Calibrador a utilizar para la producción de perfiles huecos extruidos de termoplástico (1) que tienen principalmente una sección transversal rectangular,
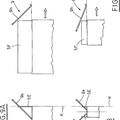
cuyo calibrador tiene un armazón estacionario (7) que soporta, a su vez, un gran número de placas laminares (S) del calibrador que están dispuestas a una distancia entre sí de tal modo que forman juntas un canal (K) que pasa por el calibrador, determinando la sección transversal de dicho canal la forma exterior del perfil de termoplástico (1) a fabricar, en el que al menos una de las paredes del canal (K) está delimitada por una parte desplazable (8; 9) de la placa (S) del calibrador, siendo ajustable dicha parte en una dirección perpendicular al canal, para adaptar el calibrador (4) a los perfiles de termoplástico (1) que tienen diferentes relaciones de altura/anchura, caracterizado porque - una de cada dos placas del calibrador comprende un par de barras horizontales (8, 8a) que se pueden acercar y alejar entre sí, y - cada una de las otras placas del calibrador comprende un par de barras verticales (9, 9a) que se pueden acercar y alejar entre sí, para adaptar el calibrador a la producción de perfiles de termoplástico (1) de altura y anchura diferentes
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2008/050186.
La presente invención se refiere a un calibrador que se utiliza para la fabricación de perfiles huecos extruidos de termoplástico que tienen habitualmente una sección transversal rectangular, y cuyo calibrador tiene un armazón estacionario que soporta un gran número de placas laminares del calibrador que están dispuestas a una cierta distancia entre sí de tal modo que forman juntas un canal que pasa por el calibrador, la sección transversal de cuyo canal determina la forma exterior del perfil de termoplástico a fabricar. Los documentos EP 1 346 814, U.S.A. 2005 0133944, JP 2001287258 y WO 0016962 muestran diseños de calibrador conocidos. Un inconveniente de los calibradores convencionales es que se deben sustituir cada vez que se fabrica un perfil de termoplástico que tiene otra dimensión. Esta sustitución es bastante laboriosa y problemática puesto que no solamente el calibrador es más bien largo sino que también está instalado en un depósito del calibrador de tamaño limitado, desde cuyo depósito el calibrador, cuando la dimensión del perfil cambia, se debe desatornillar y levantar primero y, a continuación, sustituirlo por otro calibrador que ha sido modificado para cumplir con la dimensión del nuevo perfil que se fabrica. El objetivo de la presente invención es resolver y, posiblemente, eliminar del todo el inconveniente anteriormente mencionado. Esto se consigue mediante un calibrador según la reivindicación 1. Según una aplicación sencilla y asequible, cada placa del calibrador tiene un intersticio rectangular central que determina la dimensión y la forma máximas de la sección transversal del canal del calibrador, en cuyo caso, una de las paredes laterales del intersticio está determinada por una barra que se puede desplazar en el plano de la placa del calibrador o paralela a dicho plano, y se puede desplazar tanto en la dirección que se acerca como en la que se aleja de la pared lateral opuesta al intersticio. Esto hace posible variar la dimensión del perfil de termoplástico en la dirección del movimiento de la barra. Según otra forma de la solicitud, una de cada dos placas del calibrador es estacionaria y tiene un intersticio rectangular central, y al mismo tiempo cada una de las otras placas está fabricada de un par de barras paralelas, cada una de las cuales se puede desplazar tanto en la dirección que se acerca como en la que se aleja de la otra, lo que hace posible ajustar la altura o la anchura del canal del calibrador. Si las barras anteriormente mencionadas, que se pueden acercar y alejar entre sí, están dispuestas de tal manera que se pueden desplazar simultáneamente una distancia que es la misma en ambas direcciones, se asegura que el eje central del perfil fabricado de termoplástico, independientemente de la dimensión y la forma, se mantendrá sin desplazarse con respecto tanto a la salida como a la entrada del depósito del calibrador. Por consiguiente, es posible utilizar el calibrador para la fabricación de perfiles de termoplástico que posean dimensiones diferentes. Esto facilita considerablemente, a su vez, la transición de una dimensión a otra del perfil. Para asegurar que todas las barras desplazables que determinan la posición de una de las paredes del canal se desplazan simultáneamente y la misma distancia, dichas barras están fijadas en sus extremos para formar una unidad con la ayuda de un par de barras que están colocadas al lado del calibrador. Uniendo entre sí las dos unidades de barras verticales y/o las dos unidades de barras horizontales mediante mecanismos que permiten el ajuste de las distancias internas entre ambos pares, se hace posible un movimiento sincronizado de las paredes del canal. Dichos mecanismos que interconectan las dos unidades paralelas de barras, las barras horizontales o las verticales, comprenden habitualmente al menos dos tornillos de ajuste paralelos introducidos en dos orificios roscados, uno en cada una de las unidades, principalmente en su barra longitudinal, y alojados en el armazón estacionario del calibrador, cuyos tornillos de ajuste, en la mitad de su longitud, están equipados con roscas a la derecha y, en la otra mitad de su longitud, están equipados con roscas a la izquierda, y ambos tornillos de ajuste, que manipulan un par paralelo de unidades de barra, están dispuestos de tal manera que son accionados mediante un mecanismo compartido de accionamiento, tal como una manivela o una rueda, que funciona ajustando ambos tornillos simultáneamente de tal manera que la distancia entre las dos unidades unidas se ajusta simultáneamente por ambos lados del calibrador. Esto se puede conseguir, por ejemplo, fijando primero el mecanismo de accionamiento directamente a uno de los tornillos de ajuste y uniendo a continuación ambos tornillos de ajuste con una correa o una cadena que está guiada sobre dos poleas de las correas o ruedas dentadas de igual tamaño, que están fijadas en el extremo de cada tornillo de ajuste de tal modo que pueden soportar una fuerte torsión. Alternativamente, es posible fijar el mecanismo de accionamiento a un eje alargado transversal que está equipado con un par de ruedas dentadas cónicas, dispuestas de tal manera que cada una de ellas interactúa con la rueda dentada cónica correspondiente, que está fijada asimismo en el extremo de cada par de tornillos de ajuste de tal modo que puede soportar una fuerte torsión. Según una realización preferente, cada par de unidades paralelas de barras está manipulada mediante tres pares de tornillos de ajuste dispuestos uno cerca de cada extremo y un tercero en la parte central del par de unidades paralelas. De este modo, es posible un ajuste fino de la distancia entre un par de unidades paralelas a lo largo del calibrador, de tal modo que se consigue un contacto uniforme entre el perfil de termoplástico y la placa del calibrador 2 E08736835 02-11-2011 a lo largo de toda la longitud de dicha placa, y se genera la forma deseada del perfil de termoplástico cuando se extruye saliendo del calibrador. Diseñando las barras en la unidad que determina la forma del lado inferior del canal, utilizando un tramo intermedio que está arqueado hacia abajo, la pared inferior exterior del perfil de termoplástico, que es conducida a través del calibrador, está redondeada. Una forma tal como la anterior ha demostrado ser ventajosa para un perfil de termoplástico destinado a utilizarse en la fabricación de tubos enrollados en hélice. El calibrador está introducido preferentemente en un depósito al vacío del calibrador, cuyas paredes laterales interiores están equipadas con un gran número de toberas de pulverización que proyectan agua de enfriamiento y que están dirigidas al espacio entre las placas del calibrador, es decir, entre las barras transversales en cada una de las cuatro unidades, y cuya pulverización se utiliza para enfriar un perfil hueco de termoplástico, cuyo perfil, después de salir de la matriz de extrusión, es conducido a través del calibrador que está situado en el depósito anteriormente mencionado del calibrador. En el lado exterior de una de las paredes laterales del depósito al vacío del calibrador, está dispuesto el mecanismo para manipular cada par de tornillos de ajuste, que hace posible accionar rápida y fácilmente el calibrador. Mediante esto, los mecanismos para manipular un par de unidades horizontales están fijados directamente al extremo de uno de los tornillos de ajuste en cada par respectivo, mientras que los mecanismos para manipular el par de unidades verticales están fijados al extremo de un eje transversal equipado con una rueda dentada, cuyo eje colabora con la rueda dentada correspondiente en los extremos de los tornillos de ajuste de cada par. Una ventaja adicional es que lo anterior reduce la probabilidad de un accidente industrial, puesto que, durante el cambio de la dimensión del perfil de termoplástico a fabricar en la línea de producción en cuestión, ya no es necesario levantar una unidad calibradora desde el depósito del calibrador y sustituirla por otra unidad. El depósito al vacío del calibrador, que está dispuesto en la línea de producción directamente después de la matriz de extrusión, tiene una entrada para el perfil extruido de termoplástico. Además, en dicha entrada está dispuesto un anillo de enfriamiento, que tiene una camisa de enfriamiento y asimismo unos medios para generar el vacío entre el perfil de termoplástico y el anillo de enfriamiento, que es mayor que el vacío que se mantiene en el depósito al vacío del calibrador,. Además, directamente después de la entrada que conduce al depósito al vacío del calibrador, es posible instalar un baño de refrigeración por agua junto con un calibrador sustituible de una dimensión fija. No obstante, dicho calibrador sustituible es sustancialmente más corto que el calibrador variable. Para facilitar además... [Seguir leyendo]
Reivindicaciones:
1. Calibrador a utilizar para la producción de perfiles huecos extruidos de termoplástico (1) que tienen principalmente una sección transversal rectangular, cuyo calibrador tiene un armazón estacionario (7) que soporta, a su vez, un gran número de placas laminares (S) del calibrador que están dispuestas a una distancia entre sí de tal modo que forman juntas un canal (K) que pasa por el calibrador, determinando la sección transversal de dicho canal la forma exterior del perfil de termoplástico (1) a fabricar, en el que al menos una de las paredes del canal (K) está delimitada por una parte desplazable (8; 9) de la placa (S) del calibrador, siendo ajustable dicha parte en una dirección perpendicular al canal, para adaptar el calibrador (4) a los perfiles de termoplástico (1) que tienen diferentes relaciones de altura/anchura, caracterizado porque - una de cada dos placas del calibrador comprende un par de barras horizontales (8, 8a) que se pueden acercar y alejar entre sí, y - cada una de las otras placas del calibrador comprende un par de barras verticales (9, 9a) que se pueden acercar y alejar entre sí, para adaptar el calibrador a la producción de perfiles de termoplástico (1) de altura y anchura diferentes. 2. Calibrador, según la reivindicación 1, caracterizado porque cada placa (S) del calibrador tiene un intersticio rectangular central que determina la dimensión y la forma máximas de la sección transversal del canal (K) del calibrador, en cuyo caso, una de las paredes laterales del intersticio está determinada mediante una barra (8; 9) que se puede desplazar en el plano de la placa (S) del calibrador o paralela a dicho plano, en la dirección en que se acerca y se aleja de la pared lateral opuesta al intersticio. 3. Calibrador, según la reivindicación 2, caracterizado porque todas las barras desplazables (8, 8a, 9, 9a), que determinan la posición de una de las paredes del canal (K), están fijadas en sus extremos para formar unidades por medio de un par de barras (10, 10a, 11, 11a) que están colocadas al lado del calibrador. 4. Calibrador, según la reivindicación 3, caracterizado porque ambas unidades de barras verticales (9, 9a) y/o ambas unidades de barras horizontales (8, 8a) están unidas entre sí mediante mecanismos que permiten el ajuste de la distancia entre las dos unidades. 5. Calibrador, según la reivindicación 4, caracterizado porque los mecanismos anteriormente mencionados, que unen entre sí las dos unidades paralelas de barras (8, 8a; 9, 9a), comprenden al menos dos tornillos de ajuste paralelos (12, 12a; 13, 13a) que están introducidos en dos orificios roscados en las barras longitudinales (10, 10a; 11, 11a) de ambas unidades y alojados en el armazón estacionario (7) del calibrador, cuyos tornillos de ajuste (12, 12a; 13, 13a), en una mitad de su longitud, están equipados con roscas a la derecha y, en la otra mitad de su longitud, están equipados con roscas a la izquierda, y porque ambos tornillos de ajuste (12, 12a; 13, 13a), que manipulan un par paralelo de unidades de barra (8, 8a; 9, 9a), están dispuestos de tal manera que son accionados mediante un mecanismo de accionamiento (14 y 15, respectivamente) compartido. 6. Calibrador, según la reivindicación 5, caracterizado porque cada par de unidades paralelas de barras (8, 8a; 9, 9a) están manipuladas mediante tres pares de tornillos de ajuste (12, 12a; 13, 13a) que están dispuestos uno próximo a cada extremo y un tercero en medio del par de unidades paralelas. 7. Calibrador, según la reivindicación 1, caracterizado porque las barras (8a) en la unidad que determina el lado inferior del canal (K) forman una parte central que está arqueada hacia abajo y, como consecuencia, la pared inferior exterior del perfil de termoplástico (1), que es conducida a través del calibrador (4), está redondeada. 8. Calibrador, según la reivindicación 5, caracterizado porque el mecanismo para la manipulación (14, 15) de un par de tornillos de ajuste (12, 12a; 13, 13a) comprende una manivela o una rueda, que está fijada directamente a uno de los tornillos de ajuste (12; 13), que está fijado, a su vez, al otro tornillo de ajuste (12a; 13a) a través de una correa o una cadena que está guiada sobre poleas de las correas o ruedas dentadas de igual tamaño, que están fijadas cerca del extremo de cada tornillo de ajuste (12, 12a, 13, 13a), de tal modo que pueden soportar una fuerte torsión, o están fijadas a un eje alargado transversal (18) que está equipado con dos ruedas dentadas cónicas (18a) que están dispuestas, a su vez, para colaborar con la rueda dentada (19, 19a) correspondiente en el extremo de los tornillos de ajuste (12, 12a) del par respectivo. 9. Calibrador, según la reivindicación 8, caracterizado porque el calibrador está introducido en un depósito al vacío (3) del calibrador, cuyas paredes laterales interiores están equipadas con un gran número de toberas (5) de pulverización de agua de enfriamiento que están dirigidas entre las cuatro barras transversales (8, 8a, 9, 9a) de las cuatro unidades, y porque los mecanismos de manipulación (14, 15) para todos los pares de tornillos de ajuste (12, 12a; 13, 13a) del calibrador, están dispuestos en el lado exterior de una pared lateral de dicho depósito al vacío (3) del calibrador. 7 E08736835 02-11-2011 10. Calibrador, según la reivindicación 9, caracterizado porque el depósito al vacío (3) del calibrador está dispuesto en la línea de producción, inmediatamente después de la matriz de extrusión (2), y tiene una entrada para el perfil extruido de termoplástico (1), en cuya entrada está dispuesto un anillo de enfriamiento (20) con una camisa de enfriamiento y un medio (21) para generar entre el perfil de termoplástico (1) y el anillo de enfriamiento (20) un vacío que es mayor que el vacío que se mantiene en el depósito al vacío (3) del calibrador. 11. Calibrador, según las reivindicaciones 9 ó 10, caracterizado porque, inmediatamente después de la entrada al depósito al vacío (3) del calibrador, están dispuestos un baño (23) de refrigeración por agua y un calibrador sustituible (4a) que tiene dimensiones fijas. 12. Calibrador, según cualquiera de las reivindicaciones anteriores, caracterizado porque, conjuntamente con cada mecanismo de accionamiento (14, 15), está dispuesto un indicador de posición, que muestra en milímetros la distancia entre el par de unidades de barras (8, 8a y 9, 9a, respectivamente) que son manipuladas mediante el mecanismo de accionamiento (14, 15) en cuestión. 8 E08736835 02-11-2011 9 E08736835 02-11-2011 E08736835 02-11-2011 11 E08736835 02-11-2011
Patentes similares o relacionadas:
DISPOSITIVO DE CALIBRADO EN VACÍO CON BARRERA LÍQUIDA EN LA CONDUCCIÓN DE DESCARGA DEL LÍQUIDO REFRIGERANTE, del 22 de Septiembre de 2011, de VEKA AG: Dispositivo de calibrado para una planta de extrusión de plástico, con a. una carcasa en la que se aloja un líquido refrigerante , a través […]
PROCEDIMIENTO PARA EMBALAR ARTICULOS EN CAJAS Y MAQUINA PARA LLEVAR A CABO EL PROCEDIMIENTO, del 10 de Marzo de 2010, de MARCHESINI GROUP S.P.A.: Procedimiento para embalar artículos en cajas, obteniéndose las cajas a partir de piezas en bruto tubulares , realizándose mediante una hoja superior (1h) […]
Dispositivo calibrador para calibrar una película tubular extrudida, del 14 de Marzo de 2019, de KDESIGN GMBH: Dispositivo calibrador para calibrar por encima del límite de fraguado una película tubular extrudida, en donde entre unas superficies guía […]
Sistema y método para la fabricación de un producto de plástico a partir de residuos de plástico mixtos reciclados, del 9 de Agosto de 2017, de Rolan Investment OÜ: Un sistema para producir productos de plástico a partir de materia prima que ha sido reciclada a partir de residuos de plástico mixtos sin clasificar, no identificados […]
Elemento de centraje para elementos parciales de herramienta de una herramienta de transformación de materia sintética, del 9 de Noviembre de 2016, de VEKA AG: Elemento de centraje (10; 10') para elementos parciales de herramienta de una herramienta de transformación de materia sintética , con un […]
Procedimiento para la fabricación continua de una tira LED, del 5 de Octubre de 2016, de Döllken-Weimar GmbH: Procedimiento para la fabricación continua de una tira LED , con un dispositivo con al menos una extrusionadora para la fabricación de una masa fundida de plástico […]
Procedimiento para la fabricación continua de una tira LED, del 5 de Octubre de 2016, de Döllken-Weimar GmbH: Procedimiento para la fabricación continua de una tira LED, insertándose al menos una tira LED funcional dotada de varios diodos luminosos de forma continua […]
Molde móvil refrigerado exteriormente, del 28 de Septiembre de 2016, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo de tuberías que incluye un molde móvil para conformar plástico fundido en un producto realizado en el interior de dicho […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO PARA EMBALAR ARTICULOS EN CAJAS Y MAQUINA PARA LLEVAR A CABO EL PROCEDIMIENTO, del 10 de Marzo de 2010, de MARCHESINI GROUP S.P.A.: Procedimiento para embalar artículos en cajas, obteniéndose las cajas a partir de piezas en bruto tubulares , realizándose mediante una hoja superior (1h) […]
PROCEDIMIENTO PARA EMBALAR ARTICULOS EN CAJAS Y MAQUINA PARA LLEVAR A CABO EL PROCEDIMIENTO, del 10 de Marzo de 2010, de MARCHESINI GROUP S.P.A.: Procedimiento para embalar artículos en cajas, obteniéndose las cajas a partir de piezas en bruto tubulares , realizándose mediante una hoja superior (1h) […]