Cinta compuesta para uso en máquinas de colocación de cinta automáticas.
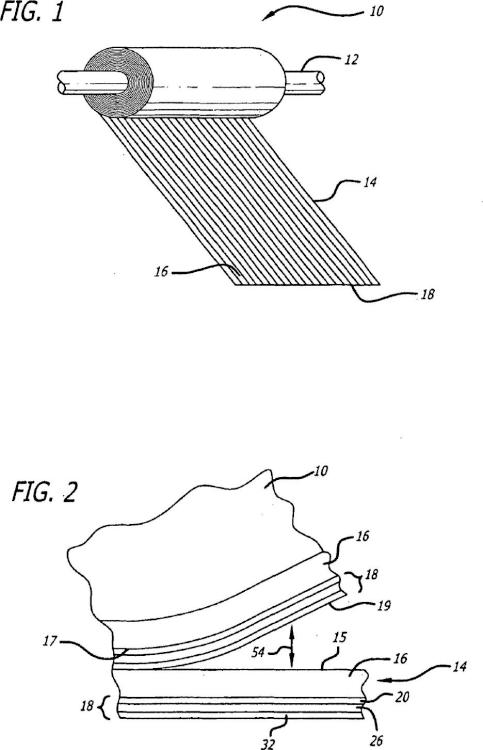
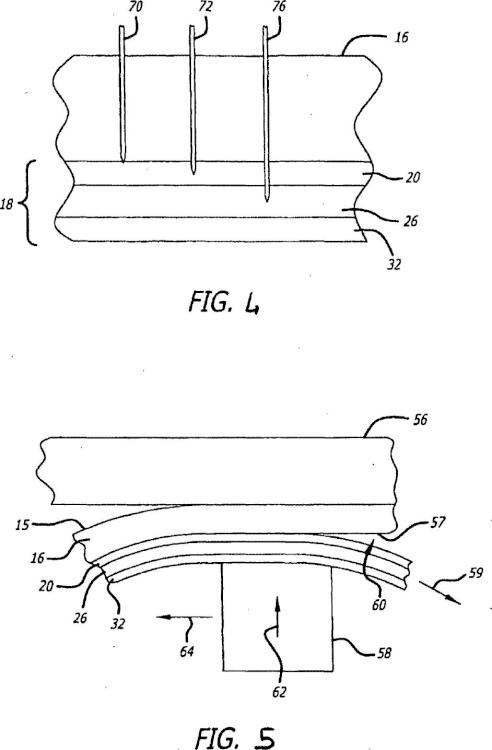
Una cinta (14) para uso en una máquina de colocación de cinta automatizada donde se aplica material compuesto no curado (16) a un molde (56),
incluyendo dicha cinta (14):
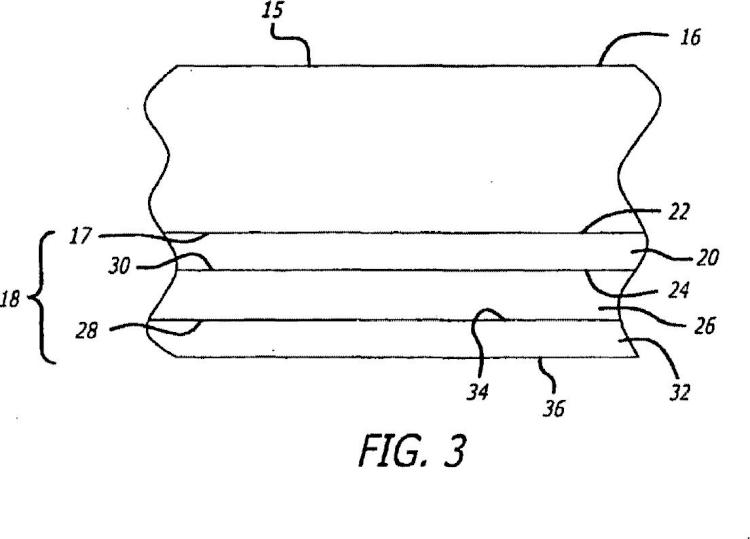
A. Un sustrato multicapa (18) para soportar dicho material compuesto no curado durante el uso de dicha cinta en dicha máquina de colocación de cinta automatizada, incluyendo dicho sustrato multicapa:
a. Una primera película plástica (20) que tiene una superficie de película exterior (22) y una superficie de película interior (24) donde dicha superficie de película exterior (22) es más suave que dicha superficie de película interior (24);
b. Una segunda película plástica (32) que tiene una superficie de película exterior (36) y una superficie de película interior (34) donde dicha superficie de película exterior (36) es más suave que dicha superficie de película interior (34); y
c. Una capa fibrosa (26) que tiene una superficie de fibra exterior (28) y una superficie de fibra interior (30) donde dicha superficie de fibra interior (30) está adherida a dicha superficie de película interior (24) de dicha primera película plástica (20) y dicha superficie de fibra exterior (28) está adherida a dicha superficie de película interior (34) de dicha segunda película plástica (32); y
B. Una capa de material compuesto no curado (16) incluyendo un refuerzo fibroso y una matriz de resina no curada, teniendo dicha capa de material compuesto no curado (16) una primera superficie compuesta (15) que está situada hacia el molde (56) cuando dicho material compuesto no curado (16) se aplica a dicho molde (56) y una segunda superficie compuesta (17) que está adherida soltablemente a la superficie de película exterior (22) de dicha primera película plástica (20).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/000431.
Solicitante: HEXCEL COMPOSITES, LTD.
Nacionalidad solicitante: Reino Unido.
Dirección: DUXFORD CAMBRIDGE CB2 4QD REINO UNIDO.
Inventor/es: ELLIS, JOHN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Hojas de desmoldeo.
- B29C70/38 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
- B29C70/50 B29C 70/00 […] › para producir objetos de longitud indefinida, p. ej. [prepegs], compuestos de moldeo en láminas [SMC] o capas multiaxiales [XMC].
- B32B27/10 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de papel o cartón.
- B32B27/32 B32B 27/00 […] › teniendo poliolefinas.
PDF original: ES-2553134_T3.pdf
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]