Boquilla y procedimiento para distribuir un patrón aleatorio de filamentos de adhesivo.
Una boquilla (10) para distribuir una pluralidad de filamentos de adhesivo líquido en un patrón aleatorio,
que comprende:
una pluralidad de salidas de líquido (158) configuradas para descargar respectivamente la pluralidad de filamentos de adhesivo líquido;
una primera pluralidad de pasos de aire (100), cada paso de aire de dicha primera pluralidad de pasos de aire (100) asociado con una de dichas salidas de líquido (158) y configurado para dirigir aire de proceso presurizado a lo largo de un primer ángulo con respecto a un plano que incluye dicha salida de líquido asociada; y
una segunda pluralidad de pasos de aire (100), cada paso de aire de dicha segunda pluralidad de pasos de aire asociado con una de dichas salidas de líquido (158) y configurado para dirigir aire de proceso presurizado a lo largo de un segundo ángulo con relación al plano que incluye dicha salida de líquido asociada;
estando al menos uno de dicha primera pluralidad de pasos de aire (100) y al menos uno de dicha segunda pluralidad de pasos de aire (100) sobre los lados opuestos de una de dichas salidas del líquido (158);
caracterizada porque dicho primer ángulo es diferente de dicho segundo ángulo, de modo que el aire de proceso presurizado sea dirigido asimétricamente de dicha primera y segunda pluralidades de pasos de aire hacia los filamentos de adhesivo líquido respectivos para producir el patrón aleatorio.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09157856.
Solicitante: NORDSON CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 28601 CLEMENS ROAD WESTLAKE, OHIO 44145-1119 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BURMESTER, THOMAS, KUFNER,HUBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05B7/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 7/00 Aparatos de pulverización para descargar líquidos u otros materiales fluidos procedentes de varias fuentes, p. ej. líquido y aire, polvo y gas (B05B 3/00, B05B 5/00 tienen prioridad). › con orificios de salida separados, p. ej. para formar chorros paralelos, para formar chorros cruzados.
- B05C5/02 B05 […] › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 5/00 Aparatos en los cuales un líquido u otro material fluido es proyectado, vertido o esparcido sobre la superficie de la pieza (B05C 7/00, B05C 19/00 tienen prioridad). › a partir de un dispositivo de salida en contacto, o casi en contacto, con la pieza (B05C 5/04 tiene prioridad).
PDF original: ES-2454273_T3.pdf
Fragmento de la descripción:
Boquilla y procedimiento para distribuir un patrón aleatorio de filamentos de adhesivo.
Campo Técnico La presente invención se refiere de manera general a boquillas asistidas por aire y sistemas para extruir y mover filamentos de líquido viscoso en patrones deseados y, de manera más particular, la distribución asistida por aire de filamentos de adhesivo fundido en caliente.
Antecedentes Se han usado diversos sistemas de distribución en el pasado para aplicar patrones de material líquido viscoso, tales como adhesivos de fusión en caliente, sobre un sustrato en movimiento para una amplia gama de fines de fabricación, incluyendo, pero sin limitación, envasado, ensamblado de diversos productos, y construcción de productos higiénicos absorbentes desechables. Por lo tanto, los sistemas de distribución como se describe se usan en la producción de productos higiénicos absorbentes desechables, tales como pañales. En la producción de productos higiénicos absorbentes desechables se han desarrollado sistemas de distribución de adhesivo de fusión en caliente para aplicar una laminación o capa de unión de adhesivo termoplástico de fusión en caliente entre una capa fibrosa no tejida y una hoja posterior de polietileno delgada. Típicamente, el sistema de distribución de adhesivo de fusión en caliente se monta encima de una capa de hoja posterior de polietileno en movimiento y aplica un patrón uniforme de material adhesivo de fusión en caliente a través del ancho de la superficie superior del sustrato de la hoja posterior. Corriente abajo del sistema de distribución, se lamina una capa no tejida a la capa de polietileno a través de una línea de presión y después se procesa adicionalmente hasta un producto útil final.
En diversos sistemas de distribución de adhesivo de fusión en caliente conocidos, véase, por ejemplo, los documentos US 2004/124251, WO 03/086655 o US 6540831, se emiten filamentos continuos de adhesivo desde una pluralidad de salidas de adhesivos con varios chorros de aire de proceso orientados en diversas configuraciones adyacentes a la circunferencia de cada salida de adhesivo. La pluralidad de chorros de aire descargan aire de forma convergente, divergente o paralela, con relación al filamento o fibra de adhesivo descargada a medida que el filamento emerge de la salida de adhesivo. Este aire de proceso puede atenuar generalmente cada filamento de adhesivo y hacer que los filamentos se muevan en patrones superpuestos o no superpuestos antes de depositarse sobre el sustrato en movimiento.
Los fabricantes en muchos campos, incluyendo los fabricantes de productos higiénicos absorbentes desechables, están interesados en la tecnología de fibras pequeñas para la capa de unión de adhesivo de fusión en caliente en laminados no tejidos y láminas de polietileno. Para este fin, los sistemas de distribución de adhesivo de fusión en caliente han incorporado troqueles de boquilla ranurada con un par de canales de aire formados sobre cada lado de la ranura de extrusión alargada del troquel. Los canales de aire están angulados con relación a la ranura de extrusión y se disponen simétricamente de manera que se emitan cortinas de aire de proceso presurizado sobre los lados opuestos de la ranura de extrusión. Así, según el adhesivo de fusión en caliente se descarga de la ranura de extrusión como una lámina o cortina continua, las cortinas de aire de procesos actúan sobre y atenúan la cortina de adhesivo para formar una red uniforme de adhesivo sobre el sustrato.
La tecnología de fundido y extrusión también se ha adaptado para su uso en esta área con el fin de producir una capa de unión de adhesivo de fusión en caliente que tiene fibras de diámetro relativamente pequeño. Los troqueles de fundido y extrusión incluyen típicamente una serie de boquillas u orificios de adhesivo poco separados que se alinean sobre un eje común a través de la cabeza del troquel. Un par de canales de aire angulados o pasos de aire individuales y orificios se sitúan sobre ambos lados de las boquillas u orificios de adhesivo y se alinean paralelos al
eje común de la boquilla. Según el adhesivo de fusión en caliente se descarga de la serie de boquillas u orificios alineados, el aire de proceso presurizado se descarga de los canales u orificios de aire para atenuar las fibras o filamentos de adhesivo antes de que se apliquen al sustrato en movimiento. El aire también puede hacer que las fibras oscilen en un plano que está generalmente alineado con el movimiento del sustrato (es decir, en la dirección de la máquina) o en un plano que está generalmente alineado en la dirección transversal de la máquina.
Uno de los desafíos asociados con las tecnologías que se han descrito anteriormente se refiere a la producción de capas de adhesivo fibroso durante operaciones intermitentes. Más específicamente, para algunas aplicaciones es deseable producir patrones discretos de capas de adhesivo fibrosas en vez de una capa continua de adhesivo. Aunque los distribuidores de adhesivo fibroso conocidos incorporan un control intermitente del adhesivo y el aire fluye para producir dichos patrones discretos, proporcionar los patrones discretos con bordes bien definidos puede ser difícil de lograr.
Por ejemplo, la velocidad del aire dirigido al adhesivo debe ser suficiente para "romper" limpiamente los filamentos cuando el flujo de adhesivo se detiene. De otro modo los filamentos pueden continuar "uniéndose" de manera que no se defina claramente el borde cortado y el borde de corte entre los patrones adyacentes depositados sobre el sustrato en movimiento. Sin embargo, cuando se usa una velocidad de aire alta, el patrón de fibras entre los bordes de corte y cortados se vuelve más difícil de controlar. Esto es particularmente cierto cuando las altas corrientes de aire convergen para afectar a los lados opuestos de los filamentos de adhesivos. Los filamentos pueden terminar
rompiéndose constantemente durante el ciclo de distribución en vez de simplemente en los puntos de inicio y fin del flujo de adhesivo.
Un problema relacionado resultante del aire a alta velocidad dirigido de esta manera es la "salpicadura" que se produce cuando el adhesivo alcanza más allá del patrón de deposición deseado. La "salpicadura" puede depositarse fuera de los bordes deseados del patrón, o incluso acumularse sobre el equipo de distribución y producir problemas de funcionamiento que requieren un mantenimiento significativo. El aire a alta velocidad, en combinación con boquillas poco separadas, también puede producir un "disparo" en el que los filamentos de adhesivo adyacentes se enmarañan y forman glóbulos de adhesivo sobre el sustrato. El "disparo" es indeseable debido a que puede causar distorsión por calor de los sustratos de la lámina posterior de polietileno delicados.
Como puede apreciarse, los distribuidores de adhesivo conocidos que producen capas de adhesivo fibroso continuas, pueden no ser particularmente adecuados para operaciones intermitentes. Por lo tanto, sigue existiendo espacio para mejoras en esta área de la tecnología de distribución de adhesivos fibrosos.
Sumario En una realización ilustrativa, una boquilla para distribuir un patrón aleatorio de filamentos de adhesivo líquido generalmente comprende primera y segunda placas de compensación de aire y una placa de compensación de adhesivo situada entre la primera y segunda placas de compensación de aire. La placa de compensación de adhesivo tiene una pluralidad de ranuras de líquido adaptadas para recibir y descargar el adhesivo líquido presurizado. La primera y segunda placas de compensación de aire tienen cada una pluralidad de ranuras de aire adaptadas para recibir y dirigir el aire de proceso presurizado. Este aire de proceso presurizado forma una zona de turbulencia para mover los filamentos del adhesivo líquido presurizado que se descarga desde las ranuras de líquido.
En una realización, la primera placa de compensación de aire esta configurada para dirigir el aire del proceso presurizado a lo largo de un primer ángulo con relación a la placa de compensación de adhesivo y la segunda placa de compensación de aire esta configurada para dirigir el aire de proceso presurizado a lo largo de un segundo ángulo con relación a la placa de compensación de adhesivo. El primer ángulo es diferente del segundo ángulo y,
por lo tanto, la primera y segunda placas de compensación de aire dirigen el aire de proceso presurizado asimétricamente hacia los filamentos de adhesivo. Son posibles diversas disposiciones de placas de compensación, así como otras formas de construcciones de boquilla que no usan las placas de compensación para lograr este flujo de aire asimétrico.
Por ejemplo, la... [Seguir leyendo]
Reivindicaciones:
1. Una boquilla (10) para distribuir una pluralidad de filamentos de adhesivo líquido en un patrón aleatorio, que comprende:
una pluralidad de salidas de líquido (158) configuradas para descargar respectivamente la pluralidad de filamentos de adhesivo líquido;
una primera pluralidad de pasos de aire (100) , cada paso de aire de dicha primera pluralidad de pasos de aire (100)
asociado con una de dichas salidas de líquido (158) y configurado para dirigir aire de proceso presurizado a lo largo de un primer ángulo con respecto a un plano que incluye dicha salida de líquido asociada; y
una segunda pluralidad de pasos de aire (100) , cada paso de aire de dicha segunda pluralidad de pasos de aire asociado con una de dichas salidas de líquido (158) y configurado para dirigir aire de proceso presurizado a lo largo de un segundo ángulo con relación al plano que incluye dicha salida de líquido asociada;
estando al menos uno de dicha primera pluralidad de pasos de aire (100) y al menos uno de dicha segunda pluralidad de pasos de aire (100) sobre los lados opuestos de una de dichas salidas del líquido (158) ;
caracterizada porque dicho primer ángulo es diferente de dicho segundo ángulo, de modo que el aire de proceso presurizado sea dirigido asimétricamente de dicha primera y segunda pluralidades de pasos de aire hacia los filamentos de adhesivo líquido respectivos para producir el patrón aleatorio.
2. La boquilla de la reivindicación 1, en la que dicha pluralidad de salidas de líquido (158) se disponen en una hilera y dicha primera y segunda pluralidades de pasos de aire (100) se localizan sobre lados opuestos de un plano que incluye dicha hilera.
3. La boquilla de la reivindicación 1, en la que dicha primera y segunda pluralidades de pasos de aire (100) y dicha pluralidad de salidas de líquido se disponen en una serie (158) . 30
4. La boquilla de la reivindicación 1, en la que una de dicha primera pluralidad de pasos de aire (100) se encuentra sobre un primer lado de dicha salida de líquido (158) y dos de dicha segunda pluralidad de pasos de aire (100) se encuentran sobre un segundo lado opuesto de dicha salida de líquido (158) asociando de este modo tres pasos de aire con cada una de dichas salidas de líquido. 35
5. La boquilla de la reivindicación 1, en la que dos de dicha primera pluralidad de pasos de aire (100) se encuentran sobre un primer lado de dicha una salida de líquido (158) y dos de dicha segunda pluralidad de pasos de aire (100) se encuentran sobre un segundo lado opuesto de dicha una salida de líquido (158) , asociando de este modo cuatro pasos de aire con cada una de dichas salidas de líquido.
6. La boquilla de la reivindicación 1, en la que uno de dicha primera pluralidad de pasos de aire (100) se encuentra sobre un primer lado de dicha una salida de líquido (158) y uno de dicha segunda pluralidad de pasos de aire (100) se encuentra sobre un segundo lado opuesto de dicha una salida de líquido (158) , asociando de este modo dos pasos de aire con cada una de dichas salidas de líquido 7. La boquilla de la reivindicación 1, que comprende adicionalmente:
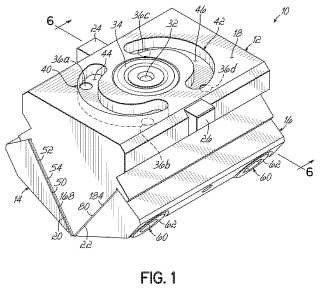
un cuerpo de boquilla (12) que tiene primera y segunda superficies (20, 22) , dicha pluralidad de salidas de líquido (158) definidas entre dicha primera y segunda superficies (20, 22) ;
una primera placa final (14, 16) acoplada a dicho cuerpo de boquilla (12) cerca de dicha primera superficie (20) , dicha primera pluralidad de pasos de aire (100) definida entre dicho cuerpo de boquilla (12) y dicha primera placa final (14) ; y
una segunda placa final (16) acoplada a dicho cuerpo de boquilla (12) cerca de dicha segunda superficie (22) , dicha segunda pluralidad de pasos de aire (100) definida entre dicho cuerpo de boquilla (12) y dicha segunda placa final (16) .
8. La boquilla de la reivindicación 7, que comprende adicionalmente: una placa de compensación de adhesivo (54) acoplada a dicho cuerpo de boquilla (12) , teniendo dicha placa de compensación de adhesivo (54) una pluralidad de ranuras de líquido (136) que definen dicha pluralidad de salidas de líquido (158) .
9. La boquilla de la reivindicación 1, en la que dicha pluralidad de salidas de líquido (158) están en una placa de compensación de adhesivo (54) ;
dicha primera pluralidad de pasos de aire (100) están en una a primer placa de compensación de aire (50) ;
dicha segunda pluralidad de pasos de aire (100) están en una segunda placa de compensación de aire (80) ;
dicha placa de compensación de adhesivo (64) situada entre dicha primera y segunda placas de compensación de 15 aire (50, 80) ; y
dicho aire de proceso presurizado dirigido por dicha primera y segunda pluralidad de pasos de aire (100) mueve dicha pluralidad de filamentos de adhesivo líquido que se descarga de dicha pluralidad de salidas de líquido (158) en un patrón aleatorio.
10. La boquilla de la reivindicación 9, en la que el primer ángulo es de aproximadamente 0º, de tal forma que dicha primera placa de compensación de aire (50) esté sustancialmente paralela a dicha placa de compensación de adhesivo (54) .
11. La boquilla de la reivindicación 10, que comprende adicionalmente:
una placa de compensación de separación (52) colocada entre dicha primera placa de compensación de aire (50) y dicha placa de compensación de adhesivo (54) .
12. La boquilla de la reivindicación 10, en la que el segundo ángulo es de aproximadamente 40º a aproximadamente 90º.
13. La boquilla de la reivindicación 9, que comprende adicionalmente:
un cuerpo de boquilla (12) que tiene primera y segunda superficies (20, 22) que generalmente convergen entre sí, estando dicha placa de compensación de adhesivo (54) y dicha primera placa de compensación de aire (50) acopladas a dicha primera superficie (20) para quedar dispuestas sustancialmente paralelas a la misma, y estando dicha segunda placa de compensación de aire (80) acoplada a dicha segunda superficie (22) para disponerse sustancialmente paralela a la misma;
una placa de compensación de separación (52) colocada entre dicha primera placa de compensación de aire (50) y dicha placa de compensación de adhesivo (54) ;
una primera placa final (14) asegurada a dicha primera superficie (20) de dicho cuerpo de boquilla (12) , estando 45 dicha primera placa de compensación de aire (50) y dicha placa de compensación de adhesivo (54) colocadas entre dicha primera placa final (14) y dicho cuerpo de boquilla (12) ;
una segunda placa final (16) asegurada a dicha segunda superficie (22) de dicho cuerpo de boquilla (12) , estando dicha segunda placa de compensación de aire (80) colocada entre dicha segunda placa final (16) y dicho cuerpo de 50 boquilla (12) ;
dicho cuerpo de boquilla (12) incluye una superficie superior (18) situada entre dichas primera y segunda superficies (20, 22) , al menos un paso de suministro de aire (160a, c) para dirigir aire de proceso presurizado de dicha superficie superior (18) a dicha primera superficie (20) , al menos un paso de suministro de aire de proceso (160b, d) para dirigir
aire de proceso presurizado de dicha superficie superior (18) a dicha segunda superficie (22) , y al menos un paso de suministro de líquido (150) para dirigir adhesivo líquido presurizado de dicha superficie superior (18) a dicha primera superficie (20) ; y
dichas primera y segunda placas finales (14, 16) definen canales de distribución respectivos para dirigir el aire de proceso presurizado de la primera o segunda superficies asociadas (20, 22) a dichas ranuras de aire (100) en la primera o segunda placas de compensación de aire asociadas (50, 80) .
14. La boquilla de la reivindicación 9, en la que dicha placa de compensación de adhesivo (54) incluye extremos opuestos (142, 144) y dichas ranuras de líquido (136) se angulan respectivamente hacia fuera de forma progresiva desde una porción central de dicha placa de compensación de adhesivo (54) hacia dichos extremos opuestos (142, 144) .
15. La boquilla de la reivindicación 9, en la que cada una de dichas ranuras de líquido (136) se dispone generalmente entre un par de dichas ranuras de aire (100) en dicha primera placa de compensación de aire (50) y un par de dichas ranuras de aire (100) en dicha segunda placa de compensación de aire (80) , asociando de este modo cuatro de dichas ranuras de aire (100) con cada ranura de líquido (136) .
16. La boquilla de la reivindicación 9, en la que cada una de dichas ranuras de líquido (136) se dispone generalmente entre un par de dichas ranuras de aire (100) en dicha primera placa de compensación de aire (50) y una de dichas ranuras de aire (100) en dicha segunda placa de compensación de aire (80) , asociando de este modo tres de dichas ranuras de aire (100) con cada ranura de líquido (136) .
17. La boquilla de la reivindicación 9, en la que cada una de dichas ranuras de líquido (136) se disponen generalmente entre una de dichas ranuras de aire (100) en dicha primera placa de compensación de aire (50) y una de dichas ranuras de aire (100) en dicha segunda placa de compensación de aire (80) , asociando de este modo dos de dichas ranuras de aire (100) con cada ranura de líquido (136) .
18. La boquilla de la reivindicación 15, en la que dichas ranuras de aire (100) incluyen, cada una, una entrada de aire (114a, 114b) y una salida de aire (118a, 118b) , convergiendo dichas ranuras de aire de cada par una hacia la otra de tal forma que dichas entradas de aire (114a, 114b) estén más separadas que dichas salidas de aire (118a, 118b) en cada par.
19. La boquilla de la reivindicación 18, en la que dichas primera y segunda placas de compensación de aire (50, 80) incluyen miembros ahusados respectivos (110) definidos entre dichas ranuras de aire (100) de cada par, incluyendo adicionalmente dichas primera y segunda placas de compensación de aire (50, 80) un borde inferior (98a, 98b) , terminando dichos miembros ahusados (110) por encima de un plano que incluye dicho borde inferior (98a, 98b) .
20. Un procedimiento para distribuir una pluralidad de filamentos de adhesivo sobre un sustrato en un patrón aleatorio con una boquilla de acuerdo con la reivindicación 1, que comprende:
mover el sustrato a lo largo de una dirección de la máquina;
descargar la pluralidad de filamentos de adhesivo de una pluralidad de salidas de líquido;
dirigir aire de proceso presurizado hacia la pluralidad de filamentos de adhesivo a lo largo de un primer ángulo con relación a un plano que incluye la salida de líquido asociada;
dirigir aire de proceso presurizado hacia la pluralidad de filamentos de adhesivo a lo largo de un segundo ángulo con relación al plano que incluye la salida de líquido asociada y sobre un lado opuesto de la salida de líquido asociado, caracterizado porque el segundo ángulo es diferente del primer ángulo, de manera que el aire de proceso presurizado sea dirigido asimétricamente hacia la pluralidad de filamentos de adhesivo; y
depositar la pluralidad de filamentos de adhesivo sobre el sustrato en un patrón aleatorio.
21. El procedimiento de la reivindicación 20, que comprende adicionalmente:
formar zonas de turbulencia de aire debajo de las salidas de líquido con el aire de proceso presurizado dirigido hacia 55 la pluralidad de filamentos de adhesivo; y
dirigir la pluralidad de filamentos de adhesivo a través de las zonas de turbulencia para mover la pluralidad de filamentos de adhesivo en direcciones aleatorias.
22. El procedimiento de la reivindicación 20, en el que dirigir aire de proceso presurizado a lo largo del primer ángulo comprende adicionalmente dirigir una corriente de aire, y dirigir aire de proceso presurizado a lo largo del segundo ángulo comprende adicionalmente dirigir dos corrientes de aire, dirigiendo de este modo un total de tres corrientes de aire hacia cada uno de dichos filamentos de adhesivo.
23. El procedimiento de la reivindicación 20, en el que dirigir aire de proceso presurizado a lo largo del primer ángulo comprende adicionalmente dirigir dos corrientes de aire, y dirigir aire de proceso presurizado a lo largo del segundo ángulo comprende adicionalmente dirigir dos corrientes de aire, dirigiendo de este modo un total de cuatro corrientes de aire hacia cada uno de dichos filamentos de adhesivo.
24. El procedimiento de la reivindicación 20, en el que dirigir aire de proceso presurizado a lo largo del primer ángulo comprende adicionalmente dirigir una corriente de aire, y dirigir aire de proceso presurizado a lo largo del segundo ángulo comprende adicionalmente dirigir una corriente de aire, dirigiendo de este modo un total de dos corrientes de aire hacia cada uno de dichos filamentos de adhesivo.
Patentes similares o relacionadas:
Un método para realizar un procedimiento en un animal que implica el aturdimiento y/o la eutanasia de dicho animal, del 17 de Junio de 2020, de Anoxia B.V: Un método para realizar un procedimiento en un animal utilizando una espuma, dicha espuma tiene una composición de gas adecuada para realizar el procedimiento; […]
Boquilla de atomización, del 8 de Abril de 2020, de Spraying Systems Manufacturing Europe GmbH: Boquilla de atomización con una conexión de líquido para el suministro de un líquido (F) a un canal de líquido , que está conectado […]
Unidades de cabezal de pulverización para pistolas pulverizadoras de líquido, del 27 de Noviembre de 2019, de 3M INNOVATIVE PROPERTIES COMPANY: Una unidad de cabezal de pulverización para usar con una plataforma de pistola pulverizadora de líquido, que comprende: un soporte (30; 230; […]
Unidad de pulverización, módulo compacto de pulverización que incluye dicha unidad, y sistema de pulverización y control que incluye una pluralidad de dichos módulos, del 13 de Noviembre de 2019, de Pellenc (Societe par Actions simplifiee): Unidad de pulverización para la pulverización de un líquido en forma de gotitas para el tratamiento de un objetivo , como por ejemplo, un seto vegetal, comprendiendo […]
Módulo de división de líquido para aplicador de dispensación de salida variable y procedimientos asociados, del 4 de Septiembre de 2019, de NORDSON CORPORATION: Un módulo de división de líquido (12, 12x) configurado para suministrar adhesivo desde un colector a un módulo de dispensación en un aplicador […]
Dispositivo de medición para un fluido, del 28 de Agosto de 2019, de NORDSON CORPORATION: Un dispositivo de medición para un fluido, en particular un pegamento termofusible, adaptado para su uso con un aparato de dispensación para dicho fluido o un aparato […]
Sistema de pulverización de alto volumen a baja presión a demanda y método correspondiente, del 22 de Mayo de 2019, de GRACO MINNESOTA INC.: Un pulverizador que comprende: una unidad de suministro de aire que comprende un motor , la unidad de suministro de aire configurada para producir como salida […]
Puntas de boquilla y unidades de cabezal de pulverización para pistolas pulverizadoras de líquido, del 25 de Abril de 2019, de 3M INNOVATIVE PROPERTIES COMPANY: Una pistola pulverizadora de líquido que comprende: un cuerpo de pistola pulverizadora de líquido que comprende una toma de boquilla; […]