Calentamiento por inducción con gradiente de una pieza de trabajo.
Aparato para calentar o fundir por inducción con gradiente una pieza de trabajo (12),
comprendiendo el aparato:
una pluralidad de bobinas de inducción (14a- 14f) para disposición secuencial alrededor de la pieza de trabajo; y
una alimentación de corriente (16a-16f) para cada una de la pluralidad de bobinas de inducción, incluyendo cada una de las alimentaciones de corriente un inversor (INV) que tiene una salida de corriente alterna conectada a una respectiva de la pluralidad de bobinas de inducción;
caracterizado porque:
una línea de control (40) está conectada entre las alimentaciones de corriente;
la salida de corriente alterna del inversor de cada una de las alimentaciones de corriente tiene control de modulación de anchura de impulso; y
la línea de control controla de manera síncrona la salida de corriente alterna modulada en anchura de impulso del inversor de cada una de las alimentaciones de corriente.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06114599.
Solicitante: INDUCTOTHERM CORP..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 10 INDEL AVENUE, P.O. BOX 157 RANCOCAS, NEW JERSEY 08073 ESTADOS UNIDOS DE AMERICA.
Inventor/es: FISHMAN, OLEG S., NADOT,VLADIMIR V.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H02M7/48 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02M APARATOS PARA LA TRANSFORMACION DE CORRIENTE ALTERNA EN CORRIENTE ALTERNA, DE CORRIENTE ALTERNA EN CORRIENTE CONTINUA O DE CORRIENTE CONTINUA EN CORRIENTE CONTINUA Y UTILIZADOS CON LAS REDES DE DISTRIBUCION DE ENERGIA O SISTEMAS DE ALIMENTACION SIMILARES; TRANSFORMACION DE UNA POTENCIA DE ENTRADA EN CORRIENTE CONTINUA O ALTERNA EN UNA POTENCIA DE SALIDA DE CHOQUE; SU CONTROL O REGULACION (transformadores H01F; convertidores dinamoeléctricos H02K 47/00; control de los transformadores, reactancias o bobinas de choque, control o regulación de motores, generadores eléctricos o convertidores dinamoeléctricos H02P). › H02M 7/00 Transformación de una potencia de entrada en corriente alterna en una potencia de salida en corriente continua; Transformación de una potencia de entrada en corriente continua en una potencia de salida en corriente alterna. › utilizando tubos de descarga con electrodo de control o dispositivos semiconductores con electrodo de control.
- H05B6/02 H […] › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR. › H05B 6/00 Calefacción por campos eléctricos, magnéticos o electromagnéticos (terapia de radiación de microondas A61N 5/02). › Calefacción por inducción.
- H05B6/06 H05B 6/00 […] › Control, p. ej. de la temperatura, de la potencia.
PDF original: ES-2533595_T3.pdf
Fragmento de la descripción:
Calentamiento por inducción con gradiente de una pieza de trabajo Campo del invento El presente invento se refiere al de calentamiento por inducción con gradiente controlado de una pieza de trabajo.
Antecedentes del invento Es ventajoso calentar ciertas piezas de trabajo a un gradiente de temperatura a lo largo de una dimensión de la pieza de trabajo. Por ejemplo una pieza de trabajo cilíndrica de aluminio, o lingote, que sufre un proceso de extrusión es calentada generalmente a una temperatura más elevada a lo largo de su sección transversal en el extremo del lingote que es el extraído en primer lugar de la extrusora que de la sección transversal en el extremo opuesto del lingote. Esto se hace ya que el propio proceso de extrusión es exotérmico y calienta el lingote cuando pasa a través de la extrusora. Si el lingote era calentado uniformemente a través de su sección transversal a lo largo de su eje longitudinal completo, el extremo opuesto del lingote sería sobrecalentado antes de la extrusión y experimentaría una deformación por calor suficiente para hacer imposible la extrusión.
Un método de conseguir un calentamiento por inducción con gradiente de un lingote eléctricamente conductor, tal como un lingote de aleación de aluminio a lo largo de su eje longitudinal, es rodear el lingote con bobinas de inducción de solenoide secuenciales discretas. Cada bobina está conectada a una fuente de corriente a la frecuencia de línea de suministro (es decir 50 ó 60 Hz) . La corriente que circula a través de cada bobina de solenoide establece un campo de flujo longitudinal alrededor de la bobina que penetra en el lingote y lo calienta inductivamente. Con el fin de conseguir un calentamiento con gradiente a lo largo del eje longitudinal del lingote, cada bobina de forma secuencial desde un extremo del lingote al otro suministra generalmente una menor magnitud de corriente (energía) a la bobina. Pueden utilizarse rectificadores de silicio controlados en serie con la bobina de inducción para conseguir corrientes ajustables en la secuencia de bobinas.
El uso de la frecuencia de la línea de suministro constituye una fuente de corriente simple pero limita el rango de los tamaños de lingote que pueden ser calentados comercialmente en tal disposición. La profundidad de penetración (en metros) de la corriente de inducción es definida por la ecuación, 503 (Ï?/ÎF) 1/2, donde Ï? es la resistividad eléctrica del lingote en Ωâ?¢m.; Î es la permeabilidad magnética relativa (sin dimensiones) del lingote; y F es la frecuencia del campo aplicado. La permeabilidad magnética de un lingote no magnético, tal como el aluminio, es 1. El aluminio a 500º C tiene una resistividad eléctrica de 0, 087 ÎΩâ?¢metro. Por ello a partir de la ecuación, con F igual a 60 Hz, la profundidad de penetración puede ser calculada como aproximadamente de 19, 2 mm, o aproximadamente 0, 8 pulgadas. El calentamiento por inducción de un lingote es realizado prácticamente mediante un proceso de "termodifusión" en vez de intentar calentar inductivamente la sección transversal completa del lingote de una vez. Es decir el campo inducido penetra en una parte de la sección transversal del lingote, y se permite que el calor inducido irradie (se termodifunda) al centro del lingote. Típicamente una profundidad de penetración de campo inducida de una quinta parte del radio en sección transversal del lingote es reconocida como una profundidad de penetración eficiente. Por ello un lingote de aluminio con un radio de 10, 2 mm (4 pulgadas) da como resultado la profundidad óptima de penetración de 19, 2 mm (0, 8 pulgadas) con una corriente de 60 Hercios. Consecuentemente el rango de tamaños de lingote que pueden ser calentados por inducción eficientemente con una única frecuencia está limitado.
El documento DE-A-3710085 (Asea Brown Boveri) describe un aparato para calentar inductivamente piezas de trabajo en el que un inversor para cada uno de un número de inductores está conectado por una bobina de autoinducción de filtrado respectiva a la salida de un rectificador y cada inversor es controlado de manera independiente de los otros por un circuito oscilante de carga asociado.
El documento WO-A-00/28787 (Inductotherm) describe una bobina de inducción de múltiples secciones que rodea a un susceptor. La energía es proporcionada a cada una de las secciones de la bobina a partir de una única fuente de corriente a través de un circuito de conmutación.
Un objetivo del presente invento es proporcionar un aparato y un método de calentamiento inductivo con gradiente de un lingote con una frecuencia de corriente que puede ser fácilmente cambiada para tamaños variables de la pieza de trabajo.
Breve resumen del invento El presente invento proporciona un aparato como se ha descrito en la reivindicación 1 y un método como se ha descrito en la reivindicación 7. Otros aspectos del invento están descritos en las reivindicaciones dependientes.
Breve descripción de los dibujos Las figuras, en unión con la memoria y las reivindicaciones, ilustran uno o más modos no limitativos de puesta en práctica del invento. El invento no está limitado a la implantación ilustrada y al contenido de los dibujos.
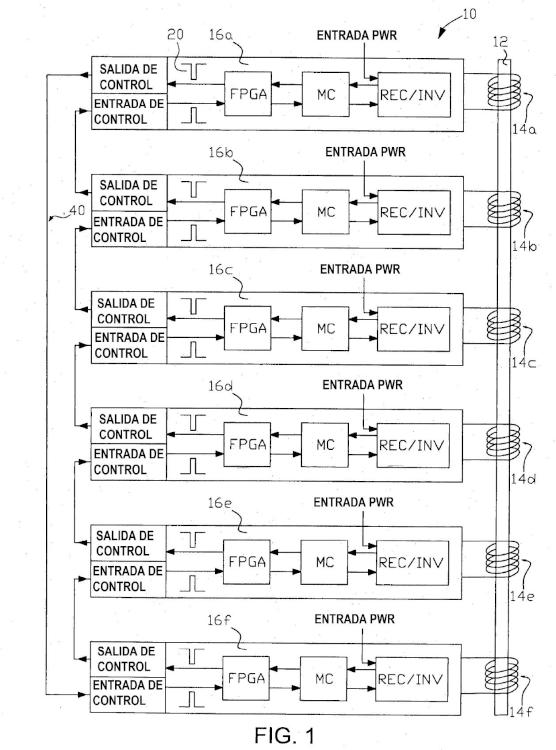
La fig. 1 es una vista esquemática simplificada que ilustra un ejemplo del aparato de calentamiento o fusión por inducción 2 5
con gradiente del presente invento.
La fig. 2 es una vista esquemática simplificada que ilustra una de una pluralidad de alimentaciones de corriente utilizadas en el aparato de calentamiento o fusión por inducción con gradiente del presente invento.
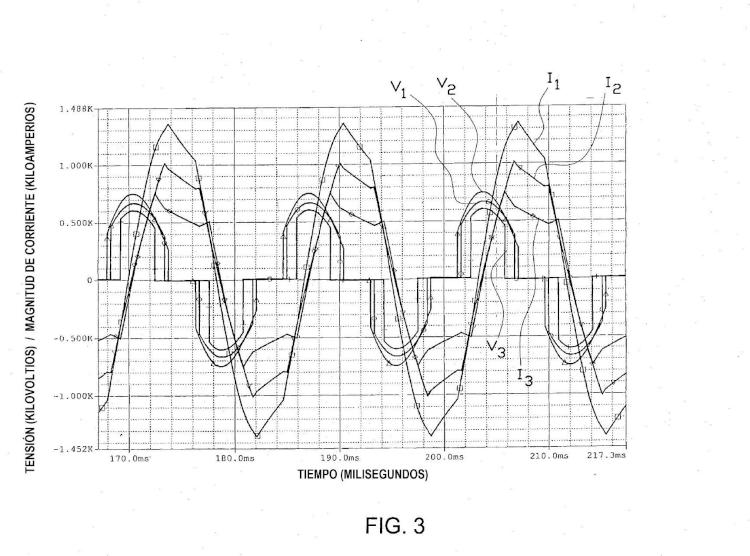
La fig. 3 es un gráfico que ilustra los resultados típicos en corrientes de bobina de carga para variaciones en las tensiones de salida del inversor para un ejemplo del aparato de calentamiento o fusión por inducción con gradiente del presente invento.
Descripción detallada del invento Se ha mostrado en la fig. 1 un ejemplo de un aparato 10 de calentamiento por inducción con gradiente del presente invento. La pieza de trabajo en este ejemplo particular no limitativo, es el lingote 12. Las dimensiones del lingote en la fig. 1 están exageradas para mostrar las bobinas secuenciales de inducción 14a a 14f alrededor de la pieza de trabajo. La pieza de trabajo puede ser cualquier tipo de pieza de trabajo eléctricamente conductora que requiere calentamiento con gradiente a lo largo de una de sus dimensiones pero por conveniencia, en este ejemplo específico, se hará referencia a la pieza de trabajo como si se tratara de un lingote y el calentamiento con gradiente será conseguido a lo largo del eje longitudinal del lingote. En otros ejemplos del invento, la pieza de trabajo puede ser un material eléctricamente conductor colocado dentro de un crisol, o un susceptor que es calentado para transferir calor a otro material. En estos ejemplos del invento, las bobinas de inducción están dispuestas alrededor del crisol o susceptor para proporcionar un calentamiento con gradiente del material situado en el crisol o susceptor.
Las bobinas de inducción 14a a 14f están mostradas diagramáticamente en la fig. 1. Prácticamente las bobinas serán bobinas de solenoide enrolladas fuertemente y adyacentes una a otra con la separación que se requiera para impedir un cortocircuito entre bobinas, lo que puede ser conseguido colocando un material dieléctrico entre las bobinas. Otras configuraciones de bobina son consideradas dentro del marco del invento.
Las alimentaciones de corriente moduladas en anchura de impulso (PWM) 16a a 16f pueden suministrar diferentes corrientes (energía) de valor de valor eficaz a las bobinas de inducción 14a a 14f, respectivamente. Cada alimentación de corriente puede incluir una alimentación de corriente de un rectificador/inversor con un condensador de filtro de paso bajo (CF) conectado a través de la salida del rectificador 60 y un condensador de sintonización (CTF) conectado a través de la entrada del inversor 62 como se ha mostrado en la fig. 2, y como se ha descrito en la Patentes Norteamericana nº
6.696.770 titulada Alimentación de Corriente de Calentamiento o Fusión por Inducción que Utiliza un Condensador de Sintonización. En la fig. 2, Lfc es un filtro en línea opcional y Lclr es una reactancia limitadora de corriente. La salida de cada alimentación de corriente es una tensión modulada en anchura del impulso a cada una de las bobinas de inducción.
La fig. 2 ilustra además los detalles de una alimentación de corriente típica en la que la fuente de corriente no limitativa (líneas designadas A, B y C) a cada la alimentación de corriente es de 400 voltios, 30 Hz. El inversor 62 comprende un inversor de puente completo que utiliza dispositivos de conmutación... [Seguir leyendo]
Reivindicaciones:
1. Aparato para calentar o fundir por inducción con gradiente una pieza de trabajo (12) , comprendiendo el aparato: una pluralidad de bobinas de inducción (14a-14f) para disposición secuencial alrededor de la pieza de trabajo; y 5 una alimentación de corriente (16a-16f) para cada una de la pluralidad de bobinas de inducción, incluyendo cada una de las alimentaciones de corriente un inversor (INV) que tiene una salida de corriente alterna conectada a una respectiva de la pluralidad de bobinas de inducción; caracterizado porque:
una línea de control (40) está conectada entre las alimentaciones de corriente; 10 la salida de corriente alterna del inversor de cada una de las alimentaciones de corriente tiene control de modulación de anchura de impulso; y la línea de control controla de manera síncrona la salida de corriente alterna modulada en anchura de impulso del inversor de cada una de las alimentaciones de corriente.
2. Un aparato según la reivindicación 1, en el que el inversor de cada una de las alimentaciones de corriente comprende al menos cuatro dispositivos de conmutación de estado sólido (S1, S2, S3, S4) y un controlador (MC) asociado con cada inversor controla los dispositivos de conmutación de estado sólido del inversor.
3. Un aparato según la reivindicación 1 ó 2, en el que al menos uno de los inversores tiene un condensador de sintonización (CTF) a través de la entrada del inversor.
4.Un aparato según cualquier reivindicación precedente, en el que la pluralidad de bobinas de inducción son bobinas de 20 inducción de solenoide enrolladas fuertemente dispuestas una junto a otra con una separación dieléctrica para impedir el cortocircuito entre bobinas adyacentes.
5. Un aparato según cualquier reivindicación precedente, en el que la pieza de trabajo comprende material eléctricamente conductor colocado dentro de un crisol.
6. Un aparato según cualquiera de las reivindicaciones 1 a 4, en el que la pieza de trabajo comprende un susceptor.
variar la modulación de anchura de impulso de la corriente alterna procedente de cada uno de los inversores separados. 9. Un método según la reivindicación 7 u 8, que incluye la operación de sincronizar la modulación de anchura de impulso de la corriente alterna procedente de cada uno de los inversores. 10. Un método según la reivindicación 9, que incluye la operación de transmitir una señal de control en serie entre los inversores para sincronizar la modulación de anchura de impulso de la corriente alterna procedente de cada uno de los inversores separados. 11. Un método según la reivindicación 10, en el que la señal de control comprende una señal de control maestra generada en uno de los inversores para transmisión en serie a la pluralidad de inversores restante. 12. Un método según la reivindicación 11, en el que uno de los inversores genera una señal de control anormal en serie 45 a aquél de los inversores en el que la señal de control maestra es generada. 7. Un método de calentar o fundir con gradiente una pieza de trabajo (12) por inducción, que comprende las operaciones de: suministrar corriente alterna desde un inversor respectivo (INV) a cada una de una pluralidad de bobinas de inducción (14a-14f) dispuestas alrededor y a lo largo de la longitud de la pieza de trabajo; inducir un campo magnético separado alrededor de cada una de la pluralidad de bobinas de inducción; 30 caracterizado por: modular en anchura de impulso la corriente alterna procedente de cada uno de los inversores separados para cada una de la pluralidad de bobinas de inducción; y
8. Un método según la reivindicación 7, que incluye la operación de insertar un condensador de sintonización (CTF) a través de la entrada de al menos uno de los inversores separados.
Patentes similares o relacionadas:
Sistema para cocinar con quemador y utensilio para cocinar, del 29 de Julio de 2020, de MIELE & CIE. KG: Sistema para cocinar con al menos un primer quemador y al menos un utensilio para cocinar , en el que el primer quemador y […]
Inducción de calor por imán giratorio, del 22 de Julio de 2020, de NOVELIS, INC.: Un sistema de calentamiento, que comprende: un aparato de calentamiento magnético para calentar un artículo de metal que se mueve en una dirección […]
Método para controlar un aparato de cocción y aparato de cocción, del 8 de Julio de 2020, de E.G.O. ELEKTRO-GERATEBAU GMBH: Método para controlar un aparato de cocción con un terminal móvil separado del aparato de cocción, donde el aparato de cocción presenta: - al menos […]
Dispositivo de contracción con control de calentamiento, del 1 de Julio de 2020, de HAIMER GMBH: Procedimiento para determinar una huella dactilar magnética de una parte (HP) del casquillo de un portaherramientas introducida en una bobina de inducción de […]
Procedimiento de detección de al menos una zona de cocción en una placa de cocción, del 17 de Junio de 2020, de Groupe Brandt: Procedimiento de detección de al menos una zona de cocción (Z10, Z11, Z12; Z20, Z21, Z22, Z23) en una placa de cocción, comprendiendo la placa […]
Método para operar una encimera de cocción de inducción y encimera de cocción de inducción, del 17 de Junio de 2020, de E.G.O. ELEKTRO-GERATEBAU GMBH: Método para operar una encimera de cocción de inducción para calentar agua en un recipiente de cocción , que está colocado por encima de al menos […]
Dispositivo de horno de cocina, del 15 de Junio de 2020, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo de horno de cocina. La presente invención hace referencia a un dispositivo de horno de cocina , en particular, a un dispositivo de horno de cocina de […]
Dispositivo de aparato de cocción, del 4 de Junio de 2020, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo de aparato de cocción. La presente invención hace referencia a un dispositivo de aparato de cocción , en particular, a un dispositivo de campo de […]