BOTE DE ENVASADO.
Un bote para envasar alimentos, que comprende
un cuerpo de bote metálico (24) que tiene una abertura de acceso;
y
una tapa (16) para cerrar la abertura de acceso, la tapa (16) siendo fijada directamente a una superficie de sellado (24A) siendo una superficie interior (24) del cuerpo del bote que delimita la abertura de acceso, la tapa (16) formada de material de tapa que es despegable completamente del cuerpo del bote (24) que comprende una estructura multicapa con al menos una capa de aluminio de desde 6 a 90 micras de espesor y una capa de unión;
caracterizado por el hecho de que la superficie de sellado (24A) se inclina hacia afuera del cuerpo del bote (24) a un ángulo de desde 20º a 60º al eje central del cuerpo del bote
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/060094.
Solicitante: CROWN PACKAGING TECHNOLOGY, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 11535 SOUTH CENTRAL AVENUE,ALSIP, IL 60803-2599.
Inventor/es: RIVIERE, MAURICE, MAXWELL, IAN, CAUNTER,NICHOLAS, GLEDHILL,TANYA.
Fecha de Publicación: .
Fecha Concesión Europea: 30 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B21D51/26D
- B65D77/20D2
Clasificación PCT:
- B21D51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B65B7/01 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Máquinas caracterizadas por la incorporación de medios para fabricar los cierres antes de su aplicación (fabricación de cierres con un fin distinto a esta aplicación, ver las subclases apropiadas).
Fragmento de la descripción:
Bote de envasado.
Campo técnico
Esta invención se refiere a un bote para envasar productos alimenticios según el preámbulo de la reivindicación 1 (véase por ejemplo, EP-A-0683110).
En particular, pero no exclusivamente, se refiere al envasado de alimentos sólidos, para personas o animales domésticos. Los botes de este tipo también se denominarán en lo sucesivo "botes de comida".
Estado de la técnica
Es conocido el envasado metálico en el que el cuerpo de un bote que tiene una anilla metálica juntado a un extremo del cuerpo soporta una tapa despegable que comprende una membrana multicapa que tiene normalmente una capa despegable de polipropileno, una capa de aluminio, y una capa exterior de impresión, laca, PET u otro revestimiento. El material del material de tapa generalmente se elige según los requisitos dictados por el producto con el cual se llena el cuerpo del bote. Por ejemplo, hay una necesidad de mantener la integridad del cierre durante el procesamiento, esterilización etc. de productos alimenticios pero la tapa también debe ser capaz de abrirse fácilmente para acceder a los alimentos para su consumo.
El uso de una anilla de metal intermedia para sostener el material de la tapa es habitual para la óptima integridad del cierre. No obstante, la producción de ésta anilla da lugar a un desperdicio considerable de material ya que la parte central de la anilla no se puede reutilizar económicamente para componentes de bote de tamaño convencional. Además, la anilla puede reducir el acceso al contenido del bote. El tiempo de fabricación utilizando fases independientes para la fabricación de la anilla y fijación del material de la tapa a esta anilla también es largo. Hay, por lo tanto una necesidad de proporcionar un recipiente en el que la tapa está unida directamente al cuerpo del bote, obviando así la necesidad de un componente intermedio. La fabricación del bote de envasado de la invención también se simplifica a fin de reducir costes de fabricación, facilitando a la vez el acceso al contenido del bote terminado.
EP-0819086 describe un proceso para la fabricación de un bote con una membrana de aluminio, en la que la membrana es preformada con un borde elevado y se inserta en el bote de modo que la región del borde exterior es elevada en la dirección del eje del bote. Luego el borde se conecta al interior de la pared del bote por una unión adhesiva o sellado térmico. Este proceso es intrínsecamente lento porque requiere que no solo la membrana de aluminio se preforme, sino que se requiere un manejo cuidadoso para la ubicación en el cuerpo del bote. El cuerpo del bote también se tiene que retirar de la línea de ensamblaje de botes o pasar a través de una o más estaciones independientes para el prensado de la membrana sobre la pared del cuerpo del bote.
Descripción de la invención
Según la presente invención, se proporciona un bote para el envasado de alimentos tal y como se define en la reivindicación 1.
Normalmente, la capa de unión del material de tapa es de polipropileno o un polipropileno modificado. El cuerpo del bote puede ser formado de una chapa metálica que se reviste con una laca que tiene polipropileno dispersado en la laca. Entonces se puede formar la hoja por soldadura, por ejemplo, en un cilindro para proporcionar el cuerpo del bote. La junta lateral así formada generalmente se reviste individualmente con una laca interna similar o con un polvo de polipropileno. De forma alternativa, la placa se reviste con una laca convencional y una laca específica, tal como una que incluye una laca de dispersión, utilizada sólo para revestir aquella parte de la pared del bote y soldadura que contactará con el material de tapa de aluminio.
La tapa también puede incluir una lengüeta integral que se puede plegar sobre la tapa y, opcionalmente, al menos parcialmente fijada a la tapa, por ejemplo por sellado térmico o fusión del material con el fin de mantener la lengüeta plegada sobre la tapa.
La tapa se puede fijar herméticamente por sellado térmico para la fusión del material de tapa directamente sobre el flanco del cuerpo del bote. Esta "superficie de sellado" se inclina a un ángulo de modo que la abertura del recipiente cerrado no está del todo en modo de corte como ocurriría cuando la superficie de sellado es vertical y el tiro es vertical. Al aumentar el ángulo de la superficie de sellado, el recipiente ha resultado ser más fácil de abrir sin arriesgar el desgarro de la lengüeta, aunque el cliente tire verticalmente.
Una ventaja adicional de la superficie de sellado inclinado es que la incidencia de arrugas en el material de tapa se reduce en la parte contigua al flanco del bote y se elimina monda localizada del flanco del bote.
Aunque los ensayos han demostrado que la facilidad de apertura aumenta cuando aumenta el ángulo, el borde del flanco sobresale más allá del diámetro del flanco principal cuando la superficie de sellado se inclina. Esto puede causar problemas para su manipulación y apilamiento. Por ésta razón, para extremos no barométricos, los ángulos de la superficie de sellado según la invención son de 20º a 60º al vertical, idealmente de 30º a 50º.
La superficie de sellado es una superficie interna del cuerpo del bote que delimita la abertura de acceso. La tapa es sustancialmente en forma de plato con flanco vertical o inclinado según el ángulo de la superficie de sellado.
Opcionalmente, la lengüeta puede extenderse sobre el exterior del cuerpo del bote. La tapa y lengüeta pueden comprender material no preformable.
Breve descripción de los dibujos
Formas de realización preferidas de la invención se describirán a continuación, solo a modo de ejemplo, con referencia a los dibujos, en los que:
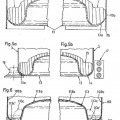
La Figura 1 es una vista en perspectiva de un bote de alimento que no entra en el ámbito de las reivindicaciones que se muestran para su comparación;
La Figura 2 es una vista lateral del bote de la figura 1;
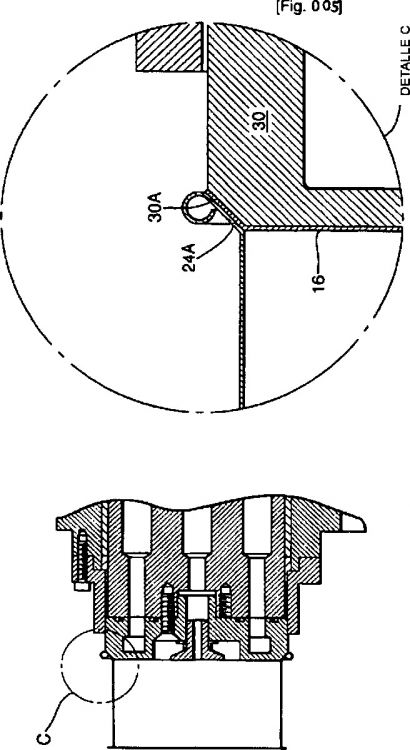
La Figura 3 es una vista transversal lateral de una forma de realización de bote de alimentos según la invención, que tiene una superficie de sellado angulosa;
Figuras 4 e 5 son vistas laterales del bote de la figura 3 durante el sellado del material de tapa sobre la superficie de sellado.
Modo(s) para llevar a cabo la invención
La Figura 1 muestra un bote para envasar productos alimenticios, designadas por la referencia general 10. El bote de alimento 10 comprende un bote de cuerpo metálico que tiene una abertura de acceso 14 y una tapa 16 (también denominada como material de aluminio o tapa) para el cierre de la abertura de acceso 14 y una lengüeta de abertura 18. La lengüeta mostrada en la figura 1 es integral (una sola pieza) con la tapa 16 y sobresale sobre el borde de la última y se despliega sobre esta tapa 16. Opcionalmente, por supuesto, la lengüeta se podría hacer de una pieza de material separada y fijada a la tapa en cualquier posición deseada.
El cuerpo del bote metálico es generalmente cilíndrico, con una sección transversal circular. El cuerpo del bote comprende así dos extremidades. Una primera extremidad forma un rizo periférico 20 que tiene la forma de un anillo tubular (forma "tórica") y limita la abertura de acceso 14, mientras la otra extremidad tiene una ampliación 22, al nivel de la segunda extremidad, diseñada para recibir una tapa de lata convencional (no se muestra).
La tapa 16 se sella directamente sobre el cuerpo de la lata, a una parte superior 24A de una superficie interna del cuerpo del bote, contigua al rizo 20. Esta superficie interna 24 delimita la abertura de acceso 14 y, en esta forma de realización, es sustancialmente perpendicular al plano de esta abertura de acceso 14. La tapa 16 se sella sobre el cuerpo de la lata 12 por una costura hermética circunferencial 26, obtenida por fusión (sellado térmico) de su material.
La lengüeta 18 de este ejemplo se sella en su base 18A sobre la tapa 16 de tal manera para mantenerla plegada sobre esta tapa 16. La base 18A de la lengüeta 18 corresponde a la parte de la 18 que se extiende desde la unión con la tapa 16 a la largo de la parte sellada de la tapa.
La lengüeta 18 se sella a la tapa 16 por la fusión de material. Más precisamente, en el ejemplo que se muestra en las Figuras 1 y 2, la cara externa de la tapa 16 en relación al cuerpo del bote, al igual que la cara de la lengüeta opuesta a la tapa en posición plegada, se cubren con un film que se sella por calor sobre sí mismo,...
Reivindicaciones:
1. Un bote para envasar alimentos, que comprende
un cuerpo de bote metálico (24) que tiene una abertura de acceso; y
una tapa (16) para cerrar la abertura de acceso, la tapa (16) siendo fijada directamente a una superficie de sellado (24A) siendo una superficie interior (24) del cuerpo del bote que delimita la abertura de acceso, la tapa (16) formada de material de tapa que es despegable completamente del cuerpo del bote (24) que comprende una estructura multicapa con al menos una capa de aluminio de desde 6 a 90 micras de espesor y una capa de unión;
caracterizado por el hecho de que la superficie de sellado (24A) se inclina hacia afuera del cuerpo del bote (24) a un ángulo de desde 20º a 60º al eje central del cuerpo del bote.
2. Bote según la reivindicación 2, en el que la superficie de sellado (24A) se inclina hacia afuera a un ángulo de desde 30º a 50º desde el eje central del cuerpo del bote.
3. Bote según una o otra de la reivindicación 1 o reivindicación 2, en el que la superficie de sellado (24A) forma parte de una pestaña periférica o rizo (20) que contornea la abertura de acceso.
4. Bote según cualquiera de las precedentes reivindicaciones, en el que la capa de unión es una capa externa de polipropileno o polipropileno modificado y el cuerpo del bote tiene un revestimiento interno de polipropileno o laca que incluye polipropileno disperso en la laca.
5. Bote según cualquiera de las precedentes reivindicaciones, en el que la tapa (16) se fija a la superficie de sellado (24A) del flanco del cuerpo del bote por fusión del material de tapa o sellado térmico.
Patentes similares o relacionadas:
 CUERPO DE LATA Y PROCEDIMIENTO, ASÍ COMO DISPOSITIVO PARA SU FABRICACIÓN, del 13 de Mayo de 2011, de CREBOCAN AG: Cuerpo de lata de aerosol con una envoltura de lata cerrada alrededor de un eje de lata, un cuello estrecho de lata y un asiento de válvula, configurado […]
CUERPO DE LATA Y PROCEDIMIENTO, ASÍ COMO DISPOSITIVO PARA SU FABRICACIÓN, del 13 de Mayo de 2011, de CREBOCAN AG: Cuerpo de lata de aerosol con una envoltura de lata cerrada alrededor de un eje de lata, un cuello estrecho de lata y un asiento de válvula, configurado […]
 CONTROLADOR DE DOBLE JUNTA, del 4 de Abril de 2011, de CROWN PACKAGING TECHNOLOGY, INC: Aparato para el control de un proceso de doble junta durante la producción o el relleno de una lata, comprendiendo el aparato: un mecanismo de […]
CONTROLADOR DE DOBLE JUNTA, del 4 de Abril de 2011, de CROWN PACKAGING TECHNOLOGY, INC: Aparato para el control de un proceso de doble junta durante la producción o el relleno de una lata, comprendiendo el aparato: un mecanismo de […]
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]