CABEZAL DE MODELADO DE METAL COMPUESTO CON DISPOSITIVO OCULTABLE DE SEPARACIÓN DE PREIMPREGNADO DE SU CINTA DE SOPORTE.
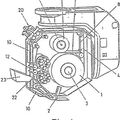
Cabezal de modelado (20) de una cinta preimpregnada donde un preimpregnado (10) acoplado a una cinta de soporte (12) se separa de su cinta de soporte por peladura mediante un separador (23) justo antes de un elemento (21) de colocación de la cinta preimpregnada (10) en una herramienta de colocación (11),
caracterizado porque comprende después del separador unos medios ocultables (30) de separación del preimpregnado (10) de la cinta de soporte (12) permitiendo la separación del preimpregnado justo antes del separador (23), con lo cual la separación del preimpregnado puede ser realizada antes cuando dichos medios se encuentran activados
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/000493.
Solicitante: FOREST-LINE CAPDENAC.
Nacionalidad solicitante: Francia.
Dirección: 20 RUE DE L'ARC DE TRIOMPHE 75017 PARIS FRANCIA.
Inventor/es: TILLEMENT,Pierre,André,Henri, CHARRA,Stéphane,Robert,Elie.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Abril de 2008.
Clasificación Internacional de Patentes:
- B29C70/38D2
- B29C70/54D
Clasificación PCT:
- B29C70/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361801_T3.pdf
Fragmento de la descripción:
La invención se refiere a un cabezal de modelado equipado con un dispositivo de separación de preimpregnado de su cinta de soporte.
Es conocida la colocación automática en un molde o herramienta de colocación, mediante un robot provisto con una cabeza de modelado, de una cinta o una capa de fibras para la fabricación de distintas piezas tales como alas de avión, a partir de una cinta compuesta constituida por elementos de fibras (carbono, vidrio, Keviar®, etc.) encoladas por impregnación de una resina termoendurecible o termoplástica, y sostenidas en una cinta de soporte de papel o de film plástico. El preimpregnado debe pasar por debajo de un elemento de colocación del cabezal de modelado y se coloca en el molde o la herramienta mediante dicho elemento de colocación, que puede ser por ejemplo un rodillo, eventualmente segmentado.
El documento US 5 314 563 muestra tales procedimientos de colocación de compuesto mediante un cabezal de modelado, donde el preimpregnado es llevado hasta el elemento de colocación del cabezal de modelado en su cinta de soporte, es depositado mediante un elemento de colocación, con la cinta de soporte que pasa por debajo del elemento de colocación y se rebobina a continuación por delante del elemento de colocación.
Debido a que tales procedimientos presentan inconvenientes, la Solicitante ha perfeccionado y descrito en el documento US 4 842 684, un procedimiento donde la cinta compuesta proviene de una bobina para pasar por el cabezal de modelado donde la cinta de fibras preimpregnadas se separa de la cinta de soporte y es reenviada a un mandril de enrollamiento, mientras que el preimpregnado es aplicado en el molde o las capas anteriores ya depositadas, mediante un elemento de colocación y de compactado constituido generalmente por un rodillo o un zócalo aplicador unido al cabezal de modelado. Contrariamente a los procedimientos anteriores, la cinta de soporte se encuentra separada del preimpregnado justo antes del elemento de colocación.
Teniendo en cuenta formas de piezas realizadas y principalmente sus bordes, conviene no solamente colocar tramos de cinta de “ancho completo” en los cuatro costados, sino también tramos de formas diversas obtenidos por recorte complejo de la cinta.
Para los recortes de paso con formas simples, se utiliza un proceso de colocación en un solo paso, que comprende el recorte in situ de las cintas a colocar y su colocación inmediata con la misma máquina. Una cuchilla mecánica o de ultrasonidos corta la cinta preimpregnada directamente en su papel soporte sin cortar éste último, que se volverá a enrollar en el mandril después de la peladura justo antes del elemento de colocación.
Para las cintas a recortar de modo complejo, la Solicitante ha ideado un procedimiento en dos pasos, según el cual el recorte se hace antes del procedimiento de colocación propiamente dicho, con una primera máquina especializada donde los tramos sucesivos prerrecortados están colocados en una cinta de soporte inicial o entre dos protectores y enrollados en un casete instalado a continuación en el cabezal de modelado.
Para garantizar la guía del preimpregnado, la separación del preimpregnado y de su soporte debe realizarse lo más cerca posible del rodillo de colocación del cabezal de modelado, colocado de forma transversal a la cinta.
No obstante, esta exigencia es difícil de llevar a cabo cuando los recortes sucesivos del preimpregnado están colocados en la cinta de soporte de modo que se ven uno al lado del otro en una misma línea transversal de la cinta, partes de dos tramos sucesivos, como es el caso de un recorte oblicuo principalmente, por ejemplo a 45º, entre dos tramos donde la cola del primer tramo está junto al cabezal del segundo tramo. A los efectos de evitar que el cabezal del segundo tramo pase por debajo del rodillo de colocación cuando el primer tramo no está totalmente colocado, se está obligado a mantener una distancia entre dicho rodillo y el separador superior al largo de solapamiento de los dos tramos sucesivos, es decir superior al ancho de la cinta en el caso de un recorte a 45º donde el largo de solapamiento iguala el ancho de la cinta. Esta distancia necesaria es entonces más grande de lo deseable en los casos donde no es indispensable por el recorte oblicuo, y principalmente en el caso normal de un simple recorte transversal. Se puede dar entonces una guía deficiente de la cinta de preimpregnado.
Para remediar este problema, la Solicitante ha descrito, en el documento FR 2 888 156, un cabezal de modelado de una cinta preimpregnada donde una cinta preimpregnada acoplada a una cinta de soporte está separada de su cinta por peladura mediante un separador justo antes de un elemento de colocación de la cinta preimpregnada en una herramienta de colocación, y donde la distancia entre el separador y el elemento de colocación es ajustable mediante un carro móvil, por ejemplo. Esta distancia es ajustable en el transcurso de la colocación entre un valor mínimo donde el separador y el elemento de colocación están muy próximos uno de otro y un valor máximo donde están separados una distancia al menos Este dispositivo resulta plenamente satisfactorio, pero exige una cierta ocupación de espacio para obtener la rigidez compatible con las exigencias de precisión de colocación.
Por ello, el objetivo de la invención es proponer una solución alternativa al problema de la separación del preimpregnado.
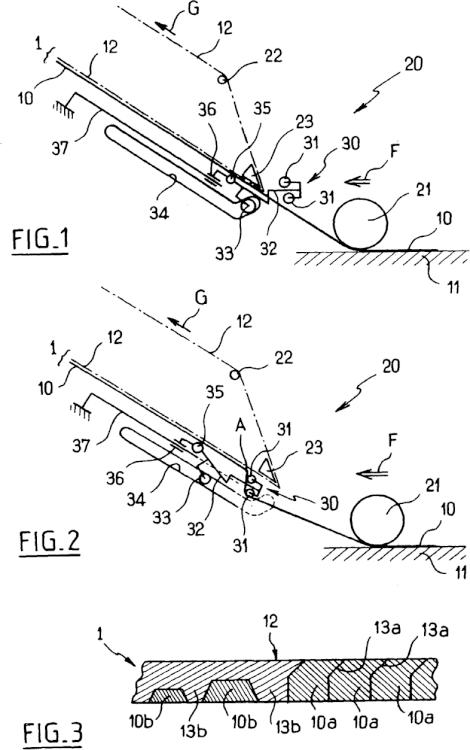
La invención alcanza su objetivo mediante un cabezal de modelado de un preimpregnado donde un preimpregnado acoplado a una cinta de soporte se separa de su cinta de soporte por peladura mediante un separador justo antes de un elemento de colocación del preimpregnado en una herramienta de colocación. La invención está caracterizada porque comprende entre el separador y el elemento de colocación medios ocultables de separación del preimpregnado con respecto a la cinta de soporte, que permiten la separación del preimpregnado de su soporte justo antes del separador, de modo que la separación del preimpregnado pueda ser realizada antes cuando dichos medios se activan.
En la práctica, mientras que las cintas de preimpregnado se terminan en forma recta, los medios de separación auxiliares permanecen ocultos y el separador efectúa solo y normalmente la separación del preimpregnado de su soporte por peladura. Cuando las cintas de preimpregnado terminan en forma inclinada (con respecto a la trayectoria del producto), los medios de separación auxiliares se activan y, como complemento del separador, anticipan la peladura insertándose entre el preimpregnado y su soporte hasta que el final de la cinta en proceso de colocación esté suelta de su soporte. Los medios de separación auxiliares vuelven a continuación a su posición oculta.
Ventajosamente, los medios de separación ocultables comprenden al menos un elemento de separación que puede desplazarse entre una primera posición, oculta, donde está fuera de la trayectoria del preimpregnado y una segunda posición, activa, donde desvía la trayectoria del preimpregnado en la proximidad del separador, de modo que realiza la separación del preimpregnado y su pre-despegue de la cinta de soporte.
Ventajosamente, el elemento de separación en su segunda posición, activa, rodea el separador para volver a subir hacia antes del preimpregnado, para realizar con mayor seguridad el despegue anticipado.
Ventajosamente, los medios de separación ocultables comprenden un soporte del elemento montado en unos medios giratorios y medios deslizantes con respecto al cabezal de modelado.
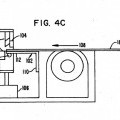
Ventajosamente, los medios de separación ocultables pueden ser controlados mediante una leva y un rodillo de seguimiento permitiendo realizar los dos movimientos a partir de un movimiento de traslación. Estos dos movimientos pueden ser realizados también secuencialmente mediante dos mandos independientes, uno que controla el basculamiento y el otro la traslación. Estos mandos pueden ser neumáticos, eléctricos, hidráulicos, etc.
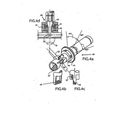
En la práctica, un carro soporta dos bielas donde se encuentran los medios auxiliares de separación. El carro tiene una unión deslizante que le permite moverse en forma paralela a la circulación del producto mediante un sistema de arrastre. La unión entre las bielas y el carro es una unión giratoria.
Ventajosamente, el elemento de separación es un cable o un rodillo de separación, o preferentemente dos pequeños rodillos de separación, o cualquier otro elemento que pueda ser insertado... [Seguir leyendo]
Reivindicaciones:
1. Cabezal de modelado (20) de una cinta preimpregnada donde un preimpregnado (10) acoplado a una cinta de soporte (12) se separa de su cinta de soporte por peladura mediante un separador (23) justo antes de un elemento
(21) de colocación de la cinta preimpregnada (10) en una herramienta de colocación (11), caracterizado porque comprende después del separador unos medios ocultables (30) de separación del preimpregnado (10) de la cinta de soporte (12) permitiendo la separación del preimpregnado justo antes del separador (23), con lo cual la separación del preimpregnado puede ser realizada antes cuando dichos medios se encuentran activados.
2. Cabezal de modelado (20) según la reivindicación 1, caracterizado porque los medios ocultables de separación comprenden al menos un elemento de separación (31) que puede desplazarse entre una primera posición, oculta, donde está fuera de la trayectoria del preimpregnado y una segunda posición, activa, donde desvía la trayectoria del preimpregnado cerca del separador.
3. Cabezal de modelado (20) según la reivindicación 2, caracterizado porque el elemento de separación (31) en su segunda posición, activa, rodea el separador para volver a subir hacia antes del preimpregnado (10).
4. Cabezal de modelado (20) según la reivindicación 3, caracterizado porque los medios ocultables de separación comprenden un soporte (32) del elemento (31) montado en unos medios giratorios (35) y unos medios deslizantes
(36) con respecto al cabezal de modelado.
5. Cabezal de modelado (20) según la reivindicación 4, caracterizado porque los medios ocultables de separación están controlados en movimiento mediante una leva (34) y un rodillo seguidor (33).
6. Cabezal de modelado (20) según cualquiera de las reivindicaciones 2 a 5, caracterizado porque el elemento de separación es un rodillo de separación (31).
7. Cabezal de modelado (20) según cualquiera de las reivindicaciones 2 a 5, caracterizado porque el elemento de separación es un cable.
8. Cabezal de modelado (20) según cualquiera de las reivindicaciones 1 a 7, caracterizado porque el separador es una arista de peladura (23).
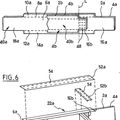
9. Cabezal de modelado (20) según cualquiera de las reivindicaciones 1 a 8, caracterizado porque la cinta de soporte (12) soporta por una parte recortes de preimpregnado (10a) separados por simples líneas de corte (13a) y por otra parte recortes de preimpregnado (10b) separados por espacios correspondientes a recortes. (13b).
Patentes similares o relacionadas:
CABEZAL MULTIAPLICADOR DE TIRAS DE FIBRA Y MÉTODO DE APLICACIÓN DE LAS TIRAS DE FIBRA, del 31 de Enero de 2012, de TORRES MARTINEZ,MANUEL: Cabezal multiaplicador de tiras de fibra, de los que suministranmúltiples tiras de aplicación independientes, para ser compactadas de manera conjunta […]
DISPOSICIÓN PARA GENERAR UN FLUJO DE CORRIENTE ELÉCTRICA A TRAVÉS DE FIBRAS DE CARBONO, del 14 de Noviembre de 2011, de KIERSCH COMPOSITE GMBH: Disposición para generar un flujo de corriente a través de fibras de carbono con una fuente de corriente con al menos dos conductores eléctricos […]
MÉTODO Y APARATO PARA PRODUCIR MATERIAL PREPREG COMPUESTO DESCENTRADO, del 20 de Junio de 2011, de THE BOEING COMPANY: Un aparato para producir un material prepreg compuesto descentrado de dos capas en forma de cinta incluyendo; un rollo de papel de refuerzo montado […]
PROCEDIMIENTO DE FABRICACIÓN DE UN BRAZO PARA LA DISTRIBUCIÓN DE HORMIGÓN, Y BRAZO ASÍ FABRICADO, del 13 de Junio de 2011, de CIFA S.P.A.: Procedimiento de fabricación un brazo para la distribución de hormigón , u otro material similar al hormigón, utilizado en vehículos de […]
 DISPOSITIVO; SISTEMA Y PROCEDIMIENTO DE CORTE DE HAZ DE FIBRAS, del 15 de Abril de 2011, de THE BOEING COMPANY: Un aparato para cortar un haz de fibras incluyendo: medios para soportar el haz de fibras; medios para cortar el haz de fibras; […]
DISPOSITIVO; SISTEMA Y PROCEDIMIENTO DE CORTE DE HAZ DE FIBRAS, del 15 de Abril de 2011, de THE BOEING COMPANY: Un aparato para cortar un haz de fibras incluyendo: medios para soportar el haz de fibras; medios para cortar el haz de fibras; […]
 MECANISMO Y MÉTODO PARA EL CORTE ANGULAR PREDETERMINADO DE UNA PLURALIDAD DE TIRAS DE CAPAS, del 17 de Febrero de 2011, de THE BOEING COMPANY: Un aparato para el corte en ángulo de una pluralidad de tiras de capas paralelas y separadas, comprendiendo dicho aparato: un alojamiento; una pluralidad […]
MECANISMO Y MÉTODO PARA EL CORTE ANGULAR PREDETERMINADO DE UNA PLURALIDAD DE TIRAS DE CAPAS, del 17 de Febrero de 2011, de THE BOEING COMPANY: Un aparato para el corte en ángulo de una pluralidad de tiras de capas paralelas y separadas, comprendiendo dicho aparato: un alojamiento; una pluralidad […]
 PROCEDIMIENTO DE REALIZACIÓN DE ELEMENTOS DE REFUERZO DE MATERIAL COMPUESTO, del 21 de Enero de 2011, de MESSIER-DOWTY SA: Procedimiento de realización de por lo menos un elemento de refuerzo, que comprende las fases de: - recortar en placas de fibras dos flancos alargados sensiblemente […]
PROCEDIMIENTO DE REALIZACIÓN DE ELEMENTOS DE REFUERZO DE MATERIAL COMPUESTO, del 21 de Enero de 2011, de MESSIER-DOWTY SA: Procedimiento de realización de por lo menos un elemento de refuerzo, que comprende las fases de: - recortar en placas de fibras dos flancos alargados sensiblemente […]
 PERFECCIONAMIENTOS EN CABEZALES DE APLICACION DE CINTAS DE FIBRA, del 22 de Julio de 2010, de TORRES MARTINEZ,MANUEL: Perfeccionamientos en cabezales de aplicación de cintas de fibra, para la aplicación de cintas de fibra que se suministran con un papel de soporte y protección, […]
PERFECCIONAMIENTOS EN CABEZALES DE APLICACION DE CINTAS DE FIBRA, del 22 de Julio de 2010, de TORRES MARTINEZ,MANUEL: Perfeccionamientos en cabezales de aplicación de cintas de fibra, para la aplicación de cintas de fibra que se suministran con un papel de soporte y protección, […]