CABEZAL DE FRESADO EN TRICEPTS CON CONTROL DE PROFUNDIDAD ELECTROMECANICO.
Cabezal de fresado en tricepts con control de profundidad electromecánico.
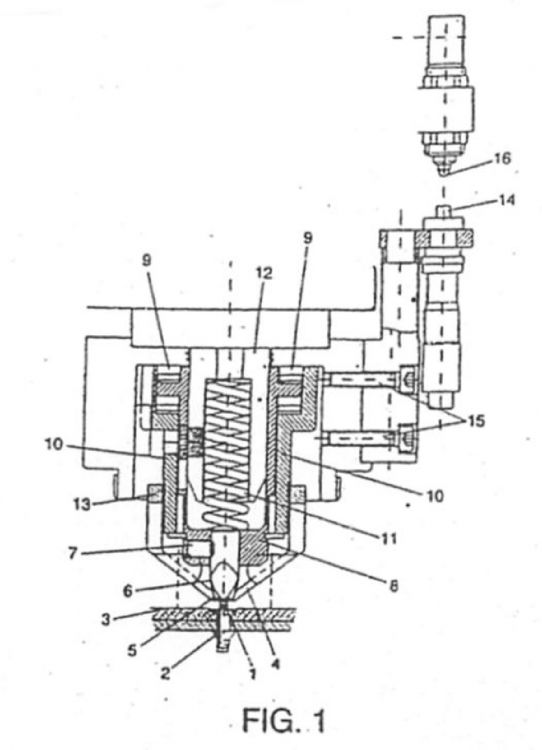
Comprende una boquilla (4) con una embocadura (5) de introducción de un vástago sobrante (1) de un remache (2); y frente a la que incluye una fresa (6) para realizar el afeitado del vástago (1) de los diferentes remaches practicados en una pieza. Se caracteriza porque la fresa está fijada mediante un muelle (11) de compensación de fresado y la boquilla, (4) está fijada con una altura de separación respecto de la fresa (6) igual a la altura de fresado, de forma que la embocadura (5) determina un tope mecánico de profundidad de fresado al contactar con la superficie (17) de la cabeza del remache (2). La boquilla (4) es regulable en altura para seleccionar la altura de fresado adaptándose a los diferentes remaches existentes en el mercado.
Comprende un tope eléctrico (16, 14) a partir del cual, tras producirse el tope mecánico, se efectúa la retirada del cabezal para realizar un nuevo remache
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702549.
Solicitante: AIRBUS ESPAA S.L..
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: ASTORGA RAMIREZ,JUAN RAMON, GRILLE SACALUGA,BENITO.
Fecha de Solicitud: 28 de Septiembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 15 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B21J15/50 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Dispositivos para levantar o cortar los remaches.
- B23B47/28 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 47/00 Características de estructura de los elementos constitutivos especialmente concebidos para las máquinas de escariar o de taladrar; Accesorios de estas máquinas (husillos de trabajo, palieres correspondientes B23B 19/02; para máquinas herramientas en general B23Q). › Plantillas para perforar piezas (equipo para la colocación o el guiado del taladro B23B 49/00).
Clasificación PCT:
Fragmento de la descripción:
Cabezal de fresado en tricepts con control de profundidad electromecánico.
Objeto de la invención
La invención se refiere a un cabezal que está previsto para efectuar el fresado o afeitado del vástago sobrante que queda en un remache tras su realización, para evitar que el vástago sobrante pueda emerger respecto a la superficie en la que se ha practicado el remache, para lo que se toma como referencia de profundidad de afeitado la propia cabeza del remache, de forma que siempre se realice el afeitado con la misma profundidad en cada remache realizado, manteniendo los márgenes de tolerancia establecidos con independencia de la profundidad a la que cada remache haya quedado fijado en la pieza; y que tiene por objeto proporcionar un tope de afeitado mecánico que establece y asegura que la profundidad de afeitado, sea siempre la misma aunque se deforme el elemento o superficie en la que se ha practicado el remache. Además proporciona un tope eléctrico a partir del cual se efectúa la retirada del cabezal para la ejecución de un nuevo afeitado de forma que se obtiene un notable aumento del rendimiento de la operación.
La invención es aplicable en cualquier sector de la industrial en el que se requiera efectuar el afeitado del vástago sobrante de los diferentes remaches practicados en una pieza, y preferentemente se aplica en la industria aerodinámica en los remaches ciegos que se realizan para fijar el revestimiento de los aviones.
Antecedentes de la invención
El antecedente más próximo a la invención lo constituye la patente española con número de solicitud 200701064, en la que se describe un cabezal de fresado que está dotado de una boquilla que incluye un orificio central que define una embocadura de introducción del vástago sobrante de un remache, para efectuar el afeitado o fresado de los diferentes remaches practicados en una pieza, y todo ello de manera que la embocadura tiene una dimensión adecuada para que apoye sobre la superficie de dicha cabeza del remache de manera que tras efectuarse el afeitado siempre se deje la misma cantidad de vástago en cada remache realizado. En este documento la fresa está montada de forma fija sobre un elemento desplazable, de manera que se efectúa el avance de la fresa hacia la embocadura una longitud previamente establecida mediante la disposición de un tope micrométrico con el que al contactar un microinterruptor se retira el cabezal finalizando el afeitado.
Además la boquilla está situada sobre un soporte mediante un resorte para que al presionar la embocadura sobre la superficie del remache, venciendo la acción del resorte, se desplace la carcasa respecto a la fresa provocándose el avance de ésta.
La configuración descrita presenta el inconveniente de que si el elemento a superficie sobre la que se está efectuando el fresado se deforma, puede darse la circunstancia de que sea fresada la cabeza del remache al recuperar la deformación.
Además cuando se recupera la deformación si se está mecanizando simultáneamente en la cara opuesta del elemento con otra máquina, como resultado del empuje también se producirán daños en la cabeza del remache por exceso de mecanizado.
También cabe señalar que si se aumenta el avance de trabajo, por variación de la longitud del vástago, es necesario volver a regular la ubicación del microinterruptor para adaptarlo a la nueva longitud.
Además esta configuración no permite realizar un control óptimo el desgaste de la fresa y las vibraciones que la fresa produce al efectuar el afeitado pueden provocar su rotura.
Descripción de la invención
Para conseguir los objetivos y resolver los inconvenientes anteriormente indicados, la invención ha desarrollado un nuevo cabezal de fresado que al igual que el previsto en el estado de la técnica comprende una boquilla que está dotada de un orificio central que define una embocadura de introducción del vástago sobrante de un remache, y frente a la que incluye una fresa para realizar el afeitado del vástago de los diferentes remaches practicados en la pieza. Además la embocadura tiene una dimensión adecuada para que apoye sobre la superficie de dicha cabeza del remache de manera que tras efectuarse el afeitado siempre se deje la misma cantidad de vástago en cada remache realizado. También incluye al menos un tope micrométrico que contacta con un microinterruptor para realizar la retirada del cabezal e iniciar un nuevo afeitado; todo ello gobernado por un robot.
La principal novedad de la invención se centra en que la fresa está fijada mediante un muelle de compensación de fresado y la boquilla está fijada con una altura de separación respecto a la fresa, igual a la altura de fresado, para que al iniciarse el afeitado la embocadura quede separada de la superficie de la cabeza del remache la altura del fresado de forma que dicha embocadura determina un tope mecánico de profundidad del fresado al contactar con la superficie de la cabeza del remache.
Lo que permite discriminar los parámetros de corte en función del tamaño del remache.
Esta configuración tiene la gran ventaja de que el tope mecánico asegura que la profundidad de fresado es siempre la misma, con independencia de que el elemento o superficie sobre el que está dispuesto el remache, se deforme y recupere la deformación durante la ejecución del afeitado.
Además esta configuración tiene la gran ventaja de que la fresa está situada en una posición flotante, por la disposición del muelle, y controlada por éste, de manera que se proporciona un medio que absorbe las vibraciones que se producen al efectuarse el afeitado, lo que repercute una mayor durabilidad de la herramienta y una mayor calidad del afeitado.
Otra característica de la invención radica en que la boquilla está prevista de forma que es regulable en altura para establecer la altura de fresado, lo que permite modificar fácilmente la profundidad de afeitado, cuando así se requiera, como por ejemplo puede ser el caso en el que se empleen otro tipo de remaches con vástagos más largos o cortos.
Además la invención prevé que el tope micrométrico y el microinterruptor estén dispuestos de manera que una vez que la embocadura contacta con la superficie de la cabeza del remache, el avance de la fresa continúe por la acción del muelle y absorbido por éste, hasta que seguidamente se activa el microinterruptor de forma que se efectúa la retirada del cabezal para realizar un nuevo remache.
Esta configuración tiene la gran ventaja de que mediante el tope mecánico se garantiza que el afeitado se efectúa a la correcta altura, y mediante el tope eléctrico se finaliza el ciclo de fresado y se retira la herramienta.
La estructura de cabezal descrita determina un ahorro notable de tiempo.
Además la invención prevé que la fresa sea desmontable sobre un soporte que está asistido por el muelle, lo que permite reafilar la fresa para su reutilización con el consiguiente ahorro de stocks.
En consecuencia la herramienta resulta más económica.
A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma, se acompañan una serie de figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención.
Breve enunciado de las figuras
Figura 1.- Muestra una vista esquemática de un posible ejemplo de realización de la invención en el que el cabezal se encuentra en posición de iniciar el afeitado de un vástago.
Figura 2.- Muestra una vista equivalente a la figura anterior en la que se ha finalizado el afeitado del vástago.
Descripción de la forma de realización preferida
A continuación se realiza una descripción de la invención basada en las figuras anteriormente comentadas.
El cabezal de la invención, tal y como se expresa en el enunciado, está montado en un dispositivo conocido como tricepts que es gobernado por un robot (no representados por no ser objeto de la invención) para efectuar el afeitado de un vástago sobrante 1 de un remache 2 realizado sobre un objeto o superficie 3.
El cabezal está dotado de una boquilla 4 que comprende un orificio central que define una embocadura 5 frente a la que incluye una fresa 6 que, mediante un tornillo 7, está fijada sobre un soporte giratorio 8 sobre una pieza fija 10, para lo que se prevén unos rodamientos 9.
Además el soporte giratorio 8 está asistido por un muelle 11 con ayuda de una...
Reivindicaciones:
1. Cabezal de fresado en tricepts con control de profundidad electromecánico que comprende una boquilla (4) dotada de un orificio central que define una embocadura (5) de introducción del vástago sobrante (1) de un remache (2) y frente a la que incluye una fresa (6), para realizar el afeitado del vástago (1) de los diferentes remaches (2) practicados en una pieza; y teniendo la embocadura (5) una dimensión adecuada para que apoye sobre la superficie (17) de la cabeza del remache (2) de forma que el afeitado siempre se realice con la misma profundidad en cada remache realizado; e incluyendo al menos un tope micrométrico (14), que contacta con un microinterruptor (16) para realizar la retirada del cabezal e iniciar un nuevo afeitado; todo ello gobernado por un robot; caracterizado porque la fresa (6) está fijada mediante un muelle (11) de compensación del fresado y la boquilla (4) está fijada con una altura de separación respecto a la fresa (6) igual a la altura de fresado, para que la embocadura determine un tope mecánico de profundidad de fresado al contactar con la superficie (17) de la cabeza del remache (2).
2. Cabezal de fresado en tricepts con control de profundidad electromecánico, según reivindicación 1, caracterizado porque la boquilla(4) es regulable en altura para establecer la altura de fresado.
3. Cabezal de fresado en tricepts con control de profundidad electromecánico, según reivindicación 1, caracterizado porque el tope micrométrico (14) y el microinterruptor (16) están dispuestos de manera que una vez que la embocadura (5) contacta con la superficie (17) de la cabeza del remache (2), el avance de la fresa (6) continúa por la acción del muelle (11) y absorbido por éste, hasta que seguidamente se activa el microinterruptor (16).
4. Cabezal de fresado en tricepts con control de profundidad electromecánico, según reivindicación 1, caracterizado porque la fresa (6) es desmontable sobre un soporte giratorio (8), que está asistido por el muelle (11).
Patentes similares o relacionadas:
Método para retirar elementos de fijación ciegos, del 7 de Marzo de 2018, de THE BOEING COMPANY: Un método para retirar un elemento de fijación ciego de un agujero a través de una pieza de trabajo que tiene un lado accesible y un lado inaccesible, la pieza […]
 REPARACIÓN DE UNIONES REMACHADAS DE TECHO, del 17 de Marzo de 2011, de RENAULT SAS: Procedimiento de reparación de un techo de cubrición de vehículo, estando el techo unido al vehículo por al menos una unión remachada que aprieta elementos […]
REPARACIÓN DE UNIONES REMACHADAS DE TECHO, del 17 de Marzo de 2011, de RENAULT SAS: Procedimiento de reparación de un techo de cubrición de vehículo, estando el techo unido al vehículo por al menos una unión remachada que aprieta elementos […]
 ELEMENTO DE FIJACION CIEGO Y PROCEDIMIENTO PARA EXTRAERLO DE UNA PIEZA DE TRABAJO, del 18 de Octubre de 2010, de AVDEL UK LIMITED: Un elemento de fijación ciego para la inserción a través de una abertura en una pieza de trabajo, el elemento de fijación comprendiendo un pasador , un manguito […]
ELEMENTO DE FIJACION CIEGO Y PROCEDIMIENTO PARA EXTRAERLO DE UNA PIEZA DE TRABAJO, del 18 de Octubre de 2010, de AVDEL UK LIMITED: Un elemento de fijación ciego para la inserción a través de una abertura en una pieza de trabajo, el elemento de fijación comprendiendo un pasador , un manguito […]
 CABEZAL DE FRESADO DE LOS VASTAGOS DE REMACHES, del 15 de Julio de 2010, de AIRBUS ESPAA S.L.: Cabezal de fresado de los vástagos de remaches.
Comprende una embocadura de introducción del vástago sobrante de un remache y frente […]
CABEZAL DE FRESADO DE LOS VASTAGOS DE REMACHES, del 15 de Julio de 2010, de AIRBUS ESPAA S.L.: Cabezal de fresado de los vástagos de remaches.
Comprende una embocadura de introducción del vástago sobrante de un remache y frente […]
HERRAMIENTA PARA DESMONTAR REMACHES Y PROCEDIMIENTO DE DESMONTAJE DE REMACHES CORRESPONDIENTE., del 16 de Junio de 2004, de ALSTOM: Una herramienta para desmontar remaches , que comprende: - una fresa rotatoria que presenta un extremo delantero de mecanizado […]
FIJACION PROVISIONAL., del 1 de Julio de 2002, de ALLFAST FASTENING SYSTEMS, INC.: LA INVENCION SE REFIERE A UNA FIJACION TEMPORAL QUE UNE DOS PIEZAS DE TRABAJO ADYACENTES . LA FIJACION INCLUYE UNA ESPIGA […]
DISPOSITIVO Y PROCEDIMIENTO PARA ENSAMBLAR PIEZAS DE CARROCERIAS DE AUTOMOVILES DE METAL LIGERO., del 16 de Marzo de 1997, de AUDI AG: UN DISPOSITIVO PARA PUNZONADO DE UN AGUJERO EN COMPONENTES DE METAL LIGERO SUPERPUESTOS Y PARA EL PERFILADO DE LOS COMPONENTES EN LA DISPOSICION […]
 HERRAMIENTA PARA LA COLOCACION DE ELEMENTOS DE FIJACION CON MEDIOS DE RECOGIDA DE PARTES DE DICHOS ELEMENTOS, del 16 de Enero de 2008, de TEXTRON FASTENING SYSTEMS LIMITED: Una herramienta para la colocación de elementos de sujeción para colocar elementos de sujeción del tipo en que una parte del elemento se rompe […]
HERRAMIENTA PARA LA COLOCACION DE ELEMENTOS DE FIJACION CON MEDIOS DE RECOGIDA DE PARTES DE DICHOS ELEMENTOS, del 16 de Enero de 2008, de TEXTRON FASTENING SYSTEMS LIMITED: Una herramienta para la colocación de elementos de sujeción para colocar elementos de sujeción del tipo en que una parte del elemento se rompe […]