CABEZAL DE FRESADO PARA ELIMINAR LOS ELEMENTOS DE DISIPACIÓN TÉRMICA DE UN TUBO.
Un cabezal de fresado (20) para una herramienta de fresado rotatorio,
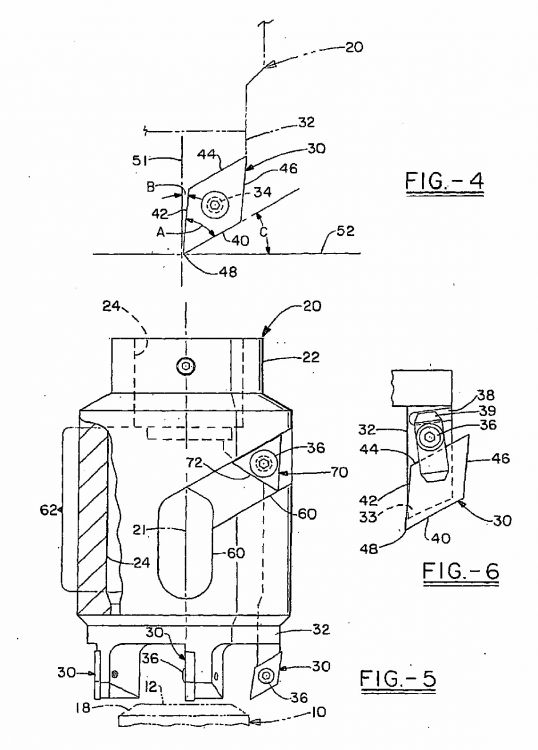
que comprende: un cuerpo que tiene una porción (22) de montaje de una herramienta adaptado para conectarse a una herramienta de fresado rotatorio, en donde el cuerpo tiene un orificio del diámetro del tubo adaptado para aceptar una porción del tubo (10), y uno o más elementos de fresado (30), en donde uno o más elementos de fresado (30) están conectados a un soporte (32) de los elementos de fresado del cuerpo, caracterizado porque el elemento o elementos de fresado (30) están adaptados para el fresado de los elementos de disipación del calor (14) sobre el tubo (10), en donde el elemento de fresado (30) tiene un primer borde de corte mas inferior (40) y un segundo borde de corte (42) que se cruzan en una punta (48) localizada en un bode interno radial inferior del elemento de fresado, y en donde el ángulo (A) entre el primer borde de corte (40) y el segundo borde de corte (42) es inferior a 60º, y en donde el ángulo (C) entre el primer borde de corte (40) y una línea (52) que se extiende a través de la punta (48) perpendicular a un eje rotacional central (21) del cabezal de fresado (20) es de 15º a 75º
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/042573.
Solicitante: H & S TOOL, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: P.O. BOX 393 WADSWORTH, OHIO 44282 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HALL,J.,RANDALL.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Noviembre de 2006.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B23B5/16F
- B23C5/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Dispositivos para fijación de los elementos cortantes o de los dientes.
- B23P6/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
Clasificación PCT:
- B23B5/16 B23 […] › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 5/00 Máquinas o dispositivos para tornear especialmente concebidos para realizar un trabajo particular; Accesorios correspondientes especialmente concebidos con este fin. › para biselar, achaflanar, o desbarbar las extremidades de barras o tubos.
- B23B51/04 B23B […] › B23B 51/00 Herramientas para máquinas de taladrar. › para taladrar.
- B23C3/00 B23C […] › Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32).
- B23C3/12 B23C […] › B23C 3/00 Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32). › Desbarbado o acabado de aristas, p. ej. desbarbado de ángulos soldados.
- B23D25/04 B23 […] › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 25/00 Máquinas o dispositivos para el cizallado de productos brutos que no se desplazan según la dirección del corte (control especialmente adaptado al cizallado de productos brutos que no se desplacen según la dirección del corte B23D 36/00; control de la flexión durante el desplazamiento de los materiales flexibles B21C 47/10). › en las que la cizalla se desplaza en bloque con la pieza durante el corte (B23D 25/06 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención está relacionada con un cabezal de fresado para un dispositivo de fresado de acuerdo con el preámbulo de la reivindicación 1, y en particular la presente invención está relacionada con un dispositivo de fresado rotatorio, en donde el cabezal de fresado es capaz de impartir un acabado deseado sobre un tubo, preferiblemente en un tubo del intercambiador de calor. El cabezal de fresado incluye uno o más elementos de fresado capaces de cortar y/o retirar los salientes o elementos de disipación térmica conectados a una superficie cilíndrica exterior del tubo. Los elementos de disipación térmica se retiran del tubo en una direccion longitudinal a lo largo de la longitud del tubo. En una realización, el cabezal de fresado incluye un elemento de fresado biselado. Los métodos para el fresado de un tubo que tiene elementos de disipación térmica se encuentran descritos también en la reivindicación 11 y en las reivindicaciones dependientes 12 a 17.
ANTECEDENTES DE LA INVENCIÓN
Los sistemas de generación de energía eléctrica o bien otras plantas de producción hacer circular fluidos tales como agua o vapor, a través de tubos o bancos de tubos. El fluido con frecuencia se calienta y se utiliza, por ejemplo, para el accionamiento de turbinas que generan electricidad. Teniendo en cuenta el deterioro debido a la corrosión y similares, los tubos requieren ocasionalmente su reemplazo. Los tubos a reparar o reemplazar se cortan generalmente en una zona predeterminada, utilizando una sierra potente o bien un soplete de corte. Por ejemplo, consúltese la patente de los EE.UU. número 5033347.
Los mencionados tubos que requieren su reemplazo o reparación pueden ser los tubos del intercambiador de calor que comprenden un tubo que tiene elementos de disipación térmica dispuestos sobre una superficie exterior del tubo. Los elementos de disipación térmica están dispuestos según cualquier patrón y típicamente están soldados o adheridos al tubo o similar. Los elementos de disipación térmica ayudan en la transferencia de calor entre el tubo y la atmósfera ambiente.
Tales tubos del intercambiador de calor son bien conocidos en la técnica; véase la patente de los EE.UU. número 4051586 de Hicks por ejemplo.
Con el fin de reparar los tubos del intercambiador de calor, el extremo del tubo tiene que estar preparado y con frecuencia es deseable retirar los elementos de disipación de calor dentro de una zona a una distancia predeterminada del extremo del tubo. Se han propuesto en la técnica anterior varios dispositivos y métodos para retirar los elementos de disipación de calor.
La patente de los EE.UU. número 4747886 está relacionada con una unidad de un robot para cortar las aletas que tienen tuberías que se extienden sobre los lados opuestos, con las tuberías dispuestas en filas separadas en paralelo, que comprenden un carro que puede moverse en la direccion longitudinal entre las filas de las tuberías. Un par de rodillos de guía se encuentran montados en el carro para rodar contra la tubería de una de las filas. El carro incorpora también cuatro ruedas de presión cargadas con resortes que se soportan contra las aletas de la tubería en una fila adyacente, con el fin de presionar el carro y los rodillos de guía contra la tubería sobre la cual ruedan los rodillos de guía. Se encuentran conectados un par de sopletes de corte o bien cuchillas mecánicas en el carro sobre los lados opuestos de los rodillos de guía, de forma que puedan cortar las aletas de las tuberías sobre las cuales ruedan los rodillos de guía.
La patente de los EE.UU. número 5160549 está relacionada con una máquina de desbarbado adaptada para la fijación y corte de estructuras con aletas alargadas, tales como tubos con aletas. La máquina de desbarbado incluye un bastidor principal alargado que tiene al menos una pista de guía, medios de soporte fijados a la placa de base y adaptada para soportar la estructura con aletas de una unidad de carro, que es movible longitudinalmente con respecto al bastidor principal y la pista de guía, y al menos una unidad de soplete de corte montado en forma movible sobre la unidad del carro. Cada soplete de corte está montado por encima de una aleta alargada, y que se mueve tanto longitudinal como lateralmente con respecto a la aleta, con el fin de proporcionar una forma ahusada alargada deseada para la aleta. La invención está relacionada también con un método para la operación de la maquina de desbarbado, para ejecutar las operaciones de corte deseadas sobre las estructuras con aletas alargadas, tales como los tubos con aletas.
La solicitud de la patente de los EE.UU. número 2005/0053432 A1 está relacionada con un cabezal de fresado para una herramienta de fresado rotatoria para la realización de operaciones de fresado en los extremos de los tubos de los depósitos, en donde los tubos paralelos están conectados conjuntamente con una membrana de metal o bien con una membrana interpuesta en forma continua entre cada par de tubos adyacentes en el banco de tubos, para formar una pared de tubos. El cabezal de fresado comprende un cuerpo que tiene una porción de montaje de la herramienta, adaptada para ser conectada a una herramienta de fresado rotatoria, en donde el cuerpo tiene un conducto de un tubo adaptado para aceptar una porción de un tubo y uno o más elementos de fresado, en donde uno o más elementos de fresado están acoplados a un soporte del elemento de fresado del cuerpo.
Con el fin de preparar los tubos del intercambiador de calor para un uso adicional, seria ventajoso el proporcionar una herramienta de fresado rotatoria que tenga un cabezal de fresado capaz de retirar los elementos de disipación de calor desde el extremo del tubo. Después de retirar los elementos de disipación térmica seleccionados, el tubo puede ser procesado adicionalmente y unirse a un segundo tubo tal como se conoce en la técnica. SUMARIO DE LA INVENCIÓN
La presente invención proporciona dispositivos de acuerdo con la reivindicación 1 y las reivindicaciones dependientes 2 a 10, y los métodos de acuerdo con las reivindicaciones dependientes 12 a 17, para la ejecución de las operaciones de fresado o corte en un tubo, incluyendo una o más proyecciones o elementos de disipación de calor, preferiblemente localizados sobre una superficie cilíndrica exterior de un tubo, es decir, el diámetro exterior. De acuerdo con la invención, se proporciona un cabezal de fresado para una herramienta de fresado rotatorio, que tiene elementos de fresado adaptados para eliminar elementos de disipación de calor presentes sobre la superficie exterior de un tubo.
El cabezal de fresado preferiblemente tiene también un elemento de fresado biselado, adaptado para impartir un borde biselado o un acabado sobre un extremo del tubo. El elemento de fresado biselado está localizado a una distancia
predeterminada del elemento de fresado del elemento de disipación de calor.
En consecuencia, es un objeto de la presente invención el proporcionar un cabezal de fresado que tenga unos elementos de fresado adaptados para eliminar los elementos de fresado de disipación del calor de una superficie exterior de un tubo. En una realización, está además adaptado para colocar adicionalmente un biselado sobre un extremo del tubo.
Un objeto adicional de la presente invención es proporcionar un cabezal de fresado y métodos para preparar una porción extrema de un tubo para una operación de soldadura subsiguiente.
En un realización adicional, se proporciona un cabezal de fresado que permita el fresado de precisión del extremo del tubo, y que sea capaz de ejecutar múltiples operaciones simultáneas, para permitir que el usuario prepare el tubo completo de forma eficiente.
Estas y otras características, ventajas y objetos de la presente invención se comprenderán adicionalmente y se apreciarán por los técnicos especializados en la técnica, con referencia a las siguientes especificaciones, reivindicaciones y dibujos adjuntos. BREVE DESCRIPCIÓN DE LOS DIBUJOS
La invención se comprenderá mejor y se harán evidentes otras funciones y ventajas mediante la lectura de la descripción detallada de la invención, tomada conjuntamente con los dibujos, en donde:
La figura 1 es una vista frontal en alzado de un tubo que tiene una pluralidad de elementos de disipación térmica.
La figura 2 es una vista lateral en alzado de una realización de un cabezal de fresado localizado por encima de un tubo que tiene...
Reivindicaciones:
1. Un cabezal de fresado (20) para una herramienta de fresado rotatorio, que comprende:
un cuerpo que tiene una porción (22) de montaje de una herramienta adaptado para conectarse a una herramienta de fresado rotatorio, en donde el cuerpo tiene un orificio del diámetro del tubo adaptado para aceptar una porción del tubo (10), y uno o más elementos de fresado (30), en donde uno
o más elementos de fresado (30) están conectados a un soporte (32) de los elementos de fresado del cuerpo, caracterizado porque el elemento o elementos de fresado (30) están adaptados para el fresado de los elementos de disipación del calor (14) sobre el tubo (10), en donde el elemento de fresado
(30) tiene un primer borde de corte mas inferior (40) y un segundo borde de corte (42) que se cruzan en una punta (48) localizada en un bode interno radial inferior del elemento de fresado, y en donde el ángulo (A) entre el primer borde de corte (40) y el segundo borde de corte (42) es inferior a 60º, y en donde el ángulo (C) entre el primer borde de corte (40) y una línea (52) que se extiende a través de la punta (48) perpendicular a un eje rotacional central (21) del cabezal de fresado (20) es de 15º a 75º.
2. El cabezal de fresado (20) de acuerdo con la reivindicación 1, en donde el elemento de fresado (30) tiene un orificio (34) y un elemento de fijación (36) que tiene una porción que se extiende a través del orificio del elemento de fresado (30) y que conecta el elemento de fresado al soporte (32) del elemento de fresado, o en donde una porción del elemento de fresado (30) está conectado entre una superficie del soporte (32) del elemento de fresado y un elemento de fijación (39), y en donde el elemento de fijación (39) está conectado al soporte del elemento de fresado mediante un elemento de fijación (36).
3. El cabezal de fresado (20) de acuerdo con cualquiera de las reivindicaciones 1 y 2, en donde un elemento (70) de fresado biselado adaptado para fresar un biselado (18) sobre un extremo del tubo (10) está conectado al cuerpo entre la porción (22) de montaje de la herramienta, y uno o más de los elementos (30) de fresado de disipación de calor.
4. El cabezal de fresado (20) de acuerdo con cualquiera de las reivindicaciones 1-3, en donde de 1 a aproximadamente 10 elementos de fresado
(30) están conectados al soporte (32) de los elementos de fresado del cuerpo, y en donde un ángulo entre el segundo borde de corte (42) y una línea que se extiende a través de la punta (48) paralela al eje rotacional central (21) es de 0º a 15º.
5. El cabezal de fresado (20) de acuerdo con cualquiera de las reivindicaciones 1-4, en donde el ángulo (A) entre el primer borde de corte (40) y el segundo borde de corte (42) es de 25º a 59º, y en donde el ángulo (C) entre el primer borde de corte (40) y la línea que se extiende a través de la punta 48 perpendicular al eje rotacional (21) central del cabezal de fresado es de 20º a 60º.
6. El cabezal de fresado (20) de acuerdo con cualquier reivindicación 1-5, en donde el ángulo entre el primer borde de corte (40) y el segundo borde de corte (42) es de 35º a 57º, y en donde están presentes aproximadamente de 4 a 6 elementos de fresado (30) en el cabezal de fresado (20) y en donde un ángulo (B) entre el segundo borde de corte (42) y una línea que se extiende a través de la punta (48) paralela al eje de rotación central (21) es de 4º a 8º.
7. El cabezal de fresado (20) de acuerdo con cualquiera de las reivindicaciones 1-6, en donde el cuerpo incluye una ventana (60) entre un diámetro interno y externo del cabezal de fresado (20), que se extiende en una direccion longitudinal substancialmente paralela al eje (21) rotacional central desde el 50% al 90% de la longitud del diámetro del tubo (24) del cabezal de fresado (20).
8. El cabezal de fresado (20) de acuerdo con la reivindicación 7, en donde la ventana del cuerpo (60) se extiende en una dirección longitudinal substancialmente paralela al eje rotacional central (21) desde el 60º al 80% de la longitud del diámetro del tubo (24) del cabezal de fresado (20).
9. El cabezal de fresado (20) de acuerdo con cualquiera de las reivindicaciones 1-8, en donde el tubo (24) incluye una liberación interna (62) que tiene un radio medido desde el eje rotacional central (21) mayor que la distancia radial desde el eje (21) rotacional central hasta una superficie del soporte del elemento de fresado.
10. El cabezal de fresado (20) de acuerdo con la reivindicación 3, en donde el elemento (70) de fresado biselado incluye un borde de corte biselado (72) que está fijado con un ángulo de 20º a 60º en relación con el eje rotacional central (21).
11. Un método para el fresado de un tubo (10) que tiene elementos (14) de disipación de calor, que comprende las etapas de:
proporcionar un cabezal de fresado (20) que comprende un cuerpo que tiene una porción (22) de montaje de herramientas, adaptada para conectarse con una herramienta de fresado rotatorio, en donde el cuerpo tiene un tubo adaptado para aceptar una porción de un tubo (10), y uno o más elementos de fresado (30) adaptados para el fresado de un elemento de disipación de calor
(14) en el tubo (10); en donde uno o más elementos de fresado (30) están conectados en un soporte (32) de elementos de fresado del cuerpo, en donde el elemento de fresado (30) tiene un primer borde (40) de corte y un segundo borde de corte (42) que se encuentran en una punta (48) localizada en un borde interno radial inferior del elemento de fresado, y en donde un ángulo
(A) entre (i) una primera línea que se extiende desde la punta (48) hasta un punto sobre el primer borde de corte (40), e (ii) una segunda línea que se extiende desde la punta (48) hasta un punto sobre el segundo borde de corte (42), que corresponde desde 25º a 59º, y en donde un ángulo (C) entre la primera línea y la tercera línea medida a través de la punta (48) perpendicular a un eje rotacional central (21) del cabezal de fresado (20) corresponde desde 15º a 75º aproximadamente;
conectar el cabezal de fresado (20) a una herramienta de fresado rotatorio; y fresado de los elementos de disipación de calor (14) de una superficie exterior del tubo (10) con el cabezal de fresado (20).
12. El método para el fresado de un tubo (10) de acuerdo con la reivindicación 11, en donde un elemento (70) de fresado biselado adaptado para el fresado de un bisel (18) en un extremo del tubo (10) está conectado al cuerpo entre la porción de montaje de la herramienta (22) y uno o más elementos (30) de fresado de disipación de calor, e incluyendo además la etapa de colocar un bisel (18) sobre una porción extrema del tubo (10).
13. El método para el fresado de un tubo (10) de acuerdo con cualquiera de las reivindicaciones 11 y 12, en donde el elemento de fresado (30) tiene un orificio
(34) y un elemento de fijación (36) que tiene una porción que se extiende a través de orificio del elemento de fresado (34) y que conecta el elemento de fresado (30) al soporte (32) del elemento de fresado, o en donde una porción del elemento de fresado (30) está conectada entre una superficie del soporte (32) del elemento de fresado y un elemento de fijación (39), y en donde el elemento de fijación (39) está conectado al soporte (32) del elemento de fresado por un elemento de fijación.
14. El método para el fresado de un tubo (10) de acuerdo con cualquiera de las reivindicaciones 11-13, en donde de 1 a 10 elementos de fresado (30) están conectados al soporte (32) del elemento de fresado del cuerpo, en donde un ángulo
(B) entre el segundo borde de corte (42) y una línea que se extiende a través de la punta (48) paralela al eje (21) rotacional central es de 0º a 15º, y en donde el ángulo entre el primer borde de corte (40) y el segundo borde de corte (42) es de 25º a 59º.
15. El método para el fresado de un tubo (10) de acuerdo con cualquiera de las reivindicaciones 11-14, en donde de 4 a 6 elementos de fresado (30) están presentes en el cabezal de fresado (20).
16. El método para el fresado de un tubo (10) de acuerdo con cualquiera de las reivindicaciones 11-15, en donde el ángulo (A) entre el primer borde de corte (40) y el segundo borde de corte (42) es de aproximadamente 35º a 57º, en donde el ángulo (C) entre el primer borde de corte (40) y la línea que se extiende a través de la punta que se extiende a través de la punta (48) perpendicular al eje (21) rotacional central del cabezal de fresado (20) es de 25º a 35º aproximadamente, y en donde el ángulo (B) entre el segundo borde de corte (42) y una línea que se extiende a través de la punta (48) paralela al eje rotacional central (21) es de aproximadamente 4º a 8º.
17. El método de fresado de un tubo (10) de acuerdo con cualquiera de las reivindicaciones 12-16, en donde el borde de corte biselado (72) está fijado en un ángulo de aproximadamente 30º a 45º en relación con el eje (21) rotacional central.
Patentes similares o relacionadas:
Inserto de corte, del 29 de Abril de 2020, de ISCAR LTD.: Inserto de corte que tiene una forma prismática poligonal con dos superficies de extremo opuestas y una superficie periférica que se extiende entre […]
Herramienta de disco e inserto de corte para la misma, del 18 de Marzo de 2020, de Gebr. Lennartz GmbH & Co. KG: Herramienta de disco , en particular fresa de disco o sierra de disco con - un cuerpo base en forma de disco, que en la zona de su superficie envolvente […]
Dispositivo para fresar una vía férrea, del 11 de Marzo de 2020, de LORAM MAINTENANCE OF WAY, INC: Placa de fresado para vía férrea destinada a montarse en un vagón de ferrocarril con el objeto de mantener una vía férrea, comprendiendo la placa […]
Herramienta de mecanización, del 4 de Marzo de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Herramienta para la mecanización con arranque de virutas con un cuerpo base que determina un eje de rotación (R) alrededor del cual gira la herramienta […]
Un sistema de corte para el fresado de perfiles, del 11 de Diciembre de 2019, de LSAB Sverige AB: Un sistema de corte para el fresado de perfiles, el sistema de corte que comprende: un cabezal de corte cilíndrico proporcionado con una ranura (11, […]
Herramienta de fresado, del 20 de Noviembre de 2019, de Ceratizit Luxembourg Sàrl: Herramienta de fresado, que presenta un portaherramientas de fresado y al menos una plaquita de corte (20a; 20b; 20c; 20d; 20e), presentando el portaherramientas: al […]
Fresa, del 6 de Noviembre de 2019, de ISCAR LTD.: Una pieza de inserción de corte tangencial (10, 10'', 10'''') que comprende: dos superficies frontales idénticas opuestas (12, 12'', 12'''') con simetría rotacional […]
FRESA, del 17 de Octubre de 2019, de CANUDAS VELILLA, MARC: Fresa que comprende un plato portaherramientas destinado a ser unido al husillo de una fresadora, dicho husillo definiendo el eje de rotación […]