COLADA POR GRAVEDAD.
Un aparato para colada por gravedad mejorada, que comprende:
una carcasa (12);
una cámara de metal fundido (17) en dicha carcasa (12);
un paso de entrada (14) en dicha carcasa localizado en comunicación de fluido con dicha cámara (17) en dicha carcasa;
una parte del molde (11) que tiene una cavidad de pieza de batería (13) y un orificio para la entrada del metal fundido (9) que fluye desde dicha cámara (17);
una pieza móvil del molde (20) que tiene una superficie extrema (20d) y una pared lateral, en la que dicha superficie extrema (20d) de la parte móvil del molde se puede mantener en contacto con una porción del metal fundido en la cavidad (13) bajo una fuerza para provocar que la superficie extrema (20d) de la parte móvil se mueva hacia la cavidad (13) para reducir un volumen de la cavidad del molde en respuesta a la contracción de solidificación del metal fundido,
caracterizado porque la porción inferior (20c) de dicha parte móvil del molde (20) se puede acoplar con el paso de entrada (14) para capturar metal fundido en la cavidad (13) y para prevenir el flujo de metal fundido hacia o desde la cavidad (13), la cámara de retención de metal fundido (17) tiene un saliente (19) que se conecta con dicho paso de entrada (14), siendo dicho saliente (19), después del movimiento de dicha parte móvil (20) en dicha cámara de retención de metal fundido (17) bajo dicha fuerza que es una fuerza (F) siguiente, adecuado para actuar como un tope para una porción saliente (20b) de dicha parte móvil del molde (20), previniendo, además, el movimiento de dicha parte móvil del molde (20) en dicha cámara de retención de metal fundido (17)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04022658.
Solicitante: WATER GREMLIN COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1610 WHITAKER AVENUE,WHITE BEAR LAKE, MN 55110.
Inventor/es: PETERSON,NORMAN E.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Septiembre de 2004.
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B22D21/02C
- B22D25/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 25/00 Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00). › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- B22D27/11 B22D […] › B22D 27/00 Tratamiento del metal en el molde durante el estado líquido o plástico (B22D 7/12, B22D 11/10, B22D 18/00, B22D 43/00 tienen prioridad). › utilizando un dispositivo de presión mecánica.
Clasificación PCT:
- B22D21/02 B22D […] › B22D 21/00 Colada de metales no férreos o de compuestos metálicos, en la medida en que sus propiedades metalúrgicas afectan al procedimiento de colada (equipos para la colada en vacío B22D 18/00 ); Utilización de composiciones apropiadas. › Colada de metales no férreos altamente oxidables, p. ej. en atmósfera inerte (empleo de atmósfera inerte para la colada en general B22D 23/00).
- B22D25/04 B22D 25/00 […] › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- B22D27/11 B22D 27/00 […] › utilizando un dispositivo de presión mecánica.
Clasificación antigua:
- B22D21/02 B22D 21/00 […] › Colada de metales no férreos altamente oxidables, p. ej. en atmósfera inerte (empleo de atmósfera inerte para la colada en general B22D 23/00).
- B22D25/04 B22D 25/00 […] › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- B22D27/11 B22D 27/00 […] › utilizando un dispositivo de presión mecánica.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Colada por gravedad.
Campo de la invención
Esta invención se refiere a colada por gravedad y, más específicamente, a colada por gravedad mejorada de un metal fundido.
Referencia cruzada de solicitudes relacionadas
Ninguna.
Declaración con relación a investigación o desarrollo subvencionados federalmente
Ninguna.
Referencia a un apéndice de michoficha
Ninguna.
Antecedentes de la invención
La colada de metal fundido y particularmente de metales fundidos, tales como plomo fundido para piezas de baterías se realiza en diferentes condiciones de colada. Uno de los métodos de colada es la intensificación a alta presión, que implica incrementar la presión del plomo fundido en la cavidad accionando un pistón en el metal fundido para incrementar sustancialmente la presión. Este proceso de intensificación se describe más completamente en las patentes de los estados Unidos a nombre de Ratte 6.202.733; 6.363.996; 6-405.786; 6.499.530; 6.513,570; 6.598.658 y 6.564.853 y utiliza presiones que comprimen el metal para reducir el volumen de burbujas de aire en el metal.
Otro método de colada de piezas de baterías es la colada por gravedad. La colada por gravedad se prefiere para la colada de piezas mayores que se refrigeran lentamente debido a que la colada por gravedad permite que el metal fundido fluya lentamente bajo la presión de la gravedad para rellenar los huecos en la cavidad del molde a medida que se solidifica el metal fundido. Esto da como resultado una pieza que está sustancialmente libre de grietas y huecos. La colada por gravedad utiliza la presión de cabecera generada por el metal fundido para rellenar la cavidad del molde. Esta colada por gravedad se realiza a una presión baja del fluido dentro del metal fundido. En ciertas aplicaciones, tales como piezas mayores que se sumergen en un ácido, una pieza de batería colada por gravedad es altamente deseable, puesto que el metal fundido fluye y rellena durante el proceso de solidificación, eliminando de esta manera virtualmente las grietas de solidificación y las tensiones en la pieza de la batería. Puesto que las grietas y las tensiones en una pieza de batería, que está inmersa en un ácido, pueden causar deterioro rápido de la pieza de la batería, se prefiere generalmente la colada por gravedad de artículos grandes, si el artículo está localizado en un ácido tal como se encuentra en una batería. No obstante, uno de los inconvenientes de los artículos colados por gravedad es que los artículos adolecen generalmente de la definición de la superficie de piezas moldeadas por inyección a presión.
Un aparato de colada por gravedad que proporciona una aplicación de presión al elemento colado durante la refrigeración del metal fundido se conoce a partir del documento FR-2504424.
La presente invención proporciona un proceso mejorado de colada por gravedad, en el que se permite que el metal fundido se solidifique en condiciones de colada por gravedad, al mismo tiempo que se permite que un seguidor, que es una porción de la superficie fundida, se mantenga bajo una presión siguiente para seguir la contracción del volumen del metal fundido a medida que el metal fundido se solidifica. Es decir, que a medida que el metal se retrae durante la solidificación, la presión sobre el metal fundido se mantiene, de manera que la superficie del molde o seguidor se mueve hacia la cavidad del molde en respuesta a la contracción debida a la solidificación. Otra característica de la invención es que al mismo tiempo se permite que se escape el aire desde el metal fundido a través de un paso que es suficientemente estrecho para que el plomo fundido no fluya más allá.
Resumen de la invención
Un aparato y método para mejorar la colada por gravedad de acuerdo con la invención tiene las características de la reivindicación 1 y las etapas de la reivindicación 9. En tal aparato, una porción del molde se mantiene en contacto de presión siguiente con metal fundido a medida que se solidifica para permitir que la superficie del molde siga la contracción del metal de solidificación. Otra característica de la invención es el uso de holgura entre partes del molde que es suficiente para permitir que se escape el aire, pero que es insuficiente para permitir que el metal fundido pase más allá de la misma.
Breve descripción de los dibujos
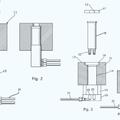
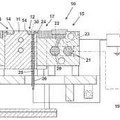
La figura 1 muestra una vista en sección de un aparato de colada por gravedad en una condición de relleno del molde.
La figura 2 es la vista en sección del aparato de colada por gravedad de la figura 1 en una condición cerrada.
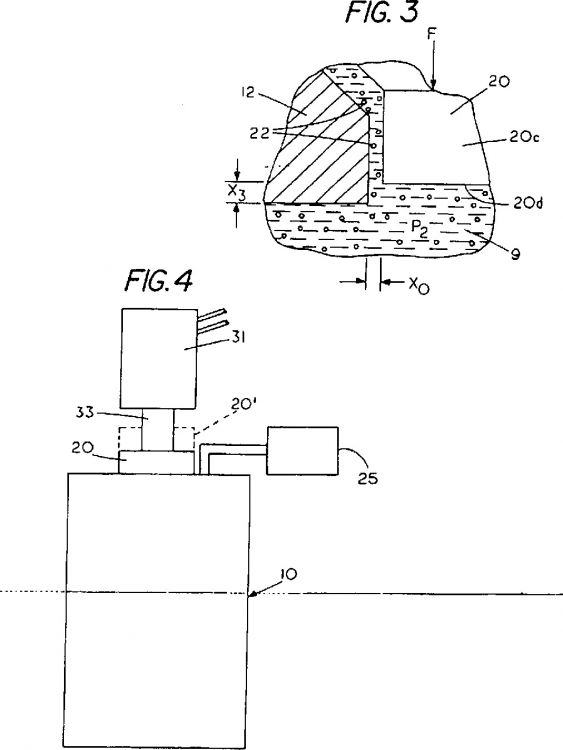
La figura 3 es una vista parcial ampliada que muestra la relación entre un paso de entrada del molde y una parte móvil del molde; y
La figura 4 es una vista parcial esquemática de un aparato para colada por gravedad mejorada de un artículo.
Descripción de la forma de realización preferida
La figura 1 es una vista en sección que muestra el aparato de colada por gravedad 10 mejorado que comprende una parte inferior del molde 11 y una parte superior del molde 12 o carcasa que definen una cavidad de molde 13. Es decir, que la parte del molde 12 incluye una superficie fija del molde 12aa que define una porción de la parte superior de la cavidad del molde 13 y una parte del molde 11 incluye una superficie inferior del molde 11aa que define la porción inferior de la cavidad del molde 13 y una superficie lateral del molde 11b que define los lados de cavidad del molde 13. La parte superior del molde 12 incluye un paso de entrada cilíndrico 14 allí para permitir que el metal fundido fluya desde una cámara de retención 17 del metal fundido formada en la parte del molde 12. La cámara 17 comprende una cámara superior abierta con una pared lateral cilíndrica 18 y una pared lateral o saliente 19 convergente que se conecta con un paso de entrada 14 para dirigir el plomo fundido a la cámara 17 dentro de la cavidad del molde 13 bajo presión de gravedad.
Dentro de la cámara 17 está localizado un miembro de cierre 20 o parte móvil del molde que tiene una porción superior cilíndrica 20aa, una porción de convergencia o saliente 20b una porción inferior cilíndrica 20c. El diámetro de la porción inferior 20c está identificado por D1 y el diámetro del paso de entrada 14 está designado por D2. La figura 1 muestra la parte móvil del molde 20 en la condición de colada por gravedad, en la que se permite que el plomo fundido 9 fluya desde la cámara 17 hasta la cavidad inferior del molde 13 bajo la influencia de la gravedad.
El número de referencia 24 define la interfaz de fluido entre el metal fundido 9 y el aire o la atmósfera de gas por encima del plomo fundido. Una fuente de plomo 25 suministra plomo fundido a la cámara 17 para mantener un nivel de plomo fundido en la cámara 17, de manera que el plomo fundido puede fluir dentro de la cavidad del molde bajo la presión de la gravedad sobre el plomo fundido. La figura identifica la presión P1 del plomo fundido en la cavidad del molde. La presión P1 es debida a la cabecera del plomo fundido por encima de la cavidad del molde 13.
Como se puede ver en la figura 1, el miembro de cierre 20 se mantiene al menos parcialmente sumergido en el plomo fundido 9 en la cámara 17 y en una condición espaciada desde el paso de entrada 14. Debería entenderse que la referencia al plomo fundido aquí se entiende que incluye plomo y aleaciones de plomo. Como se muestra en la figura 1, el plomo fundido 9 es libre para fluir dentro de la cavidad 13 desde la cámara 17 bajo la presión de la gravedad.
Por lo tanto, la primera etapa en el método de colada por gravedad mejorada incluye dirigir una carga de plomo fundido 9 dentro de una cámara 17 localizada en comunicación de fluido con una cavidad 13 de una parte de la batería para generar una presión de gravedad sobre el metal fundido, que permite que la cavidad 13 de la parte de la batería se rellene con plomo fundido 9 bajo una condición de flujo por gravedad.
Este método es particularmente útil con piezas fundidas grandes y particularmente útil con aquellas piezas fundidas que pesan muchas libras o que tienen configuraciones en las que el plomo fundido tiene que solidificarse lentamente. Como se puede ver en la figura 1, se permite que el plomo fundido 9 rellene la cavidad del molde 13 bajo la presión de la gravedad sobre el plomo fundido.
La figura 2 ilustra la parte móvil del molde en la condición de solidificación o cerrada, en...
Reivindicaciones:
1. Un aparato para colada por gravedad mejorada, que comprende:
2. El aparato de la reivindicación 1, en el que la parte móvil del molde (20) está localizada, al menos parcialmente, en el metal fundido (9) en la cámara de retención de metal fundido (17).
3. El aparato de la reivindicación 1, que incluye un miembro (31) para mantener una fuerza (F) siguiente constante sobre la parte móvil del molde (20) para permitir que la parte móvil del molde se mueva en respuesta a la contracción de solidificación del metal fundido.
4. El aparato de la reivindicación 1, en el que el metal fundido (9) comprende plomo fundido.
5. El aparato de la reivindicación 4, en el que la parte móvil del molde (20) está localizada, al menos parcialmente, debajo de una interfaz de plomo fundido con una atmósfera circundante.
6. El aparato de la reivindicación 4, en el que dicho saliente (19) comprende una pared lateral convergente que se conecta con dicho paso de entrada (14) para dirigir el metal fundido (9) en dicha cámara de retención de metal fundido (17) dentro de dicha cavidad del molde (13) bajo presión de gravedad.
7. El aparato de la reivindicación 4, en el que la parte móvil del molde tiene un primer diámetro y la entrada tiene un segundo diámetro con una diferencia diametral entre el primer diámetro y el segundo diámetro de 0,127 mm (0,005 pulgadas) o menos para permitir que el aire fluya hacia fuera, previniendo al mismo tiempo que el plomo fluya más allá de ella.
8. El aparato de una cualquiera de las reivindicaciones anteriores, caracterizado porque dicha parte móvil del molde es un miembro de cierre (20) que está configurado con una dimensión inferior a las dimensiones de dicha cámara de retención de metal fundido (17), de manera que cuando el miembro de cierre (20) cierra dicho paso de entrada (14), el metal fundido (9) permanece en un estado fundido alrededor de dicho miembro de cierre.
9. Un método de colada por gravedad mejorada, que comprende:
10. El método de la reivindicación 9, que comprende permitir que la superficie extrema (20d) del miembro de cierre (20) se coloque en alineación sustancial con una superficie de la cavidad de la parte de la batería (13), puesto que la contracción del volumen se produce durante la solidificación del plomo fundido en la cavidad de la pieza de la batería (13).
11. El método de la reivindicación 9 ó 10, que incluye formar el miembro de cierre (20) con una dimensión menor que las dimensiones de dicha cámara (17), de manera que cuando el miembro de cierre (20) está en la condición cerrada, el plomo fundido permanece en un estado fundido alrededor del miembro de cierre (20).
12. El método de una cualquiera de las reivindicaciones 9 a 11, en el que el miembro de cierre (20) y el paso de entrada (14) se mantienen con holgura suficiente (X0) entre ellos para permitir que el aire se escape desde el plomo fundido en la cavidad (13), pero insuficiente para permitir que el plomo fundido se escape más allá de ella.
13. El método de una cualquiera de las reivindicaciones 9 a 12, que incluye la etapa de aplicar la fuerza (F) siguiente al miembro de cierre (20) a través de un pistón móvil (31).
14. El método de una cualquiera de las reivindicaciones 9 a 13, que incluye la etapa de formar el paso de entrada del molde (14) sobre un lado superior de la cavidad de la pieza de la batería (13).
15. El método de una cualquiera de las reivindicaciones 9 a 14, que incluye la etapa de bajar el miembro de cierre (20) en el paso de entrada de fluido (14), mientras el plomo fundido está presente en el paso de entrada (14).
16. El método de una cualquiera de las reivindicaciones 9 a 15, que incluye la etapa de mantener la fuerza (F) siguiente sobre el miembro de cierre (20) cuando el miembro de cierre está en acoplamiento con el paso de entrada (14) para permitir que el miembro de cierre (20) siga una contracción del volumen del plomo fundido a medida que el plomo fundido se solidifica.
17. El método de una cualquiera de las reivindicaciones 9 a 16, en el que una reducción del volumen interno del metal de solidificación en dicha cavidad (13) debida a la contracción solamente se compensa manteniendo la fuerza (F) siguiente sobre el plomo fundido hasta que el plomo fundido se solidifica.
Patentes similares o relacionadas:
 Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
Máquina continua de colada de tiras de plomo y boquilla, del 13 de Mayo de 2020, de WIRTZ MANUFACTURING CO., INC: Una máquina de colada de tiras de plomo para rejillas de placa de batería, comprendiendo la máquina de colada: una bomba que tiene una entrada para recibir plomo […]
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia, del 25 de Marzo de 2020, de MiTek Holdings, Inc: Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión […]
 Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
 Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
 Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Pieza de batería, del 24 de Octubre de 2018, de WATER GREMLIN COMPANY: Un método para fabricar una pieza de batería que comprende: formar un anillo de ácido que tiene un primer labio (15a, 60) y un segundo […]
 Aparato y método para moldear banda de grupo de batería, del 29 de Agosto de 2012, de TBS ENGINEERING LIMITED: Aparato para moldear bandas en un grupo de placas de batería, que incluye un molde que tieneuna cavidad de molde, un rebosadero que forma una entrada/salida […]
Aparato y método para moldear banda de grupo de batería, del 29 de Agosto de 2012, de TBS ENGINEERING LIMITED: Aparato para moldear bandas en un grupo de placas de batería, que incluye un molde que tieneuna cavidad de molde, un rebosadero que forma una entrada/salida […]