CABEZA DE LAMINACION RADIAL.
Cabeza de laminación radial con cilindros dispuestos en un soporte de manera repartida alrededor del eje de laminación a las mismas distancias angulares y axiales,
cuyas superficies de laminación tienen un desarrollo ascendente en espiral en la circunferencia en contra de su dirección de giro, con un engranaje de rueda dentada que acopla los cilindros entre si, con un dispositivo de bloqueo para los cilindros que se enclava automáticamente después de cada giro completo del cilindro y se puede liberar antes de cada proceso de laminación mediante un elemento móvil (76) de bloqueo y con un dispositivo de accionamiento que gira los cilindros después de liberarse el elemento de bloqueo hasta ponerse en contacto las superficies de los cilindros con la herramienta para seguir girando a continuación con ésta por fricción, caracterizada porque en la cabeza de laminación radial está dispuesto un electroimán (84) unido con el elemento (76) de bloqueo y en la cabeza de laminación radial se encuentran dispuestos una fuente de energía eléctrica y un interruptor (92) que une la fuente de energía con el electroimán (84), cuando el interruptor (92) es accionado por la pieza de trabajo u otro dispositivo de accionamiento
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07018137.
Solicitante: FETTE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GRABAUER STRASSE 24,21493 SCHWARZENBEK.
Inventor/es: MARBS,DIRK, GRAF,JAKOB, WOHL,ROLAND, ADAM,DETLEF.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Septiembre de 2007.
Fecha Concesión Europea: 25 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B21H3/04H4
Clasificación PCT:
- B21H3/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › Fabricación por medio de rodillos perfilados.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Cabeza de laminación radial.
La invención se refiere a una cabeza de laminación radial según el preámbulo de la reivindicación 1.
Las cabezas de laminación radial se conocen, por ejemplo, de los documentos DE2441387 y DE4236085 o también del documento EP0853991B1. Las cabezas de laminación radial tienen en común que en un soporte están dispuestos cilindros repartidos alrededor del eje de laminación a las mismas distancias angulares y axiales. Las superficies de los cilindros tienen un desarrollo ascendente en espiral en la circunferencia en contra de su dirección de giro. Los cilindros están acoplados con un engranaje de rueda dentada y un elemento de bloqueo se enclava automáticamente después de cada giro completo del cilindro. Antes del proceso de laminación, el elemento de bloqueo se libera, a saber, mediante la pieza de trabajo que se debe moldear con los cilindros, o también mediante una palanca de accionamiento. Los cilindros se accionan con ayuda de varios muelles de tracción que engranan de forma excéntrica en un disco. El disco se encuentra unido de manera resistente al giro con un disco de leva que, por su parte, interactúa con un elemento de bloqueo. Durante el giro de los cilindros a causa del engranaje con la pieza de trabajo se tensan los muelles y se bloquean en su posición tensada mediante el engranaje del elemento de bloqueo en el disco de leva. Sólo después de liberarse el elemento de bloqueo se produce un giro parcial de los cilindros desde una posición, en la que la pieza de trabajo se puede introducir axialmente, sin problemas, entre los cilindros, hasta una posición engranada con la pieza de trabajo.
Del documento mencionado EP0853991B1 se conoce también un sistema de liberación automática del elemento de bloqueo, en el que la pieza de trabajo choca contra un pasador y activa así el desbloqueo. El mecanismo necesario para esto resulta relativamente costoso.
La invención tiene el objetivo de crear una cabeza de laminación radial que tenga un elemento de bloqueo con una construcción más simple y posibilite un mecanismo simple de accionamiento.
Este objetivo se consigue mediante las características de la reivindicación 1.
En el caso de la invención, en la cabeza de laminación radial está dispuesto un electroimán acoplado con el elemento de bloqueo. En la cabeza de laminación radial están dispuestos además dos interruptores y una fuente de energía eléctrica. Un interruptor acciona un relé que une el electroimán con la fuente de energía, cuando un interruptor es accionado por la pieza de trabajo u otro dispositivo de accionamiento. Por tanto, con ayuda del electroimán se puede desengranar el elemento de bloqueo del dispositivo de bloqueo, de modo que el dispositivo de accionamiento puede poner en marcha un giro de los cilindros.
Según una configuración de la invención está previsto que la cabeza de laminación radial presente una batería y un condensador conectado a la batería. El condensador puede almacenar y suministrar la energía que se va a usar brevemente para el accionamiento del electroimán.
En otra configuración de la invención está previsto que el interruptor se puede accionar con una palanca de accionamiento que se encuentra montada de manera giratoria en la cabeza de laminación radial y cuyo extremo sobresale de la circunferencia de la cabeza de laminación radial hacia fuera. Una palanca de este tipo ya se conoce del estado de la técnica. En este caso se usa para accionar un elemento de bloqueo.
Asimismo, puede estar previsto que el dispositivo de accionamiento actúe sobre un árbol de accionamiento y que el árbol de accionamiento presente un taladro axial, en el que está alojado de manera desplazable un pasador que con su extremo delantero sobresale del árbol de accionamiento y que está acoplado con un interruptor en el árbol. Si la pieza de trabajo choca contra el pasador, se acciona el interruptor y éste acciona el elemento de bloqueo.
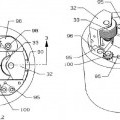
En otra configuración de la invención está previsto que el elemento de bloqueo sea una palanca de bloqueo que se encuentra montada de manera giratoria en la cabeza de laminación radial y en la que actúa el electroimán. La palanca de bloqueo está apoyada bajo pretensión contra un disco de leva en espiral con un resalto axial unido con un árbol de accionamiento que se encuentra unido con el dispositivo de accionamiento. La palanca de bloqueo está apoyada en la posición inicial en el resalto del disco de leva y se levanta con ayuda del electroimán por encima del resalto para que pueda tener lugar un giro relativo entre el disco de leva y la palanca de bloqueo con el fin de accionar los cilindros.
El disco de leva está formado preferentemente en un lado de un disco que está unido de manera resistente al giro con el árbol de accionamiento. Según otra configuración de la invención, la palanca de bloqueo puede solapar el disco en forma de horquilla en la circunferencia.
Según otra configuración de la invención, con el elemento de bloqueo interactúa un sensor que detecta el accionamiento del elemento de bloqueo. El desbloqueo determinado se puede indicar, por ejemplo, hacia el exterior, mediante un diodo o similar, de manera que el usuario sepa que se ha activado un proceso de laminación.
En otra configuración de la invención está previsto que con un árbol de accionamiento, unido con el dispositivo de accionamiento, se encuentre unido un árbol circular de leva, contra el que está apoyado un seguidor de leva bajo pretensión elástica. La superficie de leva está moldeada de modo que su extensión radial tiene un máximo aproximadamente 45º antes del estado bloqueado de la disposición de bloqueo y se reduce constantemente en dirección circunferencial hasta un radio mínimo y después vuelve a aumentar al máximo. Por medio del seguidor de leva y de la curva de leva se crea un dispositivo de accionamiento para el árbol de accionamiento con una construcción extremadamente simple.
En la solución del objetivo según la invención, que se discute más arriba, la cabeza de laminación se activa mediante una palanca de accionamiento manual que sobresale aproximadamente en sentido radial de la cabeza de laminación o con ayuda de la pieza de trabajo. En ambos casos se acciona un interruptor. La cabeza de laminación puede presentar un tope móvil, contra el que choca la pieza de trabajo al introducirse en la cabeza de laminación y que acciona un interruptor que activa a su vez la cabeza de laminación. Sin embargo, las medidas descritas no pueden impedir un proceso erróneo. Además, falta un aviso al final del proceso, a partir del que se pueda separar la cabeza de laminación de la posición de mecanizado. Dado el caso, se necesita también un tiempo de permanencia de seguridad de la pieza de trabajo en la cabeza de laminación.
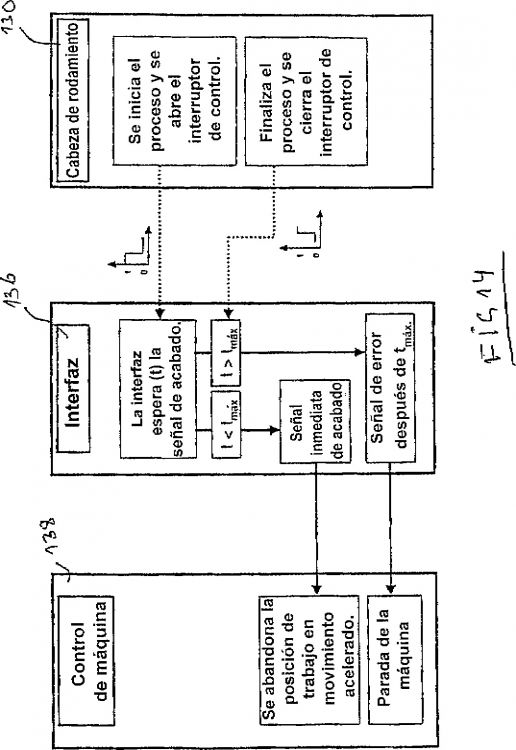
Por consiguiente, otra configuración de la invención prevé que en la cabeza de laminación esté dispuesto un módulo emisor y receptor para una comunicación inalámbrica de señales con un control de máquina, especialmente para la transmisión de una orden de accionamiento al imán con el fin de desbloquear el elemento de bloqueo del dispositivo de accionamiento de los rodillos perfiladores. La cabeza de laminación se equipa, por ejemplo, con un módulo de radio que se comunica con una interfaz vía radio. Según una configuración de la invención, el espacio de alojamiento en la cabeza de laminación para un módulo de este tipo puede estar cubierto hacia fuera mediante una tapa plástica. Ésta garantiza la no absorción de las ondas de radio. La contrapieza del módulo de radio, es decir, otro módulo emisor y receptor, se encuentra, por ejemplo, en el espacio de trabajo de la máquina herramienta y puede estar unida con la interfaz mediante un cable. La interfaz permite activar la cabeza de laminación, por ejemplo, al accionarse un botón en la interfaz o en el control de máquina. La orden de activación puede proceder también del programa del control de máquina.
Con ayuda de la comunicación inalámbrica se puede realizar también una consulta de estado de la cabeza de laminación, así como obtener una información sobre determinados estados operativos de la cabeza de laminación. Además, la cabeza de laminación puede emitir señales de aviso, mediante las que se detiene la máquina herramienta.
Para el suministro de corriente, como ya se explicó, se usa una batería, por ejemplo, con una tensión final de 9,6 voltios y una capacidad de 2.300 mAH. El imán se abastece de tensión mediante un condensador, conectándose preferentemente en...
Reivindicaciones:
1. Cabeza de laminación radial con cilindros dispuestos en un soporte de manera repartida alrededor del eje de laminación a las mismas distancias angulares y axiales, cuyas superficies de laminación tienen un desarrollo ascendente en espiral en la circunferencia en contra de su dirección de giro, con un engranaje de rueda dentada que acopla los cilindros entre si, con un dispositivo de bloqueo para los cilindros que se enclava automáticamente después de cada giro completo del cilindro y se puede liberar antes de cada proceso de laminación mediante un elemento móvil (76) de bloqueo y con un dispositivo de accionamiento que gira los cilindros después de liberarse el elemento de bloqueo hasta ponerse en contacto las superficies de los cilindros con la herramienta para seguir girando a continuación con ésta por fricción, caracterizada porque en la cabeza de laminación radial está dispuesto un electroimán (84) unido con el elemento (76) de bloqueo y en la cabeza de laminación radial se encuentran dispuestos una fuente de energía eléctrica y un interruptor (92) que une la fuente de energía con el electroimán (84), cuando el interruptor (92) es accionado por la pieza de trabajo u otro dispositivo de accionamiento.
2. Cabeza de laminación radial según la reivindicación 1, caracterizada porque en la cabeza de laminación radial se encuentran dispuestos una batería (88) y un condensador (90) conectado a la batería (88).
3. Cabeza de laminación radial según la reivindicación 1 ó 2, caracterizada porque el interruptor (92) se acciona mediante una palanca (94) de accionamiento que se encuentra montada de manera giratoria en la cabeza de laminación radial y cuyo extremo sobresale de la circunferencia de la cabeza de laminación radial hacia fuera.
4. Cabeza de laminación radial según una de las reivindicaciones 1 a 3, caracterizada porque el elemento de bloqueo es una palanca (76) de bloqueo montada de manera giratoria en la cabeza de laminación radial y en la que actúa el electroimán (84), la palanca (76) de bloqueo interactúa bajo pretensión elástica con una superficie de control en espiral de un disco (54) de leva con resalto (62) unido con un árbol (48) de accionamiento que se encuentra unido con el dispositivo de accionamiento, estando apoyada la palanca (76) de bloqueo contra el resalto antes de liberarse el dispositivo de bloqueo.
5. Cabeza de laminación radial según la reivindicación 5, caracterizada porque el disco (54) de leva está configurado en espiral.
6. Cabeza de laminación radial según la reivindicación 6, caracterizada porque la palanca (76) de bloqueo solapa en forma de horquilla el disco (54) de leva en la circunferencia.
7. Cabeza de laminación radial según una de las reivindicaciones 1 a 6, caracterizada porque con el elemento (76) de bloqueo interactúa un sensor (100) que detecta el accionamiento del elemento (76) de bloqueo.
8. Cabeza de laminación radial según una de las reivindicaciones 1 a 8, caracterizada porque con un árbol de accionamiento, unido con el dispositivo de accionamiento, se encuentra unida una superficie circular (56) de leva, contra la que está apoyado un seguidor (68) de leva bajo pretensión elástica y la superficie de leva está moldeada de modo que su extensión radial tiene un máximo poco antes del estado bloqueado del dispositivo de bloqueo y se reduce constantemente en dirección circunferencial hasta un radio mínimo y después vuelve a aumentar al máximo.
9. Cabeza de laminación radial según la reivindicación 1, caracterizada porque en la cabeza (130) de rodamiento está dispuesto un módulo emisor y receptor (110) para una comunicación inalámbrica de señales con un control (138) de máquina, especialmente para la transmisión de una orden de accionamiento al imán (84) con el fin de desbloquear el elemento de bloqueo del dispositivo de accionamiento.
10. Cabeza de laminación radial según la reivindicación 1, caracterizada porque la cabeza de rodamiento está unida mediante un cable con un control de máquina, especialmente para la transmisión de una orden de accionamiento al imán (84) con el fin de desbloquear el dispositivo de accionamiento.
11. Cabeza de laminación radial según la reivindicación 9, caracterizada porque la cabeza de rodamiento presenta un espacio de alojamiento para el módulo emisor y receptor, que está cubierto hacia fuera mediante una tapa plástica (134).
12. Cabeza de laminación radial según una de las reivindicaciones 5 a 7 y 9 ó 10, caracterizada porque un explorador (124) de un sensor (122) está en contacto con la superficie de control del disco (54) de leva y el sensor (122) está unido con el módulo emisor y receptor (110) o con el control de máquina mediante el cable.
13. Cabeza de laminación radial según la reivindicación 12, caracterizada porque la superficie de control presenta un primer escalón (126) que indica el inicio del proceso de rodamiento.
14. Cabeza de laminación radial según la reivindicación 13, caracterizada porque la superficie de control presenta un segundo escalón (128) que se encuentra poco antes de alcanzarse el punto de bloqueo o el resalto (62) del disco (54) de leva.
15. Cabeza de laminación radial según la reivindicación 13 ó 14, caracterizada porque la cabeza de laminación está configurada de manera que el sensor (122) desconecta el electroimán (84), cuando el explorador (124) pasa el primer resalto (126).
16. Cabeza de laminación radial según la reivindicación 2, caracterizada porque en la cabeza de rodamiento está dispuesto un dispositivo supervisor de tensión que supervisa la tensión de la batería.
17. Cabeza de laminación radial según la reivindicación 9 y 16, caracterizada porque el dispositivo supervisor de tensión está acoplado con el módulo emisor y receptor (110) o directamente con el control de máquina.
18. Cabeza de laminación radial según la reivindicación 9, caracterizada porque en un eje central de la cabeza de rodamiento está dispuesto un pasador (33) de conexión que se puede accionar por una pieza de trabajo y que actúa en un interruptor central (118), cuya señal se envía, asimismo, al módulo emisor y receptor (110).
19. Cabeza de laminación radial según la reivindicación 17, caracterizada porque el pasador (33) de conexión se puede accionar contra un muelle (43).
20. Cabeza de laminación radial según la reivindicación 18 ó 19, caracterizada porque el interruptor (118) está colocado de manera desmontable en un orificio pasante axial que atraviesa completamente la cabeza de laminación radial.
21. Cabeza de laminación radial según la reivindicación 18 ó 19, caracterizada porque el pasador (33) de conexión y el interruptor (118) están dispuestos en un tubo (112) que está dispuesto de manera desplazable en un taladro central de la cabeza de rodamiento y que se puede fijar en la cabeza de rodamiento con ayuda de un dispositivo de fijación posible de liberar desde el exterior.
22. Cabeza de laminación radial según la reivindicación 21, caracterizada porque el tubo (112) está rodeado por un manguito (114) de apriete, sobre el que actúa un pasador roscado.
23. Cabeza de laminación radial según una de las reivindicaciones 18 a 22, caracterizada porque el interruptor (118) está unido mediante un cable más largo (112a) con el módulo emisor y receptor (110), pudiéndose unir el cable (112a) mediante una unión enchufable con el interruptor (118).
24. Procedimiento para el control y la supervisión de una cabeza de laminación radial, en el que en un soporte están previstos cilindros dispuestos de manera repartida alrededor del eje de laminación a las mismas distancias angulares y axiales, cuyas superficies de laminación tienen un desarrollo ascendente en espiral en la circunferencia en contra de su dirección de giro, con un engranaje de rueda dentada que acopla los cilindros entre sí, con un dispositivo de bloqueo para los cilindros que se enclava automáticamente después de cada giro completo del cilindro y se puede liberar antes de cada proceso de laminación mediante un elemento móvil (76) de bloqueo y con un dispositivo de accionamiento que gira los cilindros después de liberarse el elemento de bloqueo hasta ponerse en contacto las superficies de los cilindros con la herramienta para ser giradas a continuación con ésta por fricción, caracterizado porque el elemento (76) de bloqueo se acciona mediante un dispositivo eléctrico (84) de accionamiento y el dispositivo de accionamiento se acciona mediante una señal de control de un dispositivo interno o externo de control.
25. Procedimiento según la reivindicación 24, caracterizado porque la energía para el dispositivo de accionamiento es suministrada por una batería en la cabeza de laminación.
26. Procedimiento según la reivindicación 24 ó 25, caracterizado porque la señal de control se genera en un control de máquina y se transmite mediante un cable a la cabeza de laminación.
27. Procedimiento según la reivindicación 24 y 26, caracterizado porque la energía para el dispositivo de accionamiento se transmite mediante el cable a la cabeza de laminación.
28. Procedimiento según la reivindicación 24 ó 25, caracterizado porque la señal de arranque se genera en un control de máquina o una interfaz y se transmite de manera inalámbrica a la cabeza de laminación.
29. Procedimiento según una de las reivindicaciones 24 a 28, caracterizado porque se supervisa el dispositivo de accionamiento y se genera una primera señal de alarma o parada, cuando después de un tiempo predefinido después de la señal de arranque no se detecta el accionamiento del dispositivo de accionamiento.
30. Procedimiento según una de las reivindicaciones 24 a 29, caracterizado porque se supervisa el dispositivo de accionamiento y se genera una señal de acabado como muy tarde cuando se vuelve a bloquear el dispositivo de bloqueo.
31. Procedimiento según la reivindicación 30, caracterizado porque se genera una señal de parada para la máquina herramienta, cuando después de un tiempo predefinido tmáx. después de la señal de arranque no se genera una señal de acabado.
32. Procedimiento según una de las reivindicaciones 24 a 31, caracterizado porque se supervisa la entrada de una pieza de trabajo en la cabeza de laminación y no se genera una señal de arranque, cuando la pieza de trabajo no alcanza una posición predefinida en la cabeza de laminación.
33. Procedimiento según la reivindicación 32, caracterizado porque después de generarse la señal de posición se genera con retardo la señal de arranque.
Patentes similares o relacionadas:
 ACCESORIO DE TRABAJO PARA EL LAMINADO DE ROSCAS, del 31 de Mayo de 2011, de C.J. WINTER MACHINE TECHNOLOGIES, INC: Dispositivo para aplicar una acción a una pieza de trabajo (W) que comprende: una base deslizante que tiene un eje (y -y);al menos […]
ACCESORIO DE TRABAJO PARA EL LAMINADO DE ROSCAS, del 31 de Mayo de 2011, de C.J. WINTER MACHINE TECHNOLOGIES, INC: Dispositivo para aplicar una acción a una pieza de trabajo (W) que comprende: una base deslizante que tiene un eje (y -y);al menos […]
Cabezal laminador de rosca tangencial, del 1 de Abril de 2020, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal laminador de rosca tangencial que comprende dos brazos de cabezal laminador en forma de horquilla (12, 12', 14, 14'), en los que en cada caso […]
Cabezal tangencial para rodar roscas, del 12 de Diciembre de 2018, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal tangencial para rodar roscas que comprende dos brazos de cabezal de rodadura con forma de horquilla (12, 12', 14, 14'), en los que en cada caso está alojado […]
Sistema y procedimiento de control de humedad, del 11 de Diciembre de 2018, de Huntleigh Technology Limited: Un sistema de control de humedad , que incluye: un cobertor de control de humedad que incluye una ruta de fluido en el mismo para el fluido de eliminación […]
Cabezal laminador de rosca, del 20 de Julio de 2016, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal laminador de rosca que comprende una carcasa de apoyo (LG), en la que al menos dos rodillos de perfil, preferentemente al menos tres rodillos de perfil […]
Cabezal para rodar roscas, del 29 de Junio de 2016, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal para rodar roscas que comprende una unidad de cojinete , en la que están montados de forma rotativa al menos dos rodillos de perfil, preferentemente al menos […]
Dispositivo para el mecanizado de una pieza de trabajo, del 25 de Mayo de 2016, de ROLLWALZTECHNIK ABELE + HOLTICH GMBH: Herramienta rotativa para el mecanizado de una pieza de trabajo, especialmente de un tubo con una pared de poco grosor, caracterizado en que la herramienta consiste al […]
CABEZAL TANGENCIAL CON CUCHILLA DE CORTE PIVOTANTE, del 17 de Febrero de 2015, de ALARSIS CORTE INDUSTRIAL, S.L: 1. Cabezal tangencial con cuchilla de corte pivotante, que comprende una cuchilla para realizar cortes en "V" sobre unas planchas para conformar piezas independientes […]