CIERRE AUTO-AGARRANTE EN MATERIAL NO-TEJIDO PARA VESTIMENTA O PRENDA.
Utilización, como parte hembra de un cierre auto-agarrante, de un material no-tejido - que está constituido por filamentos,
- cuya cohesión no es dada más que mediante enredado de los filamentos, - que tiene un espesor comprendido entre 0,1 y 2,0 mm, con preferencia, entre 0,25 mm y 1,20 mm, - que tiene un gramaje comprendido entre 10 y 100 g/m 2 , con preferencia, entre 15 y 40 g/m 2 y - que tiene unos calados en un número de 3 a 80 por cm 2 , con preferencia, entre 4 y 40 por cm 2 , sobre las paredes laterales, cuyos filamentos enredados se mantienen intactos
Tipo: Resumen de patente/invención. Número de Solicitud: W07000210FR.
Solicitante: RIETER PERFOJET.
Nacionalidad solicitante: Francia.
Dirección: Z.A. PRE MILLET,38330 MONTBONNOT.
Inventor/es: NOELLE, FREDERIC, ROUSSEL,SOPHIE.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- A61F13/62 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Bandas de fijación en material textil, p. ej. tipo "velcro" (A61F 13/66 tiene prioridad).
- D04H11/00 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › No tejidos con capa de pelos (productos estratificados que forman no-tejidos B32B).
- D04H3/10 D04H […] › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones entre hilos y filamentos realizadas mecánicamente.
Clasificación PCT:
Fragmento de la descripción:
Cierre auto-agarrante en material no-tejido para vestimenta o prenda.
La presente invención se refiere a los cierres auto-agarrantes, y a las prendas, que se cierran mediante cierres de este género.
Los sistemas de cierre con bandas del tipo ganchos o corchetes y bucles se emplean ampliamente dentro de diferentes campos de aplicación, como, por ejemplo, la higiene, los vestidos, el automóvil. Se componen de una parte macho, que comporta unos ganchos o corchetes, y de una parte hembra, que comporta unos bucles o presillas, en los cuales vienen a engancharse los ganchos o corchetes de la parte macho. Como la mayoría de las veces la parte hembra está realizada a base de un material flexible, generalmente se contra cola o lamina a un soporte más rígido.
En el caso del sector de la higiene, para unos productos desechables de uso limitado en el tiempo, hay una necesidad para unas zonas de enganche de precio bajo, menos caros que unos productos textiles tricotados o tejidos. Los pañales bebé y sus equivalentes para la incontinencia adulta son unos ejemplos de aplicaciones, que necesitan unas zonas de enganche de precio módico, pudiendo abrirse y cerrarse un número limitado de veces, típicamente 3 veces antes de ser desechados. Las zonas de enganche para la higiene también deben ser muy suaves al tacto, y en ciertos casos, como los pañales bebé, pueden ser imprimibles sobre su reverso con fines decorativos.
Ahora bien, se ha encontrado y esto es lo que constituye el objeto de la presente invención, una estructura de no-tejido, que se adapta particularmente bien a la realización de zonas de enganche o parte hembra para unas aplicaciones, en las cuales el número de aperturas y de cierres del sistema auto-agarrante está limitado, como, por ejemplo, en el campo de la higiene.
Por consiguiente, la invención tiene por objeto una utilización según una de las reivindicaciones 1 a 7.
Así pues, la invención tiene por objeto la utilización, como parte hembra de un cierre auto-agarrante, de un material no-tejido
- - que está constituido por filamentos,
- - cuya cohesión no se da más que mediante el enredado de los filamentos,
- - que tiene un espesor comprendido entre 0,1 y 2,0 mm, con preferencia entre 0,25 mm y 1,20 mm,
- - que tiene un gramaje comprendido entre 10 y 100 g/m2, con preferencia entre 15 y 40 g/m2 y
- - que tiene unos calados en un número de 3 a 80 por cm2, con preferencia entre 4 y 40 por cm2, sobre cuyas paredes laterales se mantienen intactos los filamentos enredados.
Las partes hembra de cierres según la invención presentan un excelente enganche con la mayoría de los ganchos o corchetes conocidos. También es posible reposicionar varias veces los ganchos en el mismo lugar conservando buenas características de resistencia. El tacto es textil y suave y se adapta especialmente a las expectativas de los consumidores de productos de higiene, como los pañales para bebé. En el caso de las utilizaciones dentro de los productos para la higiene, los materiales no-tejidos según la invención también presentan la ventaja con respecto a unos productos comerciales de no necesitar laminado o ajustarse con una película impresa. En efecto, la impresión puede ser realizada directamente sobre el reverso del material no-tejido por medio de las técnicas conocidas, como la flexografía. Y otra ventaja de los tejidos según la invención es que son poco caros, menos caros que los textiles con bucles, como los tricotados u otros productos parecidos a los textiles.
La invención tiene por objeto la utilización, como parte hembra de un cierre auto-agarrante, de un material no-tejido constituido por filamentos continuos de materiales termoplásticos. como, por ejemplo, el PP, PE, PETG, PA, PLA ... Los filamentos tienen en especial un diámetro comprendido entre 5 y 50 micras y con preferencia comprendido entre 10 y 30 micras. Los filamentos se disponen en una red compleja en 3 dimensiones, que tienen la característica de no presentar ningún punto de fusión o de colado de los filamentos los unos a los otros. En otros términos, la cohesión de los filamentos queda asegurada para su único enredado, lo que permite obtener una eficacia máxima de enganche de los ganchos o corchetes dentro de la red fibrosa. La mayoría de la longitud de los filamentos es utilizable, lo que hace de ellos una zona de enganche particularmente eficaz. La presencia de calados mejora la eficacia. Estos calados se extienden de una cara hacia la otra cara. Pueden ser de forma geométrica cuadrada, rectangular, circular o elíptica. Terminan por una abertura en la cara opuesta. Los calados son en número de 3 a 80 por cm2 y con preferencia de 4 a 40 por cm2. Los calados se delimitan y separan los unos de los otros mediante la red fibrosa. Con preferencia se ordenan al tresbolillo o se alinean, pero también pueden disponerse de manera aleatoria.
En general, estos calados no son perfectamente cilíndricos, sino más bien de forma cónica. El ángulo del cono está comprendido entre 5º y 45º observado al microscopio óptico de 20 aumentos. Las paredes de los conos están constituidas por unos calados de filamentos enredados, no-cortados, no-rotos. Los filamentos se mantienen intactos en las paredes laterales.
A diferencia de perforaciones, que debilitarían el material no-tejido, estos calados obtenidos sin ablación o retirada de material y mediante repujado del material dentro de los intervalos entre los calados, que refuerzan el poder de enganche de los ganchos o corchetes en la parte hembra aumentando la cantidad de material dentro de los intervalos sin, por ello, aumentar el gramaje medio. La parte hembra se vuelve más eficaz sin ser más costosa.
Estos calados tienen, al menos, dos dimensiones principales en el plano del material no-tejido, que se denominan altura y anchura.
La menor dimensión y la mayor dimensión quedan comprendidas entre 0,3 y 3,5 mm y con preferencia entre 0,5 y 3,0 mm. En ciertos casos particulares la menor y la mayor dimensión son idénticas. Esto es, por ejemplo, el caso del cuadrado.
El paso de los calados, definido por la distancia de eje central o medio a eje central o medio de dos calados consecutivos está habitualmente comprendido entre 1.2 veces y 3.0 veces la menor dimensión de los calados y con preferencia comprendido entre 1.3 veces y 2.5 veces la menor dimensión de los calados.
Se obtienen lo más fácilmente los calados cuando la mayor dimensión de los calados es, al menos, igual al espesor del material no-tejido y, a lo más, igual a 3 veces este espesor.
La fuerza de cizallamiento dada por la parte hembra en el momento de las pruebas con ganchos o corchetes es, como mínimo, de 10 N y con preferencia, como mínimo, de 13 N.
La resistencia al desgarro en el momento de las pruebas con ganchos o corchetes es, como mínimo, de 10 N y con preferencia, como mínimo, de 15 N.
Los materiales no-tejidos utilizados según la invención son transparentes e imprimibles sobre su reverso y la impresión es visible sobre el derecho, lo que constituye una ventaja no despreciable con respecto a los materiales no-tejidos comercializados actualmente, los cuales son difícilmente imprimibles y cuya transparencia es peor que los materiales no-tejidos según la invención.
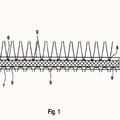
Los materiales no-tejidos utilizados según la invención se producen en una máquina comercializada por la sociedad Rieter Perfojet bajo la marca SpunjetTM. La formación de la napa de filamentos se realiza por una torre spunbond y su consolidación mediante el procedimiento de ligadura hidráulica.
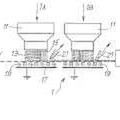
Esta máquina esquematizada en la figura 1 comprende una torre spunbond 1, que comprende de arriba abajo una viga de hilatura 2, que suministra una red de filamentos continuos 3 de polímeros termoplásticos. Los filamentos se enfrían mediante un dispositivo de refrigeración 4 y se estiran mediante un dispositivo de estiramiento 5 y luego se proyectan sobre una cinta transportadora 6 en una napa de filamentos continuos no consolidada. Más abajo de la torre spunbond y con preferencia tangente a la cinta transportadora 6 se dispone un primer cilindro de consolidación por chorros de agua, tal como queda descrito en WO-FR-03/01101, que forma parte de la presente memoria descriptiva. El primer cilindro 7 está formado por un tambor, que comporta un cuerpo cilíndrico...
Reivindicaciones:
1. Utilización, como parte hembra de un cierre auto-agarrante, de un material no-tejido
- - que está constituido por filamentos,
- - cuya cohesión no es dada más que mediante enredado de los filamentos,
- - que tiene un espesor comprendido entre 0,1 y 2,0 mm, con preferencia, entre 0,25 mm y 1,20 mm,
- - que tiene un gramaje comprendido entre 10 y 100 g/m2, con preferencia, entre 15 y 40 g/m2 y
- - que tiene unos calados en un número de 3 a 80 por cm2, con preferencia, entre 4 y 40 por cm2, sobre las paredes laterales, cuyos filamentos enredados se mantienen intactos.
2. Utilización según la reivindicación 1, caracterizada por el hecho de que los filamentos tienen un diámetro comprendido entre 5 y 50 micras, con preferencia, entre 10 y 30 micras.
3. Utilización según la reivindicación 1 ó 2, caracterizada por el hecho de que los filamentos son de un material termoplástico, tal como de polietileno, de polipropileno, de poli(tereftalato de etileno), de poliamida, de poli(ácido láctico) o sus mezclas.
4. Utilización según una de las reivindicaciones anteriores, caracterizada por el hecho de que los calados son cónicos, teniendo un ángulo de cono comprendido entre 5 y 45º.
5. Utilización según una de las reivindicaciones anteriores, caracterizada por el hecho de que los calados se disponen de manera ordenada.
6. Utilización según una de las reivindicaciones anteriores, caracterizada por el hecho de que el paso de los calados está comprendido entre 1,2 y 3 veces y, con preferencia, entre 1,3 y 2,5 veces más pequeña su dimensión.
7. Utilización según una de las reivindicaciones anteriores, caracterizada por el hecho de que la mayor dimensión de los calados en el plano del material no-tejido es, al menos, igual a una vez el espesor del material no-tejido y, a lo sumo, igual a 3 veces este espesor.
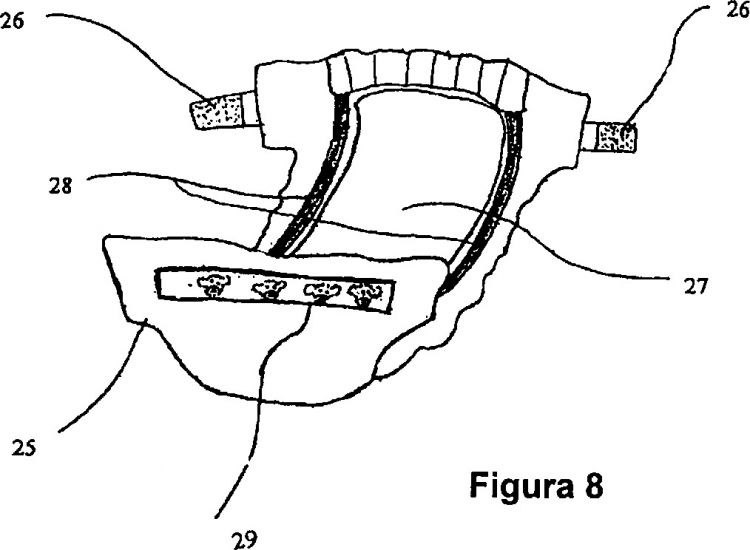
8. Vestimenta o prenda a base de un material no-tejido, que se cierra mediante un cierre auto-agarrante, caracterizada por el hecho de que la parte hembra del cierre está constituida por la cara de derecho de una parte cubriente en sí mismo de la prenda o vestimenta, que es una de las caras de un material no-tejido, tal como queda definido en las reivindicaciones anteriores.
9. Vestimenta o prenda según la reivindicación 8, caracterizada por un motivo decorativo puesto o fijado sobre la cara de reverso, que es la otra cara del material no-tejido.
10. Vestimenta o prenda según una de las reivindicaciones 8 o 9, caracterizada por el hecho de que la cara de derecho tiene una superficie de más de dos veces y, preferentemente, más de cinco veces, mayor que la superficie de la parte macho del cierre.
Patentes similares o relacionadas:
 Método para formar una capa de césped artificial y producto de césped artificial para usarse en él, del 5 de Octubre de 2018, de TenCate Grass Holding B.V: Producto de césped artificial , que comprende un conjunto de tiras de césped artificial planas y deformables , cada tira que comprende un borde inferior sustancialmente […]
Método para formar una capa de césped artificial y producto de césped artificial para usarse en él, del 5 de Octubre de 2018, de TenCate Grass Holding B.V: Producto de césped artificial , que comprende un conjunto de tiras de césped artificial planas y deformables , cada tira que comprende un borde inferior sustancialmente […]
Burletes de pelo y artículos tipo cepillo unidos por reacción por ultrasonidos, del 11 de Enero de 2017, de ULTRAFAB, INC: Un procedimiento de fabricación de artículos de pelo que presenta un pelo y un refuerzo que soportan el pelo de un material plástico diferente que comprende […]
 Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo del automóvil, del 2 de Marzo de 2016, de Ideal Automotive Oelsnitz GmbH: Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo de absorción acústica del automóvil con una […]
Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo del automóvil, del 2 de Marzo de 2016, de Ideal Automotive Oelsnitz GmbH: Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo de absorción acústica del automóvil con una […]
Tela no tejida reforzada, del 13 de Mayo de 2015, de SGL Automotive Carbon Fibers GmbH & Co. KG: Estructura textil plana que comprende una retícula de reforzamiento y al menos una capa de velo situada en plano sobre al menos una superficie de la retícula […]
Moquetas de pelo insertado para aplicaciones en automoción, del 12 de Marzo de 2014, de Autoneum Management AG: Una moqueta de pelo insertado para utilizar en aplicaciones de automoción con una capa de pelo y al menos una capa de soporte principal, mientras […]
 Procedimiento para producir un producto en banda para la producción de artículos absorbentes y similares, producto obtenido en este modo y artículo absorbente que incluye dicho producto, del 17 de Abril de 2012, de FINTEX AND PARTNERS ITALIA S.P.A.: Procedimiento para la producción de un material en banda que incluye un sustrato flocado en el que:
a. por lo menos en un primer lado de dicho sustrato se aplica […]
Procedimiento para producir un producto en banda para la producción de artículos absorbentes y similares, producto obtenido en este modo y artículo absorbente que incluye dicho producto, del 17 de Abril de 2012, de FINTEX AND PARTNERS ITALIA S.P.A.: Procedimiento para la producción de un material en banda que incluye un sustrato flocado en el que:
a. por lo menos en un primer lado de dicho sustrato se aplica […]
CINTA FLOCADA PARA PERFILES DE VEHICULOS Y SIMILARES, del 1 de Marzo de 2007, de INDUSTRIAS TAPLA, S.L.: Del tipo de las que incorporan una capa de fibras constitutivas del flocado propiamente dicho , una capa de resina utilizada como adhesivo […]
PROCEDIMIENTO DE FABRICACIÓN CONTINUA DE UN SOPORTE FLOCADO Y COLOREADO, del 15 de Noviembre de 2011, de SOCIETE D'ENDUCTION ET DE FLOCKAGE: Procedimiento de fabricación continua de un soporte en forma de mantel (S) flocado y coloreado, que comprende las etapas sucesivas de aplicación de […]