APARATO SOLDADOR, EN PARTICULAR, APARATO SOLDADOR DE TUERCAS.
Aparato soldador para la soldadura de una pieza pequeña, en particular una tuerca,
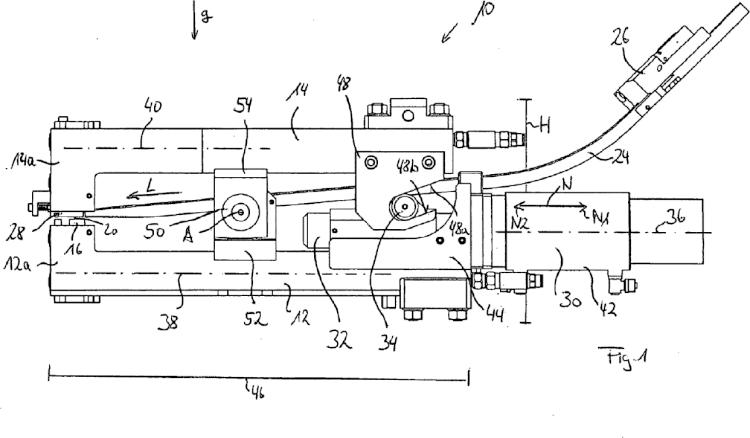
con un soporte para tuerca, que comprende al menos dos electrodos de soldadura (16, 18) los cuales tienen una hendidura de soldadura (20) prevista entre ellos, al menos dos brazos soldadores (12, 14) movibles uno respecto de otro, cada uno de los cuales lleva al menos un electrodo de soldadura (16, 18), donde un movimiento relativo de los brazos soldadores (12,14) provoca un cambio en amplitud de la hendidura de soldadura (22), así como un motor eléctrico controlable numéricamente (30) como suministro de potencia, que está acoplado como propulsor de movimiento relativo con al menos uno de los brazos soldadores (14) por medio de un engranaje que transmite movimiento y potencia (32, 34, 48), para provocar el movimiento de al menos uno de los brazos soldadores (14), en particular un movimiento de avance durante el proceso de soldado, relativo al otro brazo soldador respectivo (12), caracterizado por que el engranaje (32, 34, 48) comprende un control de levas mecánico (34, 48), en el que en uno de los componentes de motor eléctrico (30) y brazo soldador (14), está prevista una leva (34), preferiblemente en forma de rodillo de apoyo, que está colocada en un carril de levas (48a, 48b) de forma desplazable que está conectado con cada uno de los otros componentes del motor eléctrico (30) y el brazo soldador (14)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05020030.
Solicitante: OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LECHBRUCKER STRASSE 15 87642 HALBLECH ALEMANIA.
Inventor/es: KOPF, JOHANN, BIHLER, MATHIAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Septiembre de 2005.
Clasificación Internacional de Patentes:
- B23K11/00F
- B23K11/31 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
- B23K11/36 B23K 11/00 […] › Equipo auxiliar (B23K 11/31 tiene prioridad).
- B23K37/04H2
Clasificación PCT:
- B23K11/00 B23K […] › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
- B23K11/31 B23K 11/00 […] › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
- B23K11/36 B23K 11/00 […] › Equipo auxiliar (B23K 11/31 tiene prioridad).
- B23K37/04 B23K […] › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
Clasificación antigua:
- B23K11/00 B23K […] › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358195_T3.pdf

Fragmento de la descripción:
La presente invención se refiere a un aparato soldador para la soldadura de una pieza pequeña, en particular una tuerca, con un soporte para pequeñas piezas. El aparato soldador comprende: al menos dos electrodos de soldadura, provistos de una hendidura de soldadura entre ellos; al menos dos brazos soldadores movibles uno respecto de otro, cada uno de los cuales lleva al menos un electrodo de soldadura, donde un movimiento relativo de los brazos soldadores provoca un cambio en amplitud de la hendidura de soldadura; así como un motor eléctrico controlable numéricamente como suministro de potencia, que está acoplado como propulsor de movimiento relativo con al menos uno de los brazos soldadores por medio de un engranaje que transmite movimiento y potencia, para provocar el movimiento de al menos uno de los brazos soldadores, en particular un movimiento de avance durante el proceso de soldado, relativo al otro brazo soldador respectivo.
En el estado de la técnica son ampliamente conocidos los aparatos soldadores de este tipo. Como suministro de potencia para los aparatos soldadores conocidos de un primer tipo, se utiliza un sistema de resortes, que está ajustado con una tensión previa tal que el aparato soldador, en un estado de preparación para la soldadura, mantiene sujetos entre los electrodos de soldadura la pieza pequeña y el soporte para piezas pequeñas.
Para ello, la pieza pequeña se sitúa en una zona de fijación prevista en el soporte para piezas pequeñas. También están previstas acumulaciones de material en la pieza pequeña, que se funden durante el proceso de soldadura y procuran una unión soldada entre la pieza pequeña y el soporte para piezas pequeñas.
Con la fusión de la acumulación de material, es necesario un seguimiento de los electrodos de soldadura en su movimiento de avance, para que no se origine un tramo de espacio entre los electrodos de soldadura y el metal de aporte y/o entre la pieza pequeña y el soporte para piezas pequeñas como metal de aporte.
Una de las desventajas de los aparatos soldadores del estado de la técnica que cuentan con un
sistema de resortes como suministro de potencia es que el resorte o el sistema de resortes tiene un determinado tipo de movilidad propia gracias a su pretensión, su rigidez y la masas que tiene que mover, y por tanto, el movimiento de avance de los electrodos de soldadura, en particular durante el proceso de soldadura, está claramente predeterminado en su transcurso temporal por el tipo de construcción del aparato soldador y los resortes utilizados. Para conseguir un resultado de soldadura lo mejor posible, en realidad es necesario realizar el proceso de soldadura de tal manera que la fusión de la acumulación de material corresponda al tipo de movilidad del aparato soldador. Por ello, en el estado de preparación para la soldadura del aparato soldador, la pretensión de los resortes de los brazos soldadores y de los electrodos de soldadura supone un factor que limita la duración del ciclo del aparato soldador y con ello su productividad.
Además, generalmente se prefiere que un mismo aparato soldador pueda soldar piezas pequeñas de diferentes tamaños, con distintos soportes para piezas pequeñas también. Pero normalmente la cantidad de las acumulaciones de material provistas para la soldadura tienen un tamaño proporcional a las piezas pequeñas que se van a soldar, así que el proceso de fusión durante el soldado de la pieza pequeña y el soporte para piezas pequeñas transcurre de manera distinta, dependiendo del tamaño de la respectiva pieza pequeña y/o el soporte para piezas pequeñas. Un aparato soldador que tenga electrodos de soldadura con resortes pretensados es difícil de adaptar a estos cursos temporales distintos para cada proceso de fusión. Normalmente se tiene que llegar a una solución de compromiso, que siempre es a expensas de la productividad del aparato soldador.
DE 299 17 213 U1 da a conocer un aparato soldador del tipo antes descrito, con un motor eléctrico numéricamente controlado como suministro de potencia. En el estado de la técnica también hay que hacer referencia a la patente JP 9122922 A.
El objetivo de la presente invención es proporcionar un aparato soldador del tipo antes mencionado, que pueda soldar piezas pequeñas y soportes para piezas pequeñas con duraciones de ciclo cortas y alta calidad de soldado, y que funcione de forma fiable.
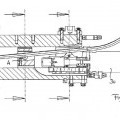
Conforme a la invención, este objetivo se cumple con un aparato soldador genérico, en el cual el engranaje comprende un control de levas mecánico, en el que en uno de los componentes, es decir el motor eléctrico y el brazo soldador, está prevista una leva, preferiblemente en forma de rodillo de apoyo, que está colocada en un carril de levas de forma desplazable, que está conectado con cada uno de los otros componentes del motor eléctrico y el brazo soldador.
Por su fiabilidad, su baja tasa de fallos y su rápida transmisión del movimiento, el engranaje comprende un control de levas mecánico, en el que en uno de los componentes, es decir el motor eléctrico y el brazo soldador, está prevista una leva, que está colocada en un carril de levas de forma desplazable, y por razones de desgaste, preferiblemente desenrollable, que está conectado con cada uno de los otros componentes del motor eléctrico y el brazo soldador. Un carril de levas de este tipo tiene ventajas sobre todo si funciona en combinación con un dispositivo que transforme un movimiento rotatorio en un movimiento de traslación, puesto que así, a través de un contacto leva-carril de levas, puede trasladarse al menos un brazo soldador de forma fiable, rápida y muy precisa para variar la hendidura de soldadura.
Gracias al motor eléctrico controlable numéricamente se puede variar la hendidura de soldadura entre dos electrodos de soldadura de casi cualquier manera, mediante un control de motor apropiado. Así, no solo es posible y sin problemas la conducción precisa del movimiento de los electrodos de soldadura hacia el respectivo metal de aporte para soldar, sino también una "transformación" del aparato soldador para soldar las distintas piezas pequeñas y/o soportes de piezas pequeñas. Esta "transformación" tiene la ventaja de que puede suceder mediante mera técnica de control, de forma que no hay que llevar a cabo en el propio aparato soldador ningún tipo de modificación constructiva. Antes de poner en uso el aparato soldador, se pueden determinar de forma experimental los parámetros de funcionamiento para las piezas pequeñas y los soportes para piezas pequeñas y almacenarlos en una memoria.
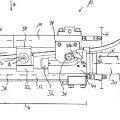
Los brazos soldadores son generalmente componentes alargados en cuyo extremo longitudinal se fijan los electrodos de soldadura. Se puede lograr un modelo de ejecución ventajoso para el aparato soldador con una menor altura de construcción, si el motor eléctrico es un componente que se extiende a lo largo de un eje de extensión del motor, con el motor dispuesto de tal modo que el eje de extensión del motor es fundamentalmente paralelo a un eje longitudinal del brazo soldador. Un aparato soldador de este tipo, con una menor altura de construcción, se puede integrar de manera muy conveniente en una prensa o un tramo de prensas de una planta de fabricación, de forma que se puede modificar el portador de piezas pequeñas a la vez que se suelda la tuerca, por ejemplo.
La altura de construcción del aparato soldador puede hacerse especialmente baja si al menos dos brazos soldadores se colocan con los ejes longitudinales en paralelo o cuasi en paralelo. Con "cuasi en paralelo" se designa una colocación de los brazos soldadores en la cual los ejes longitudinales de los brazos soldadores se sitúan ligeramente inclinados, de tal manera que de hecho se cruzan entre sí, pero el punto de cruce está bastante lejos del aparato soldador, alejado del electrodo de soldadura aproximadamente cinco veces la longitud de los brazos soldadores. Los brazos soldadores con ejes longitudinales cuasi en paralelo son sobre todo para el caso de que esté previsto que los brazos soldadores sean rotatorios uno respecto del otro, el sector angular de giro relativo de ambos brazos soldadores tenga una posición fundamentalmente paralela a los ejes longitudinales de los brazos soldadores, y el ángulo de giro relativo entre ambos brazos soldadores sea aun así pequeño, un poco menos de 10º, de modo que la posición paralela de los ejes longitudinales de los brazos soldadores no cambie sustancialmente por el giro de los brazos soldadores.
En principio y conforme a la invención, puede pensarse... [Seguir leyendo]
Reivindicaciones:
1. Aparato soldador para la soldadura de una pieza pequeña, en particular una tuerca, con un soporte para tuerca, que comprende
al menos dos electrodos de soldadura (16, 18) los cuales tienen una hendidura de soldadura (20) prevista entre ellos,
al menos dos brazos soldadores (12, 14) movibles uno respecto de otro, cada uno de los cuales lleva al menos un electrodo de soldadura (16, 18), donde
un movimiento relativo de los brazos soldadores (12,14) provoca un cambio en amplitud de la hendidura de soldadura (22), así como
un motor eléctrico controlable numéricamente (30) como suministro de potencia, que está acoplado como propulsor de movimiento relativo con al menos uno de los brazos soldadores (14) por medio de un engranaje que transmite movimiento y potencia (32, 34, 48), para provocar el movimiento de al menos uno de los brazos soldadores (14), en particular un movimiento de avance durante el proceso de soldado, relativo al otro brazo soldador respectivo (12), caracterizado por que el engranaje (32, 34, 48) comprende un control de levas mecánico (34, 48), en el que en uno de los componentes de motor eléctrico (30) y brazo soldador (14), está prevista una leva (34), preferiblemente en forma de rodillo de apoyo, que está colocada en un carril de levas (48a, 48b) de forma desplazable que está conectado con cada uno de los otros componentes del motor eléctrico (30) y el brazo soldador (14).
2. Aparato soldador conforme a la reivindicación 1,
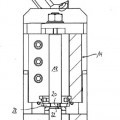
caracterizado por que el motor eléctrico (30) es un componente que se extiende a lo largo de un eje de extensión del motor (36), con el motor (30) dispuesto de tal modo que el eje de extensión del motor (36) es fundamentalmente paralelo a un eje longitudinal (38) de un brazo soldador (14).
3. Aparato soldador conforme a la reivindicación 1 ó la 2,
caracterizado por que los dos brazos soldadores al menos (12, 14) están situados con los ejes longitudinales (38, 40) en paralelo o cuasi paralelo.
4. Aparato soldador conforme a una de las reivindicaciones precedentes,
caracterizado por que los dos brazos soldadores al menos (12, 14) son orientables entre sí, preferiblemente alrededor de un eje pivotante (A) ortogonal a los ejes longitudinales (38, 40) de ambos brazos soldadores.
5. Aparato soldador conforme a la reivindicación 4,
caracterizado por que el engranaje (32, 34, 48) tiene un dispositivo (32) que transforma un movimiento giratorio en un movimiento de traslación, como por ejemplo un mecanismo con elementos fileteados.
6. Aparato soldador conforme a una de las reivindicaciones precedentes,
caracterizado por que una carcasa (42) del motor eléctrico (30) está acoplada indirectamente con un brazo soldador estacionario (14), por ejemplo con una base común, o está acoplado directamente, y un distribuidor de movimiento del motor eléctrico (30), movible en relación con la carcasa (42) está acoplado con un brazo soldador (14), movible en relación con el brazo soldador estacionario (12).
7. Aparato soldador conforme a una de las reivindicaciones precedentes, caracterizado por que se incluye un control de soldado para controlar el flujo de corriente de soldado (ls) a través de los electrodos de soldadura (16, 18), y un control de motor para controlar el movimiento (lM) del distribuidor de movimiento del motor eléctrico (30) y el control de motor está configurado e interactúa con el control de soldado de tal manera que, dependiendo del curso temporal de la corriente de soldado (ls), se indica al motor (30) que efectúe un movimiento de avance.
8. Aparato soldador conforme a la reivindicación 7,
caracterizado por que el control de motor está configurado de tal manera que se indica al motor (30) que efectúe un movimiento de avance antes de que la corriente de soldado (ls) haya alcanzado la intensidad que requiere para fundir el material en la pieza pequeña y/o en el soporte para piezas pequeñas.
9. Aparato soldador conforme a la reivindicación 7 o la 8,
caracterizado por que el control del motor tiene una memoria, en la cual se almacena al menos una variable de control característica (ΔtTR) del motor (30), donde se determina el momento (tM) en que el control del motor indica un movimiento al motor (30) condicionado por al menos una variable de control característica (ΔtTR).
10. Aparato soldador conforme a una de las reivindicaciones precedentes,
caracterizado por que se trata de un aparato soldador para tuercas (10), para soldar tuercas sobre un soporte para tuercas.
11. Aparato soldador en tanto que aparato soldador para tuercas conforme a la reivindicación 10,
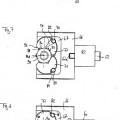
caracterizado por que tiene una unidad de posicionamiento (28) para alojar en la hendidura de soldadura (20) la tuerca
(94) que tiene que soldarse, y la unidad de posicionamiento (28) tiene dos elementos de sujeción (72, 74) que forman un espacio receptor (76) entre ambos, cada uno de los cuales está alojado de manera giratoria respecto de un eje giratorio de sujeción (V72, V74) entre una posición de carga para la tuerca y una posición de retención para la tuerca, en un alojamiento para elementos de sujeción (66), donde los ejes giratorios de sujeción (V72, V74) preferiblemente son fundamentalmente paralelos.
12. Aparato soldador conforme a la reivindicación 11,
caracterizado por que los elementos de sujeción (72,74) están fundamentalmente dispuestos y configurados de forma simétricamente especular, en relación a un plano de simetría (SE), que contiene una dirección de movimiento de carga
(L) para una tuerca que se carga en la unidad de posicionamiento (28), y un eje central longitudinal (MA) para una tuerca (94) retenida en la unidad de posicionamiento (28).
13. Aparato soldador conforme a la reivindicación 11 o la 12,
caracterizado por que en la unidad de posicionamiento (28) hay previstos medios limitadores del giro (78, 80, 82, 84), que limitan angularmente el movimiento de giro de los elementos de sujeción (72, 74).
14. Aparato soldador conforme a una de las reivindicaciones 11 a 13,
caracterizado por que cada uno de los elementos de fijación (72,74) tiene al menos una superficie de apoyo (86,88), preferiblemente una serie de superficies de apoyo (86,88), que están configuradas para estar sujetas en el lado de agarre (90, 92) del perímetro externo de la tuerca (94), con la tuerca (94) retenida en la unidad de posicionamiento (28).
15. Aparato soldador conforme a una de las reivindicaciones 11 a 14,
caracterizado por que al menos uno, aunque preferiblemente todos los elementos de sujeción (72, 74) tienen un saliente de agarre trasero (98) en un lado de la apertura de entrada al espacio receptor (76a), que en la posición de retención de la tuerca de los elementos de sujeción (72, 74), agarra por detrás a la tuerca (94) para impedir un movimiento de la tuerca en contra de la dirección de carga (L), y el saliente de agarre trasero (98) tiene un tamaño tal, que la anchura de la apertura de entrada al espacio receptor (78a) en la posición de carga de la tuerca corresponde al menos a la anchura de la tuerca que tiene que soldarse medida ortogonalmente respecto a un lado de agarre de la herramienta (90).
16. Aparato soldador conforme a una de las reivindicaciones 11 a 15,
caracterizado por que un elemento de sujeción (72, 74) o preferiblemente, los dos elementos de sujeción (72, 74), tienen una sección lateral perimetral que envuelve el alojamiento para elementos de sujeción a más de 180º, preferiblemente, de 200º a 240º, se prefiere especialmente a unos 220º.
17. Aparato soldador conforme a una de las reivindicaciones 11 a 16,
caracterizado por que está previsto que el alojamiento para elementos de sujeción (66) de la unidad de posicionamiento
(28) pueda moverse sobre uno de los brazos soldadores (12, 14) en una dirección de desplazamiento (D), donde la dirección de carga de la tuerca (L) tiene al menos un componente direccional acorde con la dirección de desplazamiento
(D) del alojamiento para elementos de sujeción (66); preferiblemente, ambas direcciones están alineadas.
18. Aparato soldador conforme a la reivindicación 17,
caracterizado por que el alojamiento para elementos de sujeción (66) está pretensado en una posición predeterminada relativa a uno de los electrodos de soldadura (16, 18).
Patentes similares o relacionadas:
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Dispositivo para la fijación de un peso de compensación en un árbol, del 24 de Julio de 2019, de SCHENCK ROTEC GMBH: Dispositivo para una máquina para equilibrar árboles, para la fijación de un peso de compensación en un árbol con un dispositivo a modo de una pinza que […]
Dispositivo de soldadura por resistencia, del 12 de Junio de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura que están opuestos entre sí y se pueden conectar a una fuente […]
Dispositivo de soldadura por resistencia con un sensor de carga, del 15 de Mayo de 2019, de Tecna S.p.A: Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos […]