Cadena de producción de artículos de cartón.
Cadena de producción de artículos de cartón (1) que comprende,
en línea, una máquina cortadora (3), que corta piezas semiacabadas (7, 7') de una banda de cartón (5), y una formadora de artículos (8), que conforma cada pieza semiacabada, caracterizada porque comprende una unidad de giro que gira las piezas semiacabadas una sí y otra no 90º o 180º.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/004903.
Solicitante: HUHTAMAKI OYJ.
Nacionalidad solicitante: Finlandia.
Dirección: KEILARANTA 10 02150 ESPOO FINLANDIA.
Inventor/es: KESSELER,BERNHARD, POLLARD,ADE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B17/00
- B65D3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 3/00 Recipientes rígidos o semirígidos que tienen cuerpos o paredes periféricas de sección transversal curva o parcialmente curva, realizados enrollando o curvando papel sin plegar según líneas definidas. › esencialmente cónicos o prácticamente cónicos.
PDF original: ES-2498929_T3.pdf
Fragmento de la descripción:
Cadena de producción de artículos de cartón
La presente invención se refiere a una cadena de producción de artículos de cartón.
Las cadenas de producción de artículos de cartón son ya bien conocidas en el estado actual de la técnica (véase por ejemplo el documento US 24/224829 A1). En tales cadenas de producción de artículos de cartón de una banda de cartón se cortan piezas planas semiacabadas y posteriormente se conforman éstas, por ejemplo para obtener la pared lateral de una taza de cartón, uniéndose, preferentemente pegándose, entre sí los extremos de la pieza de cartón. En el pasado, tales cadenas de producción de artículos de cartón comprendían únicamente una máquina formadora de artículos. Las piezas semiacabadas se suministraban en pilas, por ejemplo con una carretilla de horquilla elevadora, y luego se cargaban manualmente en la formadora de artículos. Las piezas semiacabadas se han producido en otra cadena, preferentemente de manera centralizada para un gran número de formadoras de artículos. Sin embargo, este proceso es desventajoso, ya que el material de las piezas semiacabadas debía transportarse varias veces, primero en forma de bobina y luego como productos semiacabados.
Por tanto, el objetivo de la presente invención era proporcionar una cadena de producción de artículos de cartón que no presentara las deficiencias del estado actual de la técnica.
Este objetivo se logra mediante una cadena de producción de artículos de cartón que comprende, en línea, una máquina cortadora, que corta piezas semiacabadas de una banda de cartón, y una formadora de artículos, que conforma cada pieza semiacabada, por ejemplo para obtener la pared lateral de un artículo.
La cadena de producción de artículos de cartón de la invención tiene la ventaja de que es mucho más higiénica, ya que las piezas semiacabadas no se almacenan en una unidad de almacenamiento intermedio donde pueden contaminarse con polvo o similares. El proceso de producción es más seguro para el operador, ya que sólo es necesario transportar una bobina a la cadena de producción. El proceso es también más seguro puesto que se realizan menos transportes dentro del taller. El resto está automatizado. La cadena de la invención tiene una mayor eficacia energética, porque no es necesario transportar las piezas semiacabadas a una unidad de almacenamiento, y es más rápida que las cadenas de producción según el estado actual de la técnica, ya que el tiempo de inactividad de las máquinas es menor.
Según la presente invención, el término "cartón" incluye también artículos hechos de papel. El cartón y/o el papel pueden ser multicapa y pueden estar cubiertos de un revestimiento para hacerlos más resistentes a los fluidos, la grasa, al oxígeno y/o la humedad. El material de cartón o papel puede comprender una capa de sellado.
La presente invención se refiere a una cadena de producción de artículos de cartón. Esta cadena de producción comprende, en línea, una máquina cortadora, que corta piezas semiacabadas de una banda de cartón, que se suministra a la cadena de producción preferentemente en forma de bobina, y una formadora de artículos, que conforma cada pieza semiacabada, por ejemplo para obtener la pared lateral de un artículo. Simultánea o posteriormente, preferentemente se une un fondo a la pared lateral. En particular, la cadena de producción de la invención se refiere a una cadena de producción de tazas. Estas tazas pueden comprender una pared lateral simple o doble. Con la cadena de producción de la invención pueden producirse también bandejas, platos, cajas, en particular cajas plegadas, o similares.
Según la presente invención, "en línea" significa que cada formadora de artículos está asociada, una tras otra, a una máquina cortadora, estando situada una máquina cortadora aguas arriba de una o más formadoras de artículos. Según la presente invención, "en línea" significa además o alternativamente que la máquina cortadora produce las piezas semiacabadas con una capacidad esencialmente adaptada a las necesidades y que las piezas semiacabadas no se almacenan como productos intermedios en un almacén. Las piezas semiacabadas producidas por la máquina cortadora se suministran directamente a una formadora de artículos, situada aguas abajo con respecto a la máquina cortadora, y en esta formadora de artículos se conforman, por ejemplo para obtener la pared lateral del artículo. Puede existir más de una máquina formadora por cada máquina cortadora.
Preferentemente la máquina cortadora es un troquel, que corta de la banda de cartón los productos semiacabados. Según la invención, y tal y como se reivindica en la reivindicación 1, las piezas semiacabadas se cortan de la banda de manera que la pieza semiacabada preferentemente está girada 9° o 18° con relación a la siguiente. De este modo se producen muy pocos desechos. La máquina cortadora comprende preferentemente un acceso para descargar manualmente las piezas semiacabadas. La o las herramientas de corte para la máquina cortadora preferentemente son intercambiables, con el fin de que sea posible producir diferentes artículos en la cadena de producción de la invención. Cada herramienta comprende preferentemente una identificación, por ejemplo un transpondedor, para que la cadena de producción de la invención sepa qué herramienta se halla actualmente en qué máquina. En caso de que la herramienta respectiva no corresponda a las herramientas de los demás componentes de la cadena de producción, se disparará una alarma y/o la cadena de producción no empezará a funcionar. La máquina cortadora, preferentemente el troquel, funciona preferentemente a una velocidad de hasta 18 carreras por minuto con especialmente hasta 5 imágenes, a partir de las cuales se obtienen los productos semiacabados, a lo
ancho de la banda. Preferentemente la banda tiene una anchura de hasta 1. mm. El mínimo es 1 Imagen a lo ancho de la banda. La anchura es preferentemente perpendicular a la dirección de transporte de la banda.
Preferentemente, la máquina cortadora comprende cerca de su salida un separador, en especial un separador por hileras y/o por pilas, siendo el número de hileras/pilas preferentemente Idéntico al número de imágenes a lo ancho de la banda. El separador divide cada pila de productos semlacabados en una multitud de secciones separadas, teniendo cada sector cierta altura y/o cierto número de productos semlacabados por sección. Esto se consigue, por ejemplo, insertando medios de separación en cada pila, en especial a intervalos regulares. Los medios de separación pueden ser, por ejemplo, uno o más dedos separadores. A continuación, la unidad de transferencia ase una de estas secciones, preferentemente de manera separada para cada hilera. Adicional o alternativamente pueden separarse con medios de separación las pilas individuales de productos semiacabados.
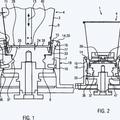
La formadora de artículos conforma un producto tridimensional, por ejemplo la pared lateral de una taza, por ejemplo una pared lateral cilindrica o cónica, a partir de la pieza semiacabada plana. Por consiguiente, la forma de artículos comprende, por ejemplo, un mandril alrededor del cual se enrolla el producto de cartón semiacabado. Preferentemente la formadora de artículos puede operar independientemente de una unidad de transferencia y/o de la máquina cortadora. La formadora de artículos preferentemente dispone de un acceso para la alimentación manual de piezas semiacabadas a la misma. La o las herramientas de conformación para la máquina cortadora preferentemente sin intercambiables, con el fin de que sea posible producir diferentes artículos en la cadena de producción de la invención. Cada herramienta comprende preferentemente una identificación, por ejemplo un transpondedor, con el fin de que la cadena de producción de la invención sepa qué herramienta se halla actualmente en qué máquina de la cadena de producción. En caso de que la herramienta respectiva no corresponda a las herramientas de los demás componentes de la cadena de producción, se disparará una alarma y/o la cadena de producción no empezará a funcionar. La formadora de artículos funciona preferentemente con un rendimiento de producción de hasta 35 artículos por minuto.
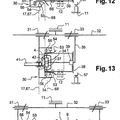
Preferentemente, entre la máquina cortadora y una o más formadoras de artículos está dispuesta una unidad de transferencia. Esta unidad de transferencia transfiere las piezas semiacabadas a una o más formadoras de artículos. Las piezas semiacabadas pueden transferirse pieza a pieza o por lotes, es decir varias piezas simultáneamente. La unidad de transferencia comprende preferentemente una pinza, que ase los productos semiacabados pieza a pieza o por pilas y transfiere... [Seguir leyendo]
Reivindicaciones:
1. Cadena de producción de artículos de cartón (1) que comprende, en línea, una máquina cortadora (3), que corta piezas semiacabadas (7, 7') de una banda de cartón (5), y una formadora de artículos (8), que conforma cada pieza semiacabada, caracterizada porque comprende una unidad de giro que gira las piezas
semiacabadas una sí y otra no 9° o 18°.
2. Cadena de producción de artículos de cartón (1) según la reivindicación 1, caracterizada porque, entre la máquina cortadora (3) y la formadora de artículos (8), está dispuesta una unidad de transferencia (4) que transfiere las piezas semiacabadas (7, 7') a la formadora de artículos (8).
3. Cadena de producción de artículos de cartón (1) según la reivindicación 2, caracterizada porque las piezas
semiacabadas (7, 7') se transfieren pieza a pieza o por lotes.
4. Cadena de producción de artículos de cartón según una de las reivindicaciones anteriores, caracterizada porque la formadora de artículos (8) comprende medios de transporte a los cuales la unidad de transferencia (4) transfiere las piezas semiacabadas.
5. Cadena de producción de artículos de cartón según la reivindicación 4, caracterizada porque los medios de
transporte pueden cargarse manualmente.
6. Cadena de producción de artículos de cartón según una de las reivindicaciones anteriores, caracterizada porque comprende una impresora en línea aguas arriba con respecto a la máquina cortadora (3).
7. Cadena de producción de artículos de cartón según una de las reivindicaciones anteriores, caracterizada porque la capacidad de la máquina cortadora (3) y/o de la unidad de transferencia (4) es mayor que la
capacidad de la formadora de artículos (8).
8. Cadena de producción de artículos de cartón según una de las reivindicaciones anteriores, caracterizada porque la formadora de artículos (8) comprende un almacenamiento intermedio para las piezas semiacabadas (7, 7').
9. Cadena de producción de artículos de cartón según una de las reivindicaciones anteriores, caracterizada
porque la capacidad de la formadora de artículos puede controlarse.
Patentes similares o relacionadas:
APARATO Y METODO PARA LA FABRICACION DE CHAROLAS PARA EMPAQUE CON DIFERENTES ESTRUCTURAS Y PRODUCTO OBTENIDO, del 22 de Noviembre de 2018, de HERRERO PEREZ RIOJA, Juan Antonio: Un método y aparato para producir charolas que están o no recubiertas con una película plástica y que retienen atmósferas modificadas y a las […]
Método para formar un rollo de boca en una taza de cartón recubierto de plástico y una taza hecha con el método, del 28 de Septiembre de 2016, de STORA ENSO OYJ: Un método para formar un rollo de boca en una taza hecha de cartón de taza recubierto de plástico, en donde el rollo se genera en la boca […]
 Método de producción de un saliente para apilado y herramienta correspondiente, del 9 de Marzo de 2016, de SEDA INTERNATIONAL PACKAGING GROUP SPA: Método de producción de un saliente de apilado que sobresale hacia dentro de una pared de un vaso con las siguientes etapas:
i) insertar un mandril […]
Método de producción de un saliente para apilado y herramienta correspondiente, del 9 de Marzo de 2016, de SEDA INTERNATIONAL PACKAGING GROUP SPA: Método de producción de un saliente de apilado que sobresale hacia dentro de una pared de un vaso con las siguientes etapas:
i) insertar un mandril […]
Envase y procedimiento de producción del mismo, del 7 de Enero de 2015, de SEDA S.P.A.: Un envase para recibir alimentos o bebidas deshidratadas que comprende una pared circundante del envase, una abertura superior del envase y una parte […]
Un procedimiento para realizar preformas a medida para cajas, del 3 de Diciembre de 2014, de SYSTEM S.P.A.: Un procedimiento para realizar cajas a medida, caracterizado porque comprende las siguientes etapas: recogida de al menos una hoja de material […]
Dispositivo de deformación de la pared periférica de vasos de cartón apilables, del 16 de Abril de 2014, de JENNER, ERNEST: Dispositivo de deformación de la pared periférica de vasos apilables, comprendiendo cada vaso un zócalo que define un espacio hueco bajo el vaso delimitado […]
Recipiente de cartón y método de fabricación del mismo, del 2 de Abril de 2014, de Emerson & Renwick Ltd: Un método para formar un recipiente de cartón que incluye un miembro de funda, incluyendo dicho método las etapas de situar una pieza en tosco del […]
 PROCEDIMIENTO E INSTALACION PARA LA CONFECCION DE UNA CAJA COMPUESTA, del 31 de Agosto de 2010, de SIDEL PARTICIPATIONS: Procedimiento de confección de una caja compuesta de cartón donde la caja comprende dos partes: una media caja americana sin fondo y - una bandeja que sirve […]
PROCEDIMIENTO E INSTALACION PARA LA CONFECCION DE UNA CAJA COMPUESTA, del 31 de Agosto de 2010, de SIDEL PARTICIPATIONS: Procedimiento de confección de una caja compuesta de cartón donde la caja comprende dos partes: una media caja americana sin fondo y - una bandeja que sirve […]