas porciones en contacto en las que hay un punto de unión (4) donde un elemento de sujeción metálico saliente (6) fijado al segundo cuerpo base metálico (2) está insertado a través de un agujero de sujeción (5) formado en el primer cuerpo base metálico (1). Un cuerpo de refuerzo de plástico (3) tiene una porción de fijación (3a) sobremoldeada en el punto de unión (4) sobre una superficie del primer cuerpo base metálico (1) opuesta al segundo cuerpo base metálico (2) y embebiendo dicho agujero de sujeción (5) y dicho elemento de sujeción metálico saliente (6). Así, los primer y segundo cuerpos base metálicos (1, 2) están unidos por cuerpo de refuerzo de plástico (3) en cooperación con el elemento de sujeción metálico saliente (6) y el agujero de sujeción (5).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200900806.
Solicitante: BARCELONA TECHNICAL CENTER, S.L.
Nacionalidad solicitante: España.
Inventor/es: Ruiz Rincón,Rafael.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C39/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o de objetos a recubrir.
- B62D27/00 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › Ensamblajes entre subconjuntos de la carrocería.
- F16B7/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 7/00 Montajes de varillas o de tubos, p. ej. de sección no circular incluyendo los montajes elásticos (armaduras de paraguas A45B 25/02; soldadura de las uniones con o sin aporte de metal B23K; uniones para vehículos en general B60D; acoplamientos para vehículos ferroviarios B61G; cuadros de bicicleta B62K; acoplamientos de ejes F16D; acoplamientos de tuberías de fluidos F16L). › Montajes mediante gatos o clips (sujeciones de presión por fricción que se pueden soltar en general F16B 2/00).
Fragmento de la descripción:
Componente híbrido metal-plástico aplicable a un vehículo automóvil, y procedimiento de fabricación del mismo.
Campo de la técnica
La presente invención concierne a un componente híbrido metal-plástico aplicable a un elemento estructural, opcionalmente con capacidad funcional, de un vehículo automóvil. El componente híbrido metal-plástico de la presente invención también puede encontrar aplicación en otros campos, como la industria aeronáutica y la fabricación de maquinaria, entre otros. El componente híbrido comprende al menos dos cuerpos base metálicos en contacto y un cuerpo de de refuerzo de plástico sobremoldeado que realiza la unión de los cuerpos base metálicos. La presente invención también concierne a un procedimiento de fabricación de tal componente híbrido metal-plástico.
Antecedentes de la invención
La patente US-A-5940949 describe un dispositivo para unir dos chapas metálicas mediante remaches de plástico en la cavidad de una herramienta de moldeo por inyección modificada mediante una combinación de una operación de punzonado y un proceso de moldeo por inyección convencional. El molde está modificado para incluir un punzón en cada punto de unión, de manera que una superficie del punzón, después de una operación de punzonado para deformar las chapas alrededor de unos respectivos agujeros alineados, actúa como parte de una superficie de la cavidad del molde durante la operación de inyección. La unión de las dos chapas la realiza el material plástico pasado a través de los agujeros alineados de las dos chapas. Un inconveniente de este dispositivo es que la operación combinada de punzonado y moldeo de inyección debe repetirse consecutivamente para cada punto de unión o el molde debe incluir un dispositivo de punzonado asociado a cada punto de unión, con un considerable coste económico. Por otra parte, la superficie del material plástico en contacto con las dos chapas se reduce a las superficies interiores de los agujeros alineados y a unas pequeñas áreas alrededor de los mismos, por lo que los puntos de unión de las chapas realizados por el material plástico pueden resultar débiles.
La patente EP-A-1724185 da a conocer un conjunto estructural para un vehículo automóvil que comprende dos cuerpos base hechos de chapa metálica embutida y un cuerpo de refuerzo de plástico sobremoldeado. Uno de los cuerpos base metálicos tiene la forma de un canal cerrado por el otro. Las chapas de los dos cuerpos base metálicos tienen unas regiones en contacto con unos respectivos agujeros alineados, y el material plástico del cuerpo de refuerzo de plástico está pasado a través de dichos agujeros alineados y esparcido sobre unas superficies de las chapas alrededor de los agujeros. Esta solución permite realizar todos los puntos de unión en una sola operación de sobremoldeo colocando los dos cuerpos base en posición dentro de un molde, cerrando el molde y efectuando entonces la operación de sobremoldeo. Sin embargo, tiene el mismo inconveniente de la relativa debilidad de los puntos de unión realizados por material plástico pasado a través de los agujeros alineados de las chapas. Además no existe ningún elemento que contribuya a mantener los dos cuerpos base metálicos en una correcta posición relativa antes y durante la colocación de los mismos en el molde.
La solicitud de patente internacional WO 02/062857 describe un elemento estructural para un vehículo automóvil compuesto por un único cuerpo base metálico hecho de chapa embutida y un cuerpo de refuerzo de plástico sobremoldeado. Para efectuar la unión entre el cuerpo metálico y el material plástico sobremoldeado, en la chapa del cuerpo metálico están formados o fijados unos elementos de sujeción salientes, los cuales están embebidos en el material plástico sobremoldeado. La solicitud de patente internacional WO 02/062857 no describe ni sugiere la posibilidad de unir dos cuerpos base metálicos mediante una porción del cuerpo de refuerzo de plástico sobremoldeado embebiendo un elemento de sujeción metálico saliente fijado en uno de los cuerpos base metálicos y pasado a través de un agujeros formado en el otro.
Exposición de la invención
La presente invención contribuye a solucionar los anteriores y otros inconvenientes aportando un componente híbrido metal-plástico aplicable a un vehículo automóvil, que comprende unos primer y segundo cuerpos base metálicos que tienen unas respectivas porciones en contacto con al menos un punto de unión formado por respectivas configuraciones de unión alineadas, y un cuerpo de refuerzo de plástico sobremoldeado que realiza la unión de los dos cuerpos base metálicos en dicho punto de unión. La porción del primer cuerpo base metálico en contacto con el segundo cuerpo base metálico tiene un agujero de sujeción situado en dicho punto de unión, y la porción del segundo cuerpo base metálico en contacto con el primer cuerpo base metálico tiene un elemento de sujeción metálico saliente fijado al mismo en el punto de unión e insertado a través de dicho agujero de sujeción del primer cuerpo base metálico. El mencionado cuerpo de refuerzo de plástico comprende al menos una porción de fijación sobremoldeada en el punto de unión sobre una superficie del primer cuerpo base metálico opuesta al segundo cuerpo base metálico y embebiendo dicho agujero de sujeción y dicho elemento de sujeción metálico saliente.
El elemento de sujeción metálico saliente es preferiblemente un vástago provisto de unas relieves superficiales, las cuales están embebidas en dicha porción de fijación del cuerpo de refuerzo de plástico. En una realización preferida, dichas relieves superficiales del elemento de sujeción metálico saliente son en la forma de un fileteado de rosca exterior formado en dicho vástago, de manera que los elementos de sujeción metálicos salientes pueden ser tornillos, pernos o trozos de varilla roscada comercialmente disponibles a un coste relativamente bajo, los cuales pueden ser fijados al segundo cuerpo base metálico por soldadura o por atornillado en agujeros fileteados formados en el mismo. No obstante, en algunas aplicaciones, por ejemplo cuando el cuerpo de refuerzo de plástico rodea los primer y segundo cuerpos base metálicos en el punto de unión o cerca del mismo, los elementos de sujeción metálicos salientes pueden ser exteriormente lisos.
El componente híbrido metal-plástico de la presente invención puede comprender una estructura metálica compuesta por más de dos cuerpos base metálicos unidos entre sí por el cuerpo de refuerzo de plástico de la manera arriba descrita, cada dos de los cuerpos base metálicos pueden estar unidos en una o más regiones de unión, y en cada región de unión puede haber uno o más de los mencionados puntos de unión. A lo largo de esta descripción, se ha usado el término "primer cuerpo base metálico" para designar el cuerpo base metálico que tiene el agujero de sujeción en el punto de unión y "segundo cuerpo base metálico" para designar el cuerpo base metálico que tiene el elemento de sujeción metálico saliente en el punto de unión, sin embargo se comprenderá que un cuerpo base metálico puede tener un agujero en un punto de unión y un elemento de sujeción metálico saliente en otro punto de unión diferente, y viceversa.
Durante el proceso de fabricación, los cuerpos base metálicos deben ser primero dispuestos unos con otros en las posiciones relativas que van a ocupar en el componente terminado y a continuación colocados conjuntamente, conservando dichas posiciones relativas, dentro de un molde de moldeo por inyección de plástico provisto de unas correspondientes cavidades configuradas para alojar la estructura metálica compuesta por los cuerpos base metálicos, y otras cavidades configuradas para moldear el cuerpo de refuerzo de plástico. El hecho de tener unos elementos de sujeción metálicos salientes insertados en unos correspondientes agujeros en los puntos de unión es una ventaja a la hora de disponer los cuerpos base metálicos en las posiciones relativas requeridas y de trasladarlos conservando dichas posiciones relativas en comparación con los componentes del estado de la técnica provistos agujeros enfrentados en los puntos de unión.
En el componente de la presente invención, los agujeros de sujeción del primer cuerpo base metálico y los vástagos que forman los elementos de sujeción metálicos salientes del segundo cuerpo base metálico están preferiblemente dimensionados para proporcionar una holgura entre los mismos suficiente para permitir un movimiento relativo entre los primer y segundo...
Reivindicaciones:
1. Componente híbrido metal-plástico aplicable a un vehículo automóvil, del tipo que comprende unos primer y segundo cuerpos base metálicos (1, 2) que tienen unas respectivas porciones en contacto, y un cuerpo de refuerzo de plástico (3) sobremoldeado, donde dichas porciones en contacto de dichos primer y segundo cuerpos base metálicos (1, 2) presentan en al menos un punto de unión (4) unas respectivas configuraciones de unión alineadas y unidas por dicho cuerpo de refuerzo de plástico (3), y donde dicha configuración de unión del primer cuerpo base metálico (1) comprende un agujero de sujeción (5), caracterizado porque:
la configuración de unión del segundo cuerpo base metálico (2) comprende un elemento de sujeción metálico saliente (6) fijado al mismo e insertado a través de dicho agujero de sujeción (5) del primer cuerpo base metálico (1); y
dicho cuerpo de refuerzo de plástico (3) comprende al menos una porción de fijación (3a) sobremoldeada en el punto de unión (4) sobre una superficie del primer cuerpo base metálico (1) opuesta al segundo cuerpo base metálico (2) y embebiendo dicho agujero de sujeción (5) y dicho elemento de sujeción metálico saliente (6).
2. Componente híbrido, de acuerdo con la reivindicación 1, caracterizado porque el elemento de sujeción metálico saliente (6) es un vástago provisto de unos relieves superficiales embebidos en dicha porción de fijación (3a) del cuerpo de refuerzo de plástico (3).
3. Componente híbrido, de acuerdo con la reivindicación 2, caracterizado porque dichas relieves superficiales son en la forma de un fileteado de rosca exterior formado en dicho vástago.
4. Componente híbrido, de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque comprende varios de dichos puntos de unión (4), cada uno incluyendo uno de dichos elementos de sujeción metálicos salientes (6) fijado a uno de los primer y segundo cuerpos base metálicos (1, 2) e insertado a través de uno de dichos agujeros de sujeción (5) formado en el otros de los primer y segundo cuerpos base metálicos (1, 2), existiendo una holgura entre cada agujero de sujeción (5) y su respectivo elemento de sujeción metálico saliente (6) suficiente para permitir un movimiento relativo entre los primer y segundo cuerpos base metálicos (1, 2) cuando están mutuamente acoplados y antes de de ser unidos por el cuerpo de refuerzo de plástico (3) sobremoldeado.
5. Componente híbrido, de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque el primer cuerpo base metálico (1) está hecho de chapa embutida.
6. Componente híbrido, de acuerdo con la reivindicación 5, caracterizado porque el agujero de sujeción (5) está formado en un abollado convexo (1a) de la chapa del primer cuerpo base metálico (1), y un espacio entre dicho abollado convexo (1a) y el segundo cuerpo base (2) alrededor del elemento de sujeción metálico saliente (6) está relleno del material de dicha porción de fijación (3a) del cuerpo de refuerzo de plástico (3).
7. Componente híbrido, de acuerdo con la reivindicación 6, caracterizado porque el agujero de sujeción (5) del primer cuerpo base metálico (1) tiene formados unos lóbulos (5a) que definen unos brazos radiales (5b), estando un extremo distal de al menos uno de dichos brazos radiales (5b) en contacto con el elemento de sujeción metálico saliente (6).
8. Componente híbrido, de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque el primer cuerpo base metálico (1) está hecho a partir de un tubo de perfil de sección transversal cerrado.
9. Componente híbrido, de acuerdo con la reivindicación 8, caracterizado porque al menos un punto de unión (4) se encuentra en una región aplastada de dicho tubo, dos agujeros de sujeción (5) mutuamente alineados están formados en paredes opuestas del tubo en contacto en dicha región aplastada, y el correspondiente elemento de sujeción metálico saliente (6) está insertado a través de ambos agujeros de sujeción (5).
10. Componente híbrido, de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque el segundo cuerpo base metálico (2) está hecho de chapa embutida.
11. Componente híbrido, de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque el segundo cuerpo base metálico (2) está hecho a partir de un tubo de perfil de sección transversal cerrado.
12. Componente híbrido, de acuerdo con la reivindicación 11, caracterizado porque al menos uno de los puntos de unión (4) se encuentra en una región no aplastada de dicho tubo y el correspondiente elemento de sujeción metálico saliente (6) está fijado a una superficie exterior de dicha región no aplastada del tubo.
13. Componente híbrido, de acuerdo con la reivindicación 11, caracterizado porque al menos uno de los puntos de unión (4) se encuentra en una región aplastada de dicho tubo y el correspondiente elemento de sujeción metálico saliente (6) está fijado a una superficie exterior de dicha región aplastada del tubo.
14. Componente híbrido, de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque el cuerpo de refuerzo de plástico (3) define al menos una costilla de refuerzo (7) en contacto con una superficie del primer cuerpo base metálico (1) y/o del segundo cuerpo base metálico (2).
15. Componente híbrido, de acuerdo con la reivindicación 14, caracterizado porque el cuerpo de refuerzo de plástico (3) de material plástico define además al menos un elemento funcional (8).
16. Procedimiento de fabricación de un componente híbrido metal-plástico aplicable a un vehículo automóvil, del tipo que comprende los pasos de:
disponer unos primer y segundo cuerpos base metálicos (1, 2) en una posición relativa predeterminada, con unas respectivas porciones en contacto y unas respectivas configuraciones de unión existentes en al menos un punto de unión (4) de dichas porciones en contacto mutuamente alineadas, donde dicha configuración de unión del primer cuerpo base metálico (1) comprende un agujero de sujeción (5);
colocar dichos primer y segundo cuerpos base metálicos (1, 2) en el interior de un molde manteniendo dicha posición relativa predeterminada y cerrar dicho molde; y
sobremoldear un cuerpo de refuerzo de plástico (3) al menos sobre dicho punto de unión (4) de las porciones en contacto de los primer y segundo cuerpos base metálicos (1, 2) con lo que las configuraciones de unión son unidas por dicho cuerpo de refuerzo de plástico (3), caracterizado porque comprende además:
aportar la configuración de unión del segundo cuerpo base metálico (2) como un elemento de sujeción metálico saliente (6) fijado al mismo, e insertar dicho elemento de sujeción metálico saliente (6) a través de dicho agujero de sujeción (5) del primer cuerpo base metálico (1) cuando los primer y segundo cuerpos base metálicos (1, 2) son dispuestos en la posición relativa predeterminada; y
sobremoldear al menos una porción de fijación (3a) de dicho cuerpo de refuerzo de plástico (3) en el punto de unión (4) sobre una superficie del primer cuerpo base metálico (1) opuesta al segundo cuerpo base metálico (2), con lo que dicho agujero de sujeción (5) y dicho elemento de sujeción metálico saliente (6) son embebidos por dicha porción de fijación (3a) del cuerpo de refuerzo de plástico (3).
17. Procedimiento, de acuerdo con la reivindicación 16, caracterizado porque comprende dimensionar el elemento de sujeción metálico saliente (6) y el agujero de sujeción (5) de manera que exista una holgura entre ambos suficiente para permitir un movimiento relativo entre los primer y segundo cuerpos base metálicos (1, 2) cuando están mutuamente acoplados y antes de de ser unidos por el cuerpo de refuerzo de plástico (3) sobremoldeado.
18. Procedimiento, de acuerdo con la reivindicación 16, caracterizado porque comprende formar el agujero de sujeción (5) del primer cuerpo base metálico (1) con unos lóbulos (5a) que definen unos brazos radiales (5b) que se extienden hacia fuera y hacia el elemento de sujeción metálico saliente (6) sin hacer contacto con el mismo cuando los primer y segundo cuerpos base metálicos (1, 2) están mutuamente acoplados y antes de estar unidos por dicho cuerpo de refuerzo de plástico (3), y deformar dichos brazos radiales (5b) hacia el segundo cuerpo base metálico (2) y contra el elemento de sujeción metálico saliente (6) por la presión del material plástico fundido fluyendo al interior del agujero de sujeción (5) dentro del molde.
Patentes similares o relacionadas:
Conjunto de contención de sellador, del 10 de Junio de 2020, de THE BOEING COMPANY: Procedimiento para incrustar elementos de sujeción en sellador en el que los elementos de sujeción se utilizan para sujetar un revestimiento […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]
Masajeador, y método de producción y dispositivo de producción del mismo, del 25 de Marzo de 2020, de Tenga Co., Ltd: Un aparato de masaje, que comprende: un motor ; una pieza vibratoria configurada para ser accionada por el motor ; una caja configurada […]
Método para fabricar una tapa posterior, tapa posterior y dispositivo electrónico que tiene la misma, del 12 de Febrero de 2020, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un método para fabricar una tapa posterior , que comprende, proporcionar una carcasa , que tiene un contorno de rectángulo redondeado, […]
Prenda de ropa textil con al menos una zona de protección contra arañazos ocupada con elementos protectores y procedimiento para su producción, del 19 de Agosto de 2019, de X-TECHNOLOGY SWISS GMBH: Prenda de ropa textil con al menos una zona de protección contra arañazos ocupada con elementos protectores , […]
Procedimiento de producción de un bastidor de piezas de trabajo para uso industrial y bastidor obtenido, del 24 de Julio de 2019, de GRILLO,FRANCESCO: Procedimiento de producción de un bastidor de piezas de trabajo para uso industrial, que comprende las etapas de: - proporcionar un molde que tiene una cavidad […]
Proceso de moldeo, del 24 de Julio de 2019, de Pixsweet B.V: Un método de formación de un artículo moldeado , comprendiendo dicho método las etapas siguientes: (a) proporcionar un formador de molde que comprende una escotadura […]
Procedimiento para preparar micropartículas que tienen un bajo volumen de disolvente residual, del 3 de Julio de 2019, de Evonik Corporation: Un procedimiento para preparar micropartículas de bajo nivel de disolvente residual, que comprende: (a) proporcionar una fase dispersada que comprende un excipiente polimérico […]