Un calentador tipo placa y un método para la fabricación del mismo.
Un calentador tipo placa, que comprende:
un componente superior (100) que comprende una primera cobertura externa (101) y una primera capa intermedia (102);
un componente inferior (200) que comprende una segunda cobertura externa (201) y una segunda capa intermedia (202);
un elemento de calentamiento (300) colocado entre el componente superior (100) y el componente inferior (200); y alambres conductores (400) laminados sobre la superficie de ambos extremos del elemento de calentamiento (300), caracterizado porque dicha primera cobertura externa (101) y dicha primera capa intermedia (102) se encuentran unidas por medio de una resina de poliolefina usando un proceso de revestimiento por extrusión; dicha segunda cobertura externa (201) y dicha segunda capa intermedia (202) se encuentran unidas por medio de una resina de poliolefina usando un proceso de laminado por extrusión;
y por el elemento de calentamiento (300) que comprende una primera capa de compuesto de carbono, en una forma endurecida, colocado entre el componente superior (100) y el componente inferior (200) y una segunda capa de compuesto de carbono laminada sobre la primera capa de compuesto por medio de impresión por rotograbado; los alambres conductores (400) que se termoadhieren por fusión a ambos extremos de la segunda capa de compuesto de carbono mediante laminado, sin adhesivo, de manera que cuando se pase electricidad por el alambre conductor, todas las capas de compuesto de carbono se calientan.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/026639.
Solicitante: CARBONIC HEAT CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2915 VAIL AVENUE CITY OF COMMERCE CA 90040 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SEO,TAE SUK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F24C7/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F24 CALEFACCION; HORNILLAS; VENTILACION. › F24C ESTUFAS U HORNILLAS DE USO DOMESTICO (exclusivamente para combustibles sólidos F24B ); DETALLES DE LAS ESTUFAS U HORNILLAS DE USO DOMESTICO, DE APLICACION GENERAL. › F24C 7/00 Estufas u hornillas calentadas por electricidad (estufas o cocinas especialmente adaptadas para el uso de dos o más tipos de combustible o suministro de energía F24C 1/02). › en las cuales el calor es directamente radiado por el elemento que calienta.
PDF original: ES-2522282_T3.pdf

Fragmento de la descripción:
Un calentador tipo placa y un método para la fabricación del mismo.
Campo Tecnológico
La presente invención consiste en un calentador, y más específicamente, un calentador tipo placa y un método para su fabricación.
Técnica anterior
Los calentadores tipo placa convencionales, los cuales generan calor cuando se les aplica electricidad, no solamente son limpios y no causan contaminación del aire, sino que su temperatura puede ajustarse fácilmente y no generan ruido. Estos, por lo tanto, se usan ampliamente en alfombras y camas, colchones de cama, edredones eléctricos y mantas, y equipos de calefacción para uso residencial en apartamentos, viviendas residenciales en general, etc. Además, se usan también en calentadores para edificios comerciales tales como oficinas y tiendas, calentadores industriales para talleres, almacenes, y barracones, y en otros diversos calentadores para uso industrial, en equipamiento agrícola tales como invernaderos y sistemas de secado para productos de agricultura, y varios sistemas anticongelantes, tales como dispositivos para el derretimiento de nieve y prevención de congelamiento en las calles y estructuras de estacionamiento. También tienen aplicaciones para uso recreativo, para protección contra el frío, equipos electrodomésticos del hogar, dispositivos para prevenir formaciones de vapor de agua en espejos y cristales, asistencia médica, cría de animales, etc.
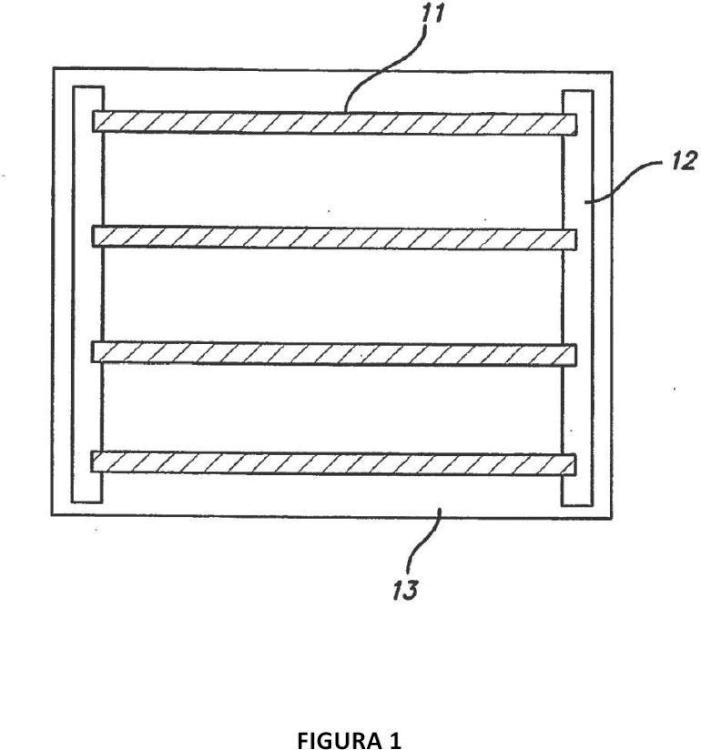
La Figura 1 es un diagrama que muestra la estructura de un calentador tipo placa de acuerdo con la técnica anterior. Con referencia a la Figura 1, el calentador consiste esencialmente en múltiples líneas de calentamiento en forma de escalera (11) configurada a intervalos regulares mediante las cuales ocurre el calentamiento (11). Las películas conductoras de corriente (12) a ambos lados de las líneas de calentamiento (11) suministran electricidad, y la película transparente (13) cubre todas las líneas de calentamiento (11) y las películas conductoras de corriente (12). En este caso, la película transparente (13) se configura de tal manera que cubre ambas partes tanto superior como inferior de las líneas de calentamiento (11) y la película conductora de corriente (12).
En el dispositivo de la técnica anterior de la Figura 1, las líneas de calentamiento (11) se hacen de carbono, y la película conductora de corriente (12) se proporciona en forma de una delgada película hecha de cobre o plata. La película conductora de corriente (12) y las líneas de calentamiento (11) se pegan la una a la otra usando un adhesivo conductor. La película transparente (13) se hace de polietileno (PET).
El método de fabricación del calentador tipo placa mostrado en la Figura 1 es de la siguiente manera.
Primero, una impresora que usa tinta conductora (el material de calentamiento) se usa para imprimir las líneas de calentamiento (11), las cuales se configuran en un patrón de escalera, sobre la película transparente de PET.
Luego, un conductor adhesivo se usa para pegar la delgada película conductora de corriente (12) hecha de cobre o plata de tal manera que se conecten los extremos de las líneas de calentamiento (11) adyacentes.
Después de esto, una película transparente (13) se pega a la superficie de las líneas de calentamiento (11) y a la película conductora de corriente (12) usando un método de laminado en seco, específicamente un método de adhesión y cohesionado.
En la modalidad del calentador tipo placa mostrado en la Figura 1, el calentador se configura de tal manera que se genera calor por las líneas de calentamiento (11) configuradas en un patrón de escalera. Sin embargo, los calentadores tipo placa de la técnica anterior tienen esencialmente la forma de calentadores tipo línea, en vez de calentadores tipo placa que proporcionan calefacción en toda la superficie. Específicamente, el calor se genera solamente en las líneas de calentamiento (11) a las cuáles se les aplica un material de calentamiento, en vez de generar calor en toda la superficie del calentador.
Por lo tanto, los calentadores en los cuales el calor se genera solamente en las líneas de calentamiento (11) tienen la desventaja de una brusca disminución del efecto de calefacción.
Además, en la técnica anterior, debido a limitaciones en la propia resistencia eléctrica de la película conductora de corriente y concerniente al fenómeno de rápida carbonización del adhesivo conductor usado en la película conductora de corriente (12), no se ha hecho posible generar temperaturas de 5 °C o superiores en las áreas de calefacción o usar tales equipos de calefacción por largos períodos. En consecuencia, en calentadores de la técnica anterior, es preferible usar tramos de alambre más gruesos para secciones de aproximadamente 1 metro o menos, conectados mediante soldadura o adhesión para poder conectar los elementos de calentamiento uno con el otro.
En la técnica anterior, además, la conducción de electricidad y calefacción eran solamente posibles en las áreas en las cuales los elementos de calentamiento estuviesen impresos, era necesario generar temperaturas relativamente altas para transmitir calor por todo el dispositivo, lo que tiene como resultado una sobrecarga de las áreas conductoras de corriente y la película conductora de corriente. En consecuencia, debido al fenómeno de carbonización del adhesivo conductor usado en la película conductora de corriente, hay un rápido decrecimiento en el funcionamiento y un alto riesgo de fuego como resultado del calentamiento de la película conductora de corriente o del componente conductor impreso.
Además, en la técnica anterior, la conexión debía realizarse usando tramos gruesos de alambre a longitudes específicas (aproximadamente 4 cm-1 cm) o más, lo cual hace la conexión extremadamente compleja en proyectos de construcción de gran área, tales como colocar losas en cemento, requiriendo así una gran cantidad de personal de obra.
En la técnica anterior, además, por mucho que los rayos infrarrojos se emitan solamente en las áreas de conducción impresas, la cantidad real de radiación con respecto al área total que se va a calentar se reduce a la mitad. Cuando el método de la técnica anterior se usa tal cual, como las áreas en las que el calor se genera y no se genera, están claramente separadas, esto conlleva a que la calefacción uniforme sea inalcanzable, y por lo tanto es necesario cubrir el elemento de calentamiento con un conductor térmico que pueda fiablemente conducir el calor. Además, como no hay manera de procesar la corriente inducida generada en el elemento de calentamiento, el problema de daño causado por la electricidad estática tiene que ser tolerado. Adicionalmente, como la placa conductora de corriente es larga en área, genera una relativamente larga cantidad de ondas electromagnéticas.
Finalmente, los Intentos de arreglar la película conductora de corriente en su lugar usando un adhesivo, requiere el uso de una película que sea lo más gruesa posible, debido a esta adhesión.
La EP 49 393 describe una estera de calentamiento con un elemento que consiste en una capa de compuesto de grafito carbono y gllcol de polletileno Intercalados entre láminas de películas de plástico, una de las cuales tiene una tira de conducción para conectar una corriente eléctrica a través de la capa.
Objetivo de la Invención
El objetivo de la presente invención consiste en solucionar los problemas de la técnica anterior discutidos anteriormente, proporcionando un calentador tipo placa en el cual el calor puede generarse uniformemente por toda la superficie del calentador y un método para su fabricación.
Descripción de la Invención
Lo siguiente es una explicación de la presente Invención con referencia a las figuras adjuntadas, las cuales muestran ejemplos funcionales de preferencia de la presente Invención, con el objetivo de explicar la invención con suficiente detalle de manera que una persona que posea conocimiento general en el campo tecnológico de la invención pueda usar la Información técnica de la presente Invención para fácilmente poner en práctica la Invención.
En lo siguiente, se describe un calentador tipo placa de superficie completa en el cual el calor se genera por toda la superficie, en contraste con los calentadores tipo placa que tienen elementos de calentamiento con configuraciones de tipo de línea.
Con el objetivo de alcanzar el propósito anterior, el calentador tipo placa de la presente Invención comprende un componente superior compuesto por una primera cobertura externa y una primera capa Intermedia unidas y un componente Inferior compuesto por una segunda cobertura externa y una segunda capa intermedia unidas, con un... [Seguir leyendo]
Reivindicaciones:
1. Un calentador tipo placa, que comprende:
un componente superior (1) que comprende una primera cobertura externa (11) y una primera capa intermedia
(12);
un componente inferior (2) que comprende una segunda cobertura externa (21) y una segunda capa intermedia
(22);
un elemento de calentamiento (3) colocado entre el componente superior (1) y el componente inferior (2); y alambres conductores (4) laminados sobre la superficie de ambos extremos del elemento de calentamiento (3), caracterizado porque dicha primera cobertura externa (11) y dicha primera capa intermedia (12) se encuentran unidas por medio de una resina de poliolefina usando un proceso de revestimiento por extrusión; dicha segunda cobertura externa (21) y dicha segunda capa intermedia (22) se encuentran unidas por medio de una resina de poliolefina usando un proceso de laminado por extrusión;
y por el elemento de calentamiento (3) que comprende una primera capa de compuesto de carbono, en una forma endurecida, colocado entre el componente superior (1) y el componente inferior (2) y una segunda capa de compuesto de carbono laminada sobre la primera capa de compuesto por medio de impresión por rotograbado; los alambres conductores (4) que se termoadhieren por fusión a ambos extremos de la segunda capa de compuesto de carbono mediante laminado, sin adhesivo, de manera que cuando se pase electricidad por el alambre conductor, todas las capas de compuesto de carbono se calientan.
2. El calentador tipo placa de la reivindicación 1, en el cual el compuesto de carbono se compone de una mezcla de una resina de polímero de uretano, un polvo conductor, aditivos, y un diluyente solvente.
3. El calentador tipo placa de la reivindicación 1, en el cual la primera capa intermedia y una segunda capa intermedia se componen de un material no tejido, papel, o algodón.
4. El calentador tipo placa de la reivindicación 1, en el cual la primera cobertura externa y la segunda cobertura externa se seleccionan de polietileno, polipropileno, y nailon.
5. Un método para la fabricación de un calentador tipo placa, caracterizado por
fabricar un componente superior (1) que comprende una primera cobertura externa (11) y una primera capa intermedia (12);
fabricar un componente inferior (2) que comprende una segunda cobertura externa (21) y una segunda capa intermedia (22);
unir dicha primera cobertura externa (11) y dicha primera capa intermedia (12) por una resina de poliolefina usando un proceso de revestimiento por extrusión;
unir dicha segunda cobertura externa (21) y dicha segunda capa intermedia (22) por una resina de poliolefina usando un proceso de laminado por extrusión;
aplicar un elemento de calentamiento (3) que comprende una primera capa de compuesto de carbono, en una forma endurecida, colocado entre el componente superior (1) y el componente inferior (2) y aplicar una segunda capa de compuesto de carbono laminada sobre la primera capa de compuesto mediante impresión por rotograbado;
pegar alambres conductores (4) mediante termoadherencia por fusión a ambos extremos de la segunda capa de compuesto de carbono por laminado, sin un adhesivo, de manera que cuando se pase electricidad por el alambre conductor, todas las capas de compuesto de carbono se calientan; y
unir el componente inferior al cual el elemento de calentamiento se ha aplicado, al componente superior.
6. El método para la fabricación de un calentador tipo placa de acuerdo con la reivindicación 5, en el cual la unión de la cobertura externa y la capa intermedia se lleva a cabo mediante laminado por extrusión usando una resina de poliolefina que tiene un punto de fusión desde 1 °C a 17 °C.
7. El método para la fabricación de un calentador tipo placa de acuerdo con la reivindicación 5, en el cual el laminado por rotograbado se lleva a cabo usando una malla de rodillo de impresión por rotograbado con tamaño de 8# a 15#.
8. El método para la fabricación de un calentador tipo placa de acuerdo con la reivindicación 5, en el cual la unión de los alambres se lleva a cabo mediante termoadherencia por fusión usando resina de poliolefina.
9. El método para la fabricación de un calentador tipo placa de acuerdo con la reivindicación 5, en el cual el grosor de los alambres se ajusta a la fabricación de productos que tienen un ancho de 1 metro o más sin realizar cortes.
1. El método para la fabricación de un calentador tipo placa de acuerdo con la reivindicación 5, en el cual el proceso de laminado que se usa es laminado por extrusión.
11. El calentador tipo placa de la reivindicación 1, en el cual los alambres son tiras planas o alambres trenzados, los cuales se presionan hasta conseguir una forma plana.
12. El calentador tipo placa de la reivindicación 4, en el cual la primera cobertura externa y la segunda cobertura externa se seleccionan de polietileno, polipropileno, y películas de nailon.
13. El calentador tipo placa de la reivindicación 12, en el cual se aplica una impresión a la primera cobertura externa.
14. El calentador tipo placa de la reivindicación 1, en el cual los alambres son alambre plano o un alambre trenzado prensado hasta lograr una forma plana.
15. El calentador tipo placa de la reivindicación 14, en el cual los alambres consisten en un alambre trenzado que tienen un diámetro total de 3 mm o más, prensado hasta lograr una forma plana.
Patentes similares o relacionadas:
Encimera de cocción, del 6 de Noviembre de 2019, de E.G.O. ELEKTRO-GERATEBAU GMBH: Encimera de cocción con una placa de encimera de cocción y con al menos un dispositivo de calentamiento dispuesto debajo, que presenta: - una placa […]
Unidad de radiador, del 5 de Noviembre de 2019, de WORLDBEST CORPORATION: Un radiador, incluyendo: un elemento reflector generalmente en forma de sombrero o en forma de anillo que tiene una superficie reflectante cóncava generada […]
Dispositivo de inducción y procedimiento de ajuste de temperatura, del 18 de Septiembre de 2019, de SAMSUNG ELECTRONICS CO., LTD.: Un dispositivo de inducción que comprende: un cuerpo principal que comprende un calentador ; un botón configurado para ser unido […]
Aparato calefactor por infrarrojos, adecuado particularmente para el uso en zonas con riesgo de explosión, del 24 de Julio de 2019, de STAR PROGETTI TECNOLOGIE APPLICATE SPA: Aparato calefactor por infrarrojos con cámara hermética al aire, que comprende al menos una bombilla alojada en una carcasa constituida […]
Panel calentador y método para montar un panel calentador de este tipo, del 1 de Mayo de 2019, de De Mos, L. J: Panel calentador, que comprende: - una carcasa , - un panel que tiene una superficie radiante de calor frontal y una superficie posterior y - una […]
DISPOSITIVO CALEFACTOR, del 29 de Octubre de 2018, de SONIFER, S.A.: 1. Dispositivo calefactor que comprende un cuerpo principal en forma de torre y a modo de carcasa protectora, que comprende inferiormente una […]
Procedimiento de revestimiento con una capa protectora contra la oxidación para un carbono/material compuesto de carbono, calentador de carbono y cocina, del 3 de Mayo de 2017, de LG ELECTRONICS INC.: Un procedimiento de revestimiento con una capa protectora contra la oxidación para un carbono/material compuesto de carbono, que comprende: disolver una resina polimérica […]
Horno calentador, del 3 de Mayo de 2017, de PANASONIC CORPORATION: Un horno calentador que comprende: un dispositivo calentador; una tecla del temporizador que es una tecla táctil del tipo de capacidad electrostática y que está […]