Aparato y método para corrugar mallas.
Una enmalladora (2) para corrugar mallas (4) en un tubo, que comprende:
- un marco (10) con un eje;
- un pasaje (18) a lo largo de dicho eje;
- dispositivo para ejercer el movimiento recíproco (22, 24, 26) a lo largo de dicho eje;
- un tubo enmallador (40) con conexión removible para dicho movimiento recíproco;
- un tubo secundario (50) con una tapa superior y una inferior, con la tapa superior próxima al dispositivo demovimiento recíproco y la tapa inferior distal al dispositivo de movimiento recíproco, y con un tubo secundariodeslizable coaxialmente al tubo enmallador;
- un espacio circular definido al menos por el tubo secundario (50) y el tubo enmallador (40); y
- unas lengüetas accionadas por resortes (20) unidas al marco y que se extienden a lo largo del pasaje formadopor el tubo secundario (59), que comprende un tronco con un orificio, y el tronco que se extiende desde la partesuperior hasta el final.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/057510.
Solicitante: POLY-CLIP SYSTEM CORP..
Inventor/es: PINTO,ROBERT, HASCHKE,EGGO,L.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A22C13/02 NECESIDADES CORRIENTES DE LA VIDA. › A22 CARNICERIA; TRATAMIENTO DE LA CARNE; TRATAMIENTO DE LAS AVES DE CORRAL O DEL PESCADO. › A22C TRATAMIENTO DE LA CARNE, DE LAS AVES DE CORRAL O DEL PESCADO (conservas A23B; producción de composiciones a base de proteínas para la alimentación A23J 1/00; productos alimenticios a base de pescado, carne o aves de corral A23L; trituración, p. ej. picado de la carne B02C 18/00; preparación de proteínas en sí C07K 1/00). › A22C 13/00 Envolturas de embutidos. › Relleno de las envolturas de embutidos.
PDF original: ES-2436791_T3.pdf
Fragmento de la descripción:
Aparato y método para corrugar mallas Descripción de los antecedentes [0001] La presente invención hace referencia al sector de la preparación de productos alimenticios en fundas tubulares corrugadas y su posterior enmallado. Uno de los métodos más generalizados en la industria alimentaria es embuchar productos alimenticios, como la carne para salchichas, la carne de músculo entero y demás, a través de una tolva. Los productos cárnicos son embutidos en una funda comestible y después en una malla. El producto alimenticio rellenará dicha funda a la vez que la empuja hacia a dentro de la malla. Una vez terminado el procesamiento, como el ahumado o la cocción, se retirará la malla, dejando una superficie abultada en los productos
que los consumidores consideran apetecible. La funda comestible evitará que la malla se adhiera a la carne, de manera que la carne mantenga una apariencia limpia una vez que se retira la malla. (No existe razón alguna por la que la presente invención se deba limitar a carne; puede utilizarse con quesos o salchichas vegetarianas, o con cualquier producto para el que se desee dicha apariencia abultada) . El presente método aparece recogido en la U.S. Patent No. 4, 910, 034 to Winkler, Process for the Production of Meat Products, y su divisoria, U.S. Patent No.
4, 958, 477. Como se puede apreciar en la FIG. 4 de las patentes mencionadas, aparecen tres tubos coaxiales. La carne para salchichas o cualquier otro ingrediente es embuchado en el tubo con menor diámetro; el tubo mediano da forma a la funda comestible en otro tubo; y el tercer tubo (“el tubo enmallador”) alberga la malla.
[0002]La malla tubular empleada en el presente proceso viene de fábrica aplanada y plegada en forma de circunferencia en un cilindro desechable. Para poder utilizar la malla de la forma arriba descrita, ésta debe estar 20 corrugada en un tubo enmallador temporal. Este proceso de plegado, o “corrugado”, conlleva colocar la malla de manera coaxial en el tubo enmallador. Supone una gran ventaja el hecho de poder maximizar la cantidad de mallas colocadas en el tubo enmallador, ya que la pausa para cambiar o recargar el tubo enmallador provoca alteraciones e ineficacia en el proceso. Una vez que la malla se ha corrugado en el tubo enmallador, dicho tubo se coloca en una máquina para embuchar salchichas, tal y como se describe en la patentes ‘034 y ‘477 y se ilustra, por ejemplo, en la FIG. 7 de dichas patentes.
En una realización previa, para poder corrugar la malla dentro del tubo, el tubo enmallador debe estar colocado verticalmente, para el uso de un cilindro de aire. La malla se estrecha alrededor del tubo y varias lengüetas accionadas por resortes sujetas a una abrazadera rodean el tubo enmallador. Normalmente dichas lengüetas están colocadas de manera horizontal y una fuerza las mueve hacia abajo; una vez que dicha fuerza cesa, los resortes recuperan su posición horizontal normal. De esta manera, las lengüetas tiran de la malla hacia abajo mientras que el tubo sube para así estirar la malla cuando el tubo se mueve hacia abajo. El movimiento recíproco del tubo enmallador hace, pues, que la malla se corrugue sobre dicho tubo. Esta realización previa se describe, por ejemplo, en la U.S. Patent No. 5, 273, 481 to Sullivan, Net Rucker. Se ha de tener en cuenta que con este método se pliega una única malla en el tubo enmallador.
Una mejora a la realización anterior consistiría en incluir un tubo secundario, colocado de manera coaxial sobre el tubo enmallador para que la malla se extienda sobre dicho tubo secundario. Dado que la malla queda cubriendo el tubo secundario, dicho tubo sube en relación con el tubo enmallador y la malla se pliega en este tubo, en el espacio entre la base del tubo enmallador y el tubo secundario que ahora sube. De esta manera, se pueden plegar más mallas en el tubo enmallador, en comparación con el procedimiento de la realización descrito en el
párrafo anterior, debido a que se pueden plegar muchas capas, de modo es posible corrugar más pies lineales de malla en la longitud del tubo enmallador. No obstante, este procedimiento no permite que la malla se pliegue correctamente, ya que se arruga y queda ondulada. Esta apariencia general de desorden en las mallas colocadas en el tubo no suele ser del agrado de los posibles compradores de la enmalladora. Además, y más importante si cabe, el desorden causado por la falta de uniformidad provoca que el corrugado permita la colocación de menos mallas de
las que se esperaría.
En esta mejora de la realización anterior se recurre a un tubo secundario con un diámetro interior mayor que el diámetro exterior del tubo enmallador. De esta forma, la tapa del tubo se inserta en la parte superior del tubo secundario, manteniendo el movimiento coaxial del tubo secundario hacia el tubo enmallador y permitiendo que la malla se deslice con cuidado sobre el tubo secundario. Un aro coaxial colocado en la parte inferior del tubo 50 secundario lo mantiene en una posición coaxial con el tubo enmallador, empujando la malla hacia abajo en dicho tubo.
Pese a que la mejora en la realización previa aumenta la cantidad de mallas que pueden corrugarse en el tubo para tal propósito, los usuarios de la presente enmalladora demandan que el aumento en la cantidad sea mayor. Además, nuevos dispositivos desarrollados se colocan en la salida del tubo enmallador durante la producción de la salchicha y permite que la malla se deslice una distancia determinada y comedida hacia fuera del tubo enmallador, tal y como se recoge en la United States Patent Application No. 11/553, 757, Apparatus and Method For Forming Tubes In Nets, filed October 27, 2006. Estos nuevos dispositivos para estirar las mallas requieren de un espacio al final del tubo enmallador, un espacio mayor que la longitud de las salchichas que se vayan producir,
limitando aún más la cantidad de mallas que se pueden corrugar en el tubo enmallador. De esta forma, el uso de un dispositivo para estirar las mallas incrementa aún más la necesidad de maximizar la cantidad de mallas que se pueden corrugar en un tubo enmallador de una medida determinada. (Se debe tener en cuenta que se puede aumentar el número de mallas corrugadas en el tubo para tal propósito incrementando el tamaño de dicho tubo, pero no se considera una opción o, como mucho, sería poco práctica para aquellos usuarios con un espacio limitado.)
Una solución consiste en proporcionar un espacio circular definido por el aro tubular, el tubo enmallador y el tubo secundario, tal y como recoge la United States Patent No. 7, 051, 415 to Pinto, Net Rucking Apparatus and Method. Esta solución funciona correctamente pero sigue existiendo la necesidad de poder corrugar más mallas en el tubo. La presente invención satisface dicha necesidad.
Breve resumen de la invención [0008] A modo de resumen y de acuerdo con la reivindicación independiente 1; una enmalladora para corrugar mallas en un tubo, que comprende un marco con un eje, un pasaje a lo largo de dicho eje, un dispositivo de movimiento recíproco a lo largo del eje, un tubo enmallado con conexión removible al dispositivo de movimiento recíproco, un tubo secundario que comprende un tronco con un orificio y con capacidad de movimiento coaxial con respecto al tubo enmallador, un espacio circular definido por el tubo secundario y el tubo enmallador, y unas lengüetas accionadas por resortes sujetos al marco y que se extienden por el pasaje. De acuerdo con la reivindicación independiente 11, un procedimiento para corrugar las mallas en el tubo conlleva unir el tubo enmalladora una plataforma móvil, montar un tubo secundario de manera axial sobre el tubo enmallador, y que dicho tubo secundario comprenda de un tronco con un orificio que lo atraviese, colocando el final de una malla sobre el tubo secundario y formando un espacio circular entre el tubo enmallador y el tubo secundario, permitiendo que dicho
tubo secundario se mueva recíprocamente a través de las lengüetas accionadas por resorte. El tubo secundario comprende un tronco con un orificio que lo atraviesa y que puede tener forma troncocónica, tronco-piramidal o de tronco.
Breve descripción de varias vistas de los dibujos
-La FIG. 1 muestra una vista esquemática de la realización preferente de la enmalladora de la presente invención sin ninguna malla.
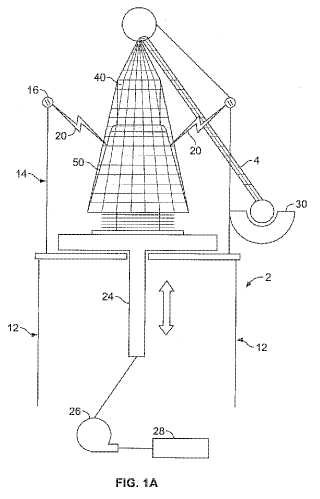
-La FIG. 1A muestra la enmalladora de la FIG. 1 incluyendo una malla.
-La FIG. 2 muestra una vista en perspectiva del tubo enmallador de la enmalladora de la FIG 1.
-La FIG. 3A muestra una vista trasversal del tubo secundario de la enmalladora de la FIG. 1.
-La FIG. 3B muestra una vista lateral del tubo secundario en la FIG. 3A.
-La FIG. 3C muestra... [Seguir leyendo]
Reivindicaciones:
1. Una enmalladora (2) para corrugar mallas (4) en un tubo, que comprende: -un marco (10) con un eje; -un pasaje (18) a lo largo de dicho eje; -dispositivo para ejercer el movimiento recíproco (22, 24, 26) a lo largo de dicho eje; -un tubo enmallador (40) con conexión removible para dicho movimiento recíproco; -un tubo secundario (50) con una tapa superior y una inferior, con la tapa superior próxima al dispositivo de movimiento recíproco y la tapa inferior distal al dispositivo de movimiento recíproco, y con un tubo secundario deslizable coaxialmente al tubo enmallador; -un espacio circular definido al menos por el tubo secundario (50) y el tubo enmallador (40) ; y
-unas lengüetas accionadas por resortes (20) unidas al marco y que se extienden a lo largo del pasaje formado por el tubo secundario (59) , que comprende un tronco con un orificio, y el tronco que se extiende desde la parte superior hasta el final.
2. La enmalladora de la reivindicación 1, que contiene, además, dispositivos para evitar que la malla se enganche en dicho tubo secundario (50) .
3. La enmalladora de la reivindicación 1, que contiene, además, una tapa de tubo (52) unida al tubo secundario (50) con una superficie estrecha.
4. La enmalladora de la reivindicación 1, que contiene, además, mecanismos (28) de control del dispositivo de movimiento recíproco (22, 24, 26) .
5. La enmalladora de la reivindicación 1, mediante la cual dicho dispositivo de movimiento recíproco (22, 24, 26) comprende un cilindro de aire comprimido (24) y una fuente de aire (26) .
6. La enmalladora de la reivindicación 1, en la cual el espacio circular comprende una muesca al final de dicho tubo secundario (50) .
7. La enmalladora de la reivindicación 1, en la cual el espacio circular está formado por el aro tubular (60) , el tubo secundario (50) y el tubo enmallador (40) , en el que el aro tubular (60) está unido al tubo secundario (50) por el orificio del tubo (50) y que es deslizable coaxialmente sobre el tubo enmallador (40) .
8. La enmalladora de la reivindicación 7, que comprende, además, un segundo aro tubular (54) en el orificio del tubo secundario (50) .
9. La enmalladora de la reivindicación 1, en la cual el tronco presenta forma troncocónica.
10. La enmalladora de la reivindicación 1, en la cual el tronco presenta forma tronco-piramidal.
11. Un procedimiento de corrugado de las mallas en el tubo enmallador (40) , que comprende: -la unión de un tubo enmallador (40) a una plataforma móvil (22) ; -la colocación de un tubo secundario (50) de manera axial sobre dicho tubo enmallador (40) ; -la ubicación del final de una malla (4) sobre dicho tubo secundario (50) ; -la creación de un espacio circular entre el tubo enmallador (40) y el tubo secundario (50) ; y -el movimiento del tubo secundario (50) de manera recíproca a través de las lengüetas accionadas por resortes
(20) ;
-la descripción de dicho tubo secundario (50) comprende un tronco con un orificio que lo atraviesa; dicho tronco se extiende dese la parte superior del tubo hasta la inferior del mismo (50) .
12. El procedimiento de la reivindicación 10, además comprende el hecho de evitar que la malla se enganche (4) .
13. El procedimiento de la reivindicación 10, en la que dicho tronco tiene una forma troncocónica.
14. El procedimiento de la reivindicación 10, en la que dicho tronco tiene una forma tronco-piramidal.
Patentes similares o relacionadas:
Elemento de soporte con protección integrada contra deslizamiento, del 2 de Octubre de 2018, de CDS Hackner GmbH: Elemento de soporte para encajar y sostener al menos una porción de intestino, donde el elemento de soporte se extiende a lo largo de un eje longitudinal […]
MÁQUINA AUTOMÁTICA DE STICKS PARA EMBUTIDOS, del 9 de Febrero de 2017, de SAYER TECHNOLOGIES, S. L: Máquina automática de sticks modular que comprende al menos una entrada de sticks , una sección intermedia modular en la que se realizan operaciones como pesaje, […]
Plegadoras, replegadoras, desplegadoras y/o frenos de tripa con capas apiladas de agarre y dispositivos de agarre relacionados, del 24 de Agosto de 2016, de TIPPER TIE,INC.: Un conjunto de agarre, que comprende: un conjunto apilado de capas cooperantes (10s) de agarre que tiene un perímetro con un perfil semicircular […]
EMBUTIDO CÁRNICO MEJORADO, del 26 de Abril de 2016, de ADIEGO FERNANDEZ, Jose Antonio: 1. Embutido cárnico mejorado, siendo de los que están compuestos por una piel o tripa que envuelve a un producto cárnico como pueda ser salchicha, chorizo […]
PRODUCTO ALIMENTICIO, del 4 de Diciembre de 2014, de GRUPO ALIMENTARIO ARGAL S.A: 1. Producto alimenticio hecho a partir de fiambre, embutido o similar, y en particular del tipo salchicha de Frankfurt que comprende un cuerpo […]
COMPOSICIÓN DE PLISADO Y APLICACIONES DE LA MISMA, del 18 de Abril de 2013, de VISCOFAN, S.A.: Composición de plisado y aplicaciones de la misma. La presente invención se refiere a una composición para el plisado de tripas artificiales que permite conferir a la […]
 COMPOSICIÓN DE PLISADO Y APLICACIONES DE LA MISMA, del 7 de Marzo de 2013, de VISCOFAN, S.A.: La presente invención se refiere a una composición para el plisado de tripas artificiales que permite conferir a la tripa una elevada capacidad de adhesión […]
COMPOSICIÓN DE PLISADO Y APLICACIONES DE LA MISMA, del 7 de Marzo de 2013, de VISCOFAN, S.A.: La presente invención se refiere a una composición para el plisado de tripas artificiales que permite conferir a la tripa una elevada capacidad de adhesión […]
 SISTEMA DE EMPAQUE DE ALIMENTOS ALIMENTADO MEDIANTE UNA CORREA, del 11 de Diciembre de 2009, de VISKOTEEPAK BELGIUM NV: Un paquete para almacenar material de empaque de alimentos, donde dicho paquete comprende:
una correa ;
una pluralidad de bolsas de almacenamiento […]
SISTEMA DE EMPAQUE DE ALIMENTOS ALIMENTADO MEDIANTE UNA CORREA, del 11 de Diciembre de 2009, de VISKOTEEPAK BELGIUM NV: Un paquete para almacenar material de empaque de alimentos, donde dicho paquete comprende:
una correa ;
una pluralidad de bolsas de almacenamiento […]