BOQUILLA DE MOLDEO CONTINUO CON MODULADOR DE PRESION.
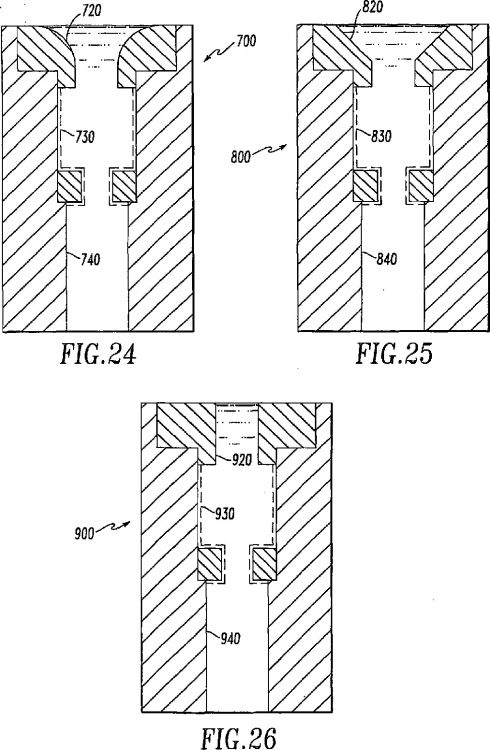
Boquilla (100, 200, 300, 400, 500, 600, 700, 800, 900) para transferir un flujo de metal líquido en una dirección de flujo y adaptada para su uso con un regulador móvil (30) para controlar el flujo de metal líquido,
comprendiendo la boquilla (100, 200, 300, 400, 500, 600, 700, 800, 900):
- Una superficie interior que define un agujero pasante al flujo para transferir el flujo;
- Una porción de entrada (120, 220, 320, 420, 520, 620, 720, 820, 920) adaptada para cooperar con la vertedera (50) de una varilla de tapón de colada (30), y que define una zona de control (55) entre las mismas:
- Una porción del modulador de presión que comprende un modulador de presión (130, 230, 330, 430, 530, 630, 730, 830, 930) aguas abajo de la zona de control (55) y;
- Una porción inferior aguas abajo de la porción del modulador de presión
Caracterizada porque el modulador de presión está adaptado para reducir un diferencial de presión a través de la zona de control (55) generando una compresión de flujo repentina, fuerte y porque la porción del modulador de presión (130, 230, 330, 430, 530, 630, 730, 830, 930) tiene un lateral alineado con la dirección del flujo y un fondo generalmente ortogonal a la dirección del flujo, definiendo el lateral del fondo un ángulo F, caracterizado porque el ángulo F es inferior a 135º, y preferentemente es de entre 80º y 100º
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US01/18789.
Solicitante: VESUVIUS CRUCIBLE COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 103 FOULK ROAD, SUITE 202,WILMINGTON, DELAWARE 19803.
Inventor/es: XU, DONG, HEASLIP, LAWRENCE, J., DORRICOTT, JAMES, D.
Fecha de Publicación: .
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B22D41/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 41/00 Recipientes de mantenimiento de un baño en fusión, p. ej. cucharas, artesas de colada, fosos de colada o sistemas análogos (B22D 39/00, B22D 43/00 tiene prioridad). › del tipo vástago con tapón, es decir, posicionándose la varilla de cierre hacia abajo atravesando el recipiente y el metal que éste contiene, para hacer variar la sección de paso del metal en la abertura de colada.
- B22D41/50 B22D 41/00 […] › Buzas de colada.
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Boquilla de moldeo continuo con modulador de presión.
Antecedentes de la invención
Durante procesamiento, los metales líquidos, y en particular acero líquido, fluyen de un recipiente, tal como un embudo, a otro recipiente, tal como un molde, bajo la influencia de gravedad. Una boquilla puede guiar y contener la corriente de flujo de metal líquido durante paso de un recipiente al otro.
El control de la velocidad de flujo del metal líquido durante procesamiento es esencial. Con este fin, se utiliza un regulador o controlador de flujo que permite ajuste de la velocidad de flujo de metal líquido. Un regulador común es una varilla de tapón de colada, aunque se puede utilizar cualquier tipo de regulador de flujo conocido para los expertos en la técnica. Por lo tanto, un procedimiento de moldeo de acero continuo típico permite que el metal líquido fluya de un embudo a un molde, a través de una boquilla que emplea una varilla de tapón de colada para regulación de flujo.
Haciendo referencia a la figura 1, en dicho procedimiento de moldeo de acero continuo típico, un embudo 15 se coloca directamente sobre un molde 20 con una boquilla 25 conectada al embudo 15. Una boquilla 25 provee un conducto a través del cual el metal líquido 10 fluye desde el embudo 15 hacia el molde 20. Una varilla de tapón de colada 30 en el embudo 15 controla la velocidad de flujo a través de la boquilla 25.
La figura 2 es una vista esquemática parcial, trazada a una escala ampliada, de una porción de entrada y una porción inferior 40, 35 de un orificio de boquilla 45 de la boquilla 25 de la figura 1. En la figura 2, la porción de entrada 35 se extiende entre los puntos 1 y 2. La porción inferior 40 se extiende entre los puntos 2 y 3. La porción de entrada 35 del orificio de boquilla 45 está en comunicación fluida con el metal líquido 10 contenido en el embudo 15. La porción inferior 40 del orificio de boquilla 45 está parcialmente sumergida en el metal líquido 10 en el molde 20.
Volviendo a la figura 1, para regular la velocidad de flujo de metal líquido del embudo 15 hacia el molde 20, la varilla de tapón de colada 30 es elevada o descendida. Por ejemplo, el flujo de metal líquido 10 es detenido si la varilla de tapón de colada 30 es descendida completamente de modo que una vertedera 50 de la varilla de tapón de colada 30 bloquea la porción de entrada 35 del orificio de boquilla 45. A medida que la varilla de tapón de colada 30 es elevada por encima de la posición completamente descendida, el metal líquido puede fluir a través de la boquilla 25. La velocidad de flujo a través de la boquilla 25 es controlada mediante ajuste de la posición de la varilla de tapón de colada 30. A medida que la varilla de tapón de colada 30 es elevada, la vertedera 50 de la varilla de tapón de colada 30 es movida más allá de la porción de entrada 35 del orificio de boquilla 45, lo que incrementa el área abierta entre la vertedera del tapón de colada 50 y la boquilla 25 permitiendo una velocidad de flujo más alta.
La figura 3 muestra otro sistema de flujo de metal líquido desde el embudo 15 hacia el molde 20. Este sistema tiene una zona de control 55 localizada entre la vertedera 50 de la varilla de tapón de colada 30 y la porción de entrada 35 del orificio de boquilla 45. La zona de control 55 es la parte más estrecha del canal abierto entre la vertedera del tapón de colada 50 y la porción de entrada 35 del orificio de boquilla 45. El metal líquido 10 en el embudo 15 tiene una presión estática causada por gravedad. Si la varilla de tapón de colada 30 no bloquea la entrada de metal líquido 10 hacia el orificio 45 de la boquilla, la presión del metal líquido 10 en el embudo 15 obliga al metal líquido 10 a fluir fuera del embudo 15 y hacia la boquilla 25.
Cuando el flujo es inferior al máximo, las características del área abierta de la zona de control 55 son factores primordiales en la regulación de la velocidad de flujo hacia la boquilla 25 y posteriormente hacia el molde 20.
La figura 4 muestra gráficamente cambios en la presión del metal líquido 10 que fluye fuera del embudo 15 a través de la zona de control 55 y hacia la boquilla 25. Como se muestra en la figura 3, el punto 60 representa una ubicación general dentro del metal líquido 10 contenido en el embudo 15 corriente arriba de la zona de control 55. El punto 65 representa una ubicación general dentro del orificio abierto 45 de la boquilla 25 corriente abajo de la zona de control 55. Como se muestra en la figura 4, la tendencia general en la presión del metal líquido 10 entre los puntos 60 y 65 es una caída aguda en presión a través de la zona de control 55. La presión en 60 es generalmente mayor que la presión atmosférica. La presión en 65 es generalmente inferior a la presión atmosférica, dando como resultado un vacío parcial.
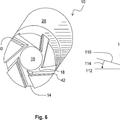
La figura 5 ilustra una boquilla de dos componentes, que incluye un inserto de entrada 70 y un cuerpo principal 75. La porción de entrada 35 del orificio 45 se extiende desde los puntos 21 a 22 a 23, y la porción inferior 40 se extiende de los puntos 23 a 24.
La figura 6 ilustra un sistema de flujo de metal líquido, desde el embudo 15 al molde 20 e incorpora la boquilla de la figura 5. La figura 7 ilustra la tendencia de presión desde el punto 60 al punto 65 en el sistema de la figura 6. La tendencia de presión para el sistema de la figura 6 es básicamente el mismo que para la figura 3, incluyendo una caída aguda en presión a través de la zona de control 55.
En resumen, las boquillas de las figuras 1, 3 y 6 ocasionan una caída de presión aguda a través de las zonas de control respectivas. Esta caída de presión aguda ocasiona que el sistema de regulación de flujo sea demasiado sensible. Un sistema de regulación de flujo demasiado sensible tiende a ocasionar que un operador busque continuamente, o mueva el regulador para obtener la posición correcta a modo de ajustar el tamaño y/o geometría de la zona de control para estabilización de flujo a una velocidad deseada. La búsqueda de la regulación de flujo adecuada ocasiona turbulencia en la porción de entrada 35 y en todo el orificio 45 de la boquilla 25.
La turbulencia ocasionada por búsqueda y además por el vacío parcial/presión baja generados corriente abajo de la zona de control, aceleran la erosión alrededor de la zona de control. Por ejemplo, puede ocurrir erosión de una vertedera 50 de una varilla de tapón de colada 30 y una porción de entrada 35 de un orificio de boquilla 55. La velocidad más alta de erosión generalmente ocurre inmediatamente corriente abajo de la zona de control 55. La erosión en y alrededor de la zona de control 55 exacerba las dificultades asociadas con regulación de velocidad de flujo de metal líquido. Los cambios indeseables en la geometría crítica de la zona de control 55, como resultado de erosión, conducen a variaciones de velocidad de flujo impredecibles, lo que finalmente puede dar como resultado la completa falla de un sistema de regulación de flujo.
Haciendo referencia nuevamente a la figura 5, para reducir la erosión, y por lo tanto mejorar la regulación de flujo, en algunas boquillas el inserto de entrada 70 está generalmente compuesto de un material refractario resistente a la erosión. Sin embargo, la adición del inserto de entrada 70 a la boquilla 40 no afecta la caída de presión aguda a través de la zona de control 55, como se muestra en las figuras 4 y 7. De esta forma, la regulación de flujo para boquillas convencionales permanece demasiado sensible a movimientos del regulador, debido al tamaño y forma de la zona de control definidos por la misma, haciendo que la estabilización de velocidad de flujo sea difícil de obtener.
En consecuencia, existe la necesidad de una boquilla que reduzca al mínimo el diferencial de presión a través de una zona de control de boquilla, que reduzca los efectos corrosivos de la misma y que estabilice el tamaño y forma de la zona de control, reduciendo así la búsqueda e incrementando la estabilidad de flujo.
Breve descripción de la invención
La presente invención satisface la necesidad antes descrita al proveer una boquilla con un diferencial de presión mínimo a través de una zona de control de boquilla, reducir los efectos corrosivos de la misma y estabilizar el tamaño y forma de zona de control, reduciendo así la búsqueda e incrementando la estabilidad de flujo.
Para este fin, la presente invención incluye una boquilla para controlar un flujo de metal líquido que incluye una porción de entrada para recibir el metal líquido. Un regulador...
Reivindicaciones:
1. Boquilla (100, 200, 300, 400, 500, 600, 700, 800, 900) para transferir un flujo de metal líquido en una dirección de flujo y adaptada para su uso con un regulador móvil (30) para controlar el flujo de metal líquido, comprendiendo la boquilla (100, 200, 300, 400, 500, 600, 700, 800, 900):
Caracterizada porque el modulador de presión está adaptado para reducir un diferencial de presión a través de la zona de control (55) generando una compresión de flujo repentina, fuerte y porque la porción del modulador de presión (130, 230, 330, 430, 530, 630, 730, 830, 930) tiene un lateral alineado con la dirección del flujo y un fondo generalmente ortogonal a la dirección del flujo, definiendo el lateral del fondo un ángulo F, caracterizado porque el ángulo F es inferior a 135º, y preferentemente es de entre 80º y 100º.
2. Boquilla según la reivindicación 1, caracterizada porque el modulador de presión (130, 230, 330, 430, 530, 630, 730, 830, 930) comprende un inserto (105, 205) montado en la boquilla.
3. Boquilla según la reivindicación 2, caracterizada porque el inserto (105) define una porción de entrada (120) e incluye por lo menos una zona de restricción (150) para restringir el flujo aguas abajo de la porción de entrada (120) y el modulador de presión (130).
4. Boquilla según la reivindicación 3, caracterizada porque la zona de restricción (150) tiene una longitud "L2" alineada con la dirección del flujo y una anchura "A" ortogonal a la dirección del flujo, y la porción del modulador de presión (130) tiene una longitud "L" alineada con la dirección del flujo y una anchura "B" ortogonal a la dirección del flujo.
5. Boquilla según la reivindicación 4, caracterizada porque la anchura "B" dividida por la anchura "A" define una relación de restricción "B/A", porque la longitud "L1" dividida por la longitud "B" define una relación de espacio de presión "L1/B", y porque la longitud "L2" dividida por la anchura "A" define una relación de longitud de restricción relativa "L2/A", seleccionándose las relaciones para reducir la separación de flujo.
6. Boquilla según la reivindicación 4 ó 5, caracterizada porque la anchura "B" dividida por la anchura "A" define una relación de restricción "B/A" que es mayor que 1,4, preferentemente de entre 1,7 y 2,5.
7. Boquilla según la reivindicación 4 a 6, caracterizada porque la longitud "L1" dividida por la anchura "B" define una relación de espacio de presión "L1/B" que es mayor que 0, 7 y menor que 8,0, preferentemente de entre 1,0 y 2,5.
8. Boquilla según la reivindicación 4 a 7, caracterizada porque la longitud "L2" dividida por la anchura "A" define una relación de longitud de restricción relativa "L2/A" que es menor que 6,0, preferentemente de entre 0,3 y 1,5.
9. Boquilla según la reivindicación 1, caracterizada porque el lateral y el fondo de la porción del modulador de presión define un radio R entre los mismos que es menor que (B-A)/2, preferentemente menor que (B-A)/4.
10. Método de control del flujo de un fluido, que tiene una dirección de flujo, en una boquilla (100, 200, 300, 400, 500, 600, 700, 800, 900) según se reivindica en cualquiera de las reivindicaciones anteriores.
Patentes similares o relacionadas:
Boquilla de inmersión, del 15 de Julio de 2020, de KROSAKIHARIMA CORPORATION: Una boquilla de inmersión, en la que la boquilla de inmersión tiene una forma plana en la que el ancho Wn de un orificio interior es mayor que un grosor […]
Modificador de salida de artesa, del 15 de Abril de 2020, de Vesuvius U S A Corporation: Un bloque para controlar el flujo de un recipiente refractario, que comprende: (a) una base dispuesta alrededor de un canal de fundición que tiene un eje primario, […]
Boquilla de colada que comprende deflectores de flujo, del 8 de Enero de 2020, de Vesuvius USA Corporation: Boquilla de colada que comprende un cuerpo alargado definido por una pared externa y que comprende un agujero definido por una pared de agujero y que se extiende a lo largo […]
 Buza de entrada sumergida, del 25 de Diciembre de 2019, de Vesuvius U S A Corporation: Un tubo de vertido para su uso para colar una corriente de metal fundido desde una posición aguas arriba hasta una posición aguas abajo, teniendo el tubo de vertido […]
Buza de entrada sumergida, del 25 de Diciembre de 2019, de Vesuvius U S A Corporation: Un tubo de vertido para su uso para colar una corriente de metal fundido desde una posición aguas arriba hasta una posición aguas abajo, teniendo el tubo de vertido […]
 Equipo de fundición y procedimiento de fundición, del 25 de Septiembre de 2019, de POSCO: Una herramienta de fundición que comprende:
una cuchara (L) para recibir acero fundido; un molde (M) para solidificar el acero fundido provisto desde la cuchara (L) para […]
Equipo de fundición y procedimiento de fundición, del 25 de Septiembre de 2019, de POSCO: Una herramienta de fundición que comprende:
una cuchara (L) para recibir acero fundido; un molde (M) para solidificar el acero fundido provisto desde la cuchara (L) para […]
Una tobera para guiar una masa de metal fundido, del 7 de Agosto de 2019, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Una tobera para guiar una masa fundida de metal desde un primer a un segundo medio, que comprende: a) un cuerpo refractario similar a un tubo con b) una […]
Producto refractario y boquilla de colada, del 24 de Mayo de 2019, de KROSAKIHARIMA CORPORATION: Un producto refractario que comprende particulas refractarias que contienen componentes de CaO y particulas refractarias que contienen componentes de MgO, […]
Buza de colada, del 21 de Enero de 2019, de Akechi Ceramics Co., Ltd: Una estructura de buza de colada para una colada continua de metal fundido, que comprende: una parte tubular provista de un canal de colada para […]